1.本发明涉及热镀锌技术领域,特别是涉及一种热镀锌镀层厚度调节方法及装置。
背景技术:
2.带钢连续热镀过程中,需要使用气刀喷吹系统实现带钢表面涂层厚度的精确控制。气刀喷吹系统包括气刀升降调节机构、气刀快开和倾斜角度调节装置、刀唇宽度和边部挡板调节机构、喷吹介质供应和调节装置以及三电控制系统。气刀喷嘴与带钢的镀锌面相对布置,气刀喷嘴的形状为条状,条状气刀喷嘴的长度方向沿带钢的宽度方向布置,利用气刀喷嘴所喷射出的惰性气流,对带钢从锌锅中涂上的锌层进行擦拭,通过调节气刀喷嘴的开口度和气流压力等参数,实现目标涂层的厚度控制。
3.在热镀锌锌液中加入镁、铝能够提高镀锌层的耐腐蚀性和镀层质量,然而,由于氧化性排序镁>铝>锌,因此在气刀喷吹镀锌层时较普通锌液更容易产生氧化的金属渣,金属渣飞溅后粘附到带钢表面将导致带钢表面镀层质量缺陷。
4.发明人经过研究发现,气刀喷吹镀锌层时,锌液氧化是由于气刀喷射至带钢表面的惰性气体纯度不足,而导致气刀喷射至带钢表面的惰性气体纯度不足的主要原因为:气刀喷嘴所喷出的惰性气流的流速较高,因此惰性气流周围形成负压,惰性气流上方和下方的空气会在负压作用下加速流向惰性气流,从而导致惰性气流中混合的空气增多,进而导致气刀喷射至带钢表面的惰性气体纯度不足,以致锌液发生氧化。
5.为提高热镀锌层的镀层质量,亟需一种能够降低气刀喷射至带钢表面的惰性气体纯度不足的热镀锌镀层厚度调节装置
技术实现要素:
6.本发明的目的是提供一种热镀锌镀层厚度调节方法及装置。
7.本发明的热镀锌镀层厚度调节方法,在带钢的一侧设置向所述带钢的表面喷第一惰性气流的气刀本体,所述第一惰性气流用于对所述带钢表面的镀锌层进行擦拭;在所述第一惰性气流的上侧和下侧分别部施加第二惰性气流和第三惰性气流,使得所述第二惰性气流和所述第三惰性气流分别流至所述第一惰性气流的上侧负压区和下侧负压区。
8.本发明的热镀锌镀层厚度调节装置,包括向带钢喷射第一惰性气流的气刀本体,所述气刀本体的上部设有上补气罩,所述气刀本体的下部设有下补气罩,所述上补气罩设有第一进气口和第一出气口,所述下补气罩设有第二进气口和第二出气口,所述第一进气口和所述第二进气口均与第一惰性气体源连通,所述第一出气口朝向所述第一惰性气流的上端面布置,所述第二出气口朝向所述第一惰性气流的下端面布置。
9.作为优选方案,所述热镀锌镀层厚度调节装置包括向所述气刀本体供气的第二惰性气体源,所述第一惰性气体源的气压与所述第二惰性气体源的气压的比值大于等于0.3且小于等于0.5。
10.作为优选方案,所述上补气罩和所述下补气罩均呈条状,所述上补气罩的长度方
向和所述下补气罩的长度方向均沿所述带钢的宽度方向布置;
11.所述第一进气口沿所述上补气罩的长度方向间隔设有多个,所述第二进气口沿所述下补气罩的长度方向间隔设有多个;各所述第一进气口和各所述第二进气口均与所述第一惰性气体源的出气口连通。
12.作为优选方案,所述第一惰性气体源的出气口连接有稳压件,各所述第一进气口和各所述第二进气口均与所述稳压件的出气口连通。
13.作为优选方案,所述稳压件包括箱体,所述箱体内设有多个第一缓冲腔和多个第二缓冲腔,各所述第一缓冲腔的进气口和各所述第二缓冲腔的进气口均与所述第一惰性气体源的出气口连通;各所述第一缓冲腔的出气口分别与各所述第一进气口;各所述第二缓冲腔的出气口分别与各所述第二进气口连通。
14.作为优选方案,所述箱体内设有初级缓冲腔,所述初级缓冲腔设有第三进气口、多个第三出气口和多个第四出气口,所述第三进气口与所述第一惰性气体源的出气口连通;各所述第三出气口分别与各所述第一缓冲腔连通,各所述第四出气口分别与各所述第二缓冲腔连通。
15.作为优选方案,所述稳压件固定连接在所述气刀本体上。
16.作为优选方案,所述上补气罩可拆连接在所述气刀本体的上端,所述下补气罩可拆连接在所述气刀本体的下端。
17.作为优选方案,所述上补气罩的下端固定连接有第一固定架,所述第一固定架紧固连接在所述气刀本体的上端;所述下补气罩的上端连接有第二固定架,所述第二固定架紧固连接在所述气刀本体的下端。
18.与现有技术相比,本发明的有益效果在于:
19.本发明的热镀锌镀层厚度调节方法,在带钢的一侧设置向带钢的表面喷第一惰性气流的气刀本体,第一惰性气流用于对带钢表面的镀锌层进行擦拭;在第一惰性气流的上侧和下侧分别部施加第二惰性气流和第三惰性气流,使得第二惰性气流和第三惰性气流分别流至第一惰性气流的上端面和下端面,从而使得第二惰性气流和第三惰性气流填充至第一惰性气流上下两侧的负压区,实现向第一惰性气流周边形成的低压区进行稳定的惰性气体的自补偿;从而使得第一惰性气流的上方空间和下方空间均充满惰性气体,避免了第一惰性气流的下方空间和下方空间存在空气导致的第一惰性气流混合空气,提高了气刀本体喷射至带钢表面的惰性气体纯度,减少了由于氧化导致的锌渣形成量,提高了带钢表面镀层的质量,降低了生产成本。
附图说明
20.图1为本发明的热镀锌镀层厚度调节装置的结构示意图;
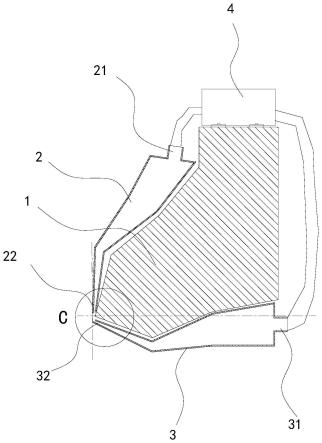
21.图2为图1中c处局部放大图;
22.图3为上补气罩的截面图;
23.图4为上补气罩的左视图;
24.图5为下补气罩的截面图;
25.图6为下补气罩的左视图;
26.图7为稳压件的俯视图;
27.图8为稳压件的爆炸图;
28.图中,1、气刀本体;11、气刀喷嘴;2、上补气罩;21、第一进气口;22、第一出气口;23、第一固定架;3、下补气罩;31、第二进气口;32、第二出气口;33、第二固定架;4、箱体;41、初级缓冲腔;411、第三进气口;412、第三出气口;413、第四出气口。
具体实施方式
29.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
30.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
31.本发明的热镀锌镀层厚度调节方法的优选实施例,在带钢的一侧设置向带钢的表面喷第一惰性气流的气刀本体1,第一惰性气流用于对带钢表面的镀锌层进行擦拭;在第一惰性气流的上侧和下侧分别部施加第二惰性气流和第三惰性气流,使得第二惰性气流和第三惰性气流分别流至第一惰性气流的上端面和下端面,从而使得第二惰性气流和第三惰性气流填充至第一惰性气流上下两侧的负压区,实现向第一惰性气流周边形成的低压区进行稳定的惰性气体的自补偿;从而使得第一惰性气流的上方空间和下方空间均充满惰性气体,避免了第一惰性气流的下方空间和下方空间存在空气导致的惰性气流混合空气,提高了气刀本体喷射至带钢表面的惰性气体纯度,减少了由于氧化导致的锌渣形成量,提高了带钢表面镀层的质量,降低了生产成本。
32.如图1至图8所示,本发明的热镀锌镀层厚度调节装置的优选实施例,包括向带钢喷射第一惰性气流的气刀本体1,气刀本体1的上部设有上补气罩2,气刀本体1的下部设有下补气罩3,上补气罩2设有第一进气口21和第一出气口22,下补气罩3设有第二进气口31和第二出气口32,第一进气口21和第二进气口31均与第一惰性气体源连通,第一出气口22朝向第一惰性气流的上端面布置,第二出气口32朝向第一惰性气流的下端面布置;从而使得第一惰性气流的上方空间和下方空间均充满惰性气体,避免了第一惰性气流的下方空间和下方空间存在空气导致的惰性气流混合空气,提高了气刀本体喷射至带钢表面的惰性气体纯度。
33.其中,热镀锌镀层厚度调节装置包括向气刀本体1供气的第二惰性气体源,第一惰性气体源的气压与第二惰性气体源的气压的比值大于等于0.3且小于等于0.5。
34.具体的,第一惰性气体源和第二惰性气体源均为氮气,第一惰性气体源的气压与第二惰性气体源的气压的比值大于等于0.3且小于等于0.5,不仅能够保证上补气罩2和下补气罩3向第一惰性气流周围补充的惰性气体充足,而且能够避免上补气罩2和下补气罩3向第一惰性气流周围补充的惰性气体压力过大导致的第一惰性气流发生扰动,保证了镀锌层的厚度均匀一致。
35.本实施例中,如图2所示,上补气罩2和下补气罩3均呈条状,气刀喷嘴11、第一出气口21和第二出气口32均为沿带钢的宽度方向布置的条状开口。第一出气口22和第二出气口32相对于气刀喷嘴11呈前凸布置,前凸距离为大于等于2mm,且小于等于3mm,从而保证上补气罩和下补气罩对第一惰性气流周边气流的补偿。第一进气口21沿上补气罩2的长度方向间隔设有多个,第二进气口31沿下补气罩3的长度方向间隔设有多个;各第一进气口21和各第二进气口31均与第一惰性气体源的出气口连通。第一进气口21沿上补气罩2的长度方向间隔设有多个,能够使得进入上补气罩2内的气流压力均匀;第二进气口31沿下补气罩3的长度方向间隔设有多个能够使得进入下补气罩3内的气流压力均匀;进一步提高本实施例的热镀锌镀层厚度调节装置补气的均匀且保证镀锌层厚度的均匀一致。
36.进一步地,第一惰性气体源的出气口连接有稳压件,各第一进气口21和各第二进气口31均与稳压件的出气口连通。稳压件能够避免流至各第一进气口21和各第二进气口31的惰性气体的压力均匀,进一步提高本实施例的热镀锌镀层厚度调节装置补气的均匀且保证镀锌层厚度的均匀一致。
37.具体的,稳压件包括箱体4,箱体4内设有多个第一缓冲腔和多个第二缓冲腔,各第一缓冲腔的进气口和各第二缓冲腔的进气口均与第一惰性气体源的出气口连通;各第一缓冲腔的出气口分别与各第一进气口21;各第二缓冲腔的出气口分别与各第二进气口31连通。
38.进一步地,箱体4内设有初级缓冲腔41,初级缓冲腔41设有第三进气口411、多个第三出气口412和多个第四出气口413,第三进气口411与第一惰性气体源的出气口连通;各第三出气口412分别与各第一缓冲腔连通,各第四出气口413分别与各第二缓冲腔连通。第初级缓冲腔41能够对进入初级缓冲腔41内的惰性气体进行初次缓冲,各第一缓冲腔和各第二缓冲腔能够对从初级缓冲腔41中流出的气体进行二次缓冲;进一步提高本实施例的热镀锌镀层厚度调节装置补气的均匀且保证镀锌层厚度的均匀一致。
39.其中,稳压件固定连接在气刀本体1上。上补气罩2可拆连接在气刀本体1的上端,下补气罩3可拆连接在气刀本体1的下端。稳压件、上补气罩和下补气罩均连接在气刀本体1上,能够在对气刀本体的位置进行调整时,稳压件、上补气罩2和下补气罩3能够同步运动,使得本实施例的热镀锌镀层厚度调节装置便于调整。
40.具体的,上补气罩2的下端固定连接有第一固定架23,第一固定架23紧固连接在气刀本体1的上端;下补气罩3的上端连接有第二固定架33,第二固定架33紧固连接在气刀本体1的下端。
41.综上,本发明的热镀锌镀层厚度调节方法,在带钢的一侧设置向带钢的表面喷第一惰性气流的气刀本体1,第一惰性气流用于对带钢表面的镀锌层进行擦拭;在第一惰性气流的上侧和下侧分别部施加第二惰性气流和第三惰性气流,使得第二惰性气流和第三惰性气流分别流至第一惰性气流的上端面和下端面,从而使得第一惰性气流和第二惰性气流填充至第一惰性气流上下两侧的负压区,实现向第一惰性气流周边形成的低压区进行稳定的惰性气体的自补偿;从而使得第一惰性气流的上方空间和下方空间均充满惰性气体,避免了第一惰性气流的上方空间和下方空间存在空气导致的第一惰性气流混合空气,提高了气刀本体喷射至带钢表面的第一惰性气体纯度,减少了由于氧化导致的锌渣形成量,提高了带钢表面镀层的质量,降低了生产成本。
42.本发明的热镀锌镀层厚度调节装置,包括向带钢喷射第一惰性气流的气刀本体1,气刀本体1的上部设有上补气罩2,气刀本体1的下部设有下补气罩3,上补气罩2设有第一进气口21和第一出气口22,下补气罩3设有第二进气口31和第二出气口32,第一进气口21和第二进气口31均与第一惰性气体源连通,第一出气口22朝向第一惰性气流的上端面布置,第二出气口32朝向第一惰性气流的下端面布置;从而使得第一惰性气流的上方空间和下方空间均充满惰性气体,避免了第一惰性气流的下方空间和下方空间存在空气导致的第一惰性气流混合空气,提高了气刀本体喷射至带钢表面的惰性气体纯度。
43.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。