1.本发明涉及焊接方法领域,尤其涉及一种焊接方法。
背景技术:
2.白车身是汽车车身零部件的主要载体,是汽车重要的组成部分之一,白车身焊装也是汽车整车制造过程中最为重要的工艺之一。电阻点焊在焊接生产过程中具有能量高度集中、焊接完成对板材造成的形变小、生产效率高等特点,因此电阻点焊特别适合于薄壁零件的焊接,在车身焊接中得到广泛应用。车身点焊机器人在焊接过程中,其焊接路径是根据控制程序和机器人的尺寸设定好的,在控制程序没有变化的情况下是固定不变的,如果焊接零部件的位置不发生移动式,则焊点的位置恰好能焊接在理想位置。当焊接零部件的卡具由于长时间的应力作用而发生形变,或者焊接零部件在运动过程中发生位移变化时,点焊机器人仍按照原路径进行焊接,则导致实际焊点位置与理论焊点位置不相符,导致焊点的最终质量无法达到理论要求,进而影响整车的焊接质量。车身实际焊点位置的精确程度,不仅直接决定了车身焊接装配工艺过程中的制造偏差,同时也决定了汽车最终使用的安全性和可靠。
3.为解决上述问题,本申请中提出一种焊接方法。
技术实现要素:
4.(一)发明目的
5.为解决背景技术中存在的技术问题,本发明提出一种焊接方法,本发明具有提高焊接效率和焊接准确性的效果。
6.(二)技术方案
7.为解决上述问题,本发明提供了一种焊接方法,包括以下步骤:
8.s1、在产品经过摄像机前时,摄像机拍照获取产品的照片信息;
9.s2、照片通过数据线传输到计算机,在图像处理算法的分析下,获取实际产品的参数,并与计算机内部存储的产品原始数据进行比较,计算,获得补偿量;
10.s3、根据现场情况以及补偿量两方面因素,计算机发出指令,通过数据线可以纠正点焊机器人的焊接路径。
11.优选的,在s1中,在亮度达不到标准,光源发生器便提供光源,增加亮度。
12.优选的,当焊接产品到达工业摄像机可拍摄区域,工业摄像机对产品进行拍照,抓取产品的图像信息,并将图像进行传输至计算机。
13.优选的,照片采集完成后,传输到计算机内部,计算机内部分析程序开始对照片进行分析,经过图像预处理,灰度化处理,降噪,二值化处理,骨架提取,hough变换,获取照片中产品的特征曲线。
14.优选的,图像信息采集完成之后,需要根据图像信息进行三维重建产品,利用图像处理采集到的信息,摄像机的相关信息,进行空间坐标变换,进行三维重建,进而获得产品
的实际尺寸。
15.优选的,获得产品的实际尺寸之后,与理论的尺寸进行比较,获得理论与实际之间的偏差,即补偿量;补偿量获取之后,计算机将补偿量数据进行矩阵变换,变换成机器人的空间三位坐标信息;计算机分析计算获得补偿量必须进行矩阵变换,变换成机器人的三维空间坐标,机器人可以运动到指定位置,对焊接的产品进行下一步操作;
16.点焊机器人获得上一步的空间坐标信息,移动到指定位置,对产品进行点焊,如果产品所在的位置没有发生明显变化,则点焊机器人在理论位置进行焊接即可,如果产品的位置发生明显变化,点焊机器人根据补偿量信息,自动运动到产品的焊接区域进行焊接。
17.本发明的上述技术方案具有如下有益的技术效果:
18.点焊机器人获得上一步的空间坐标信息,移动到指定位置,对产品进行点焊,如果产品所在的位置没有发生明显变化,则点焊机器人在理论位置进行焊接即可,如果产品的位置发生明显变化,点焊机器人根据补偿量信息,自动运动到产品的焊接区域进行焊接,这样可以提高焊接效率、焊接准确性。
附图说明
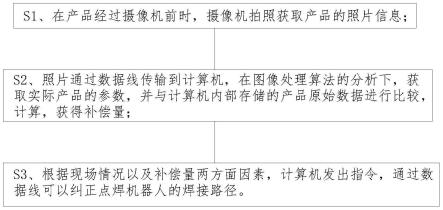
19.图1为本发明提出的一种焊接方法的流程图。
具体实施方式
20.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
21.如图1所示,本发明提出的s1、在产品经过摄像机前时,摄像机拍照获取产品的照片信息;
22.s2、照片通过数据线传输到计算机,在图像处理算法的分析下,获取实际产品的参数,并与计算机内部存储的产品原始数据进行比较,计算,获得补偿量;
23.s3、根据现场情况以及补偿量两方面因素,计算机发出指令,通过数据线可以纠正点焊机器人的焊接路径。
24.当焊接产品到达工业摄像机可拍摄区域,工业摄像机对产品进行拍照,抓取产品的图像信息,并将图像进行传输至计算机。在该步骤中,产品进入到摄像机的拍摄范围,会触发信号,信号控制摄像机,使摄像机进行拍照,抓取产品的图像信息,摄像机附近配有光源,如果环境亮度低,影响图片的成像效果,光源会补充亮度,使得图像满足计算机分析的要求;
25.照片采集完成后,传输到计算机内部,计算机内部分析程序开始对照片进行分析,经过图像预处理,灰度化处理,降噪,二值化处理,骨架提取,hough变换,获取照片中产品的特征曲线。在该步骤中,图像分析的程序可根据使用环境进行调整,优化,可满足不同场景使用,力求图像分析结果快速、高效、精准、灵敏。
26.图像信息采集完成之后,需要根据图像信息进行三维重建产品。在该步骤中,利用图像处理采集到的信息,摄像机的相关信息,进行空间坐标变换,可进行三维重建,进而获
得产品的实际尺寸。
27.获得产品的实际尺寸之后,与理论的尺寸进行比较,获得理论与实际之间的偏差,即补偿量。在该步骤中,实际产品尺寸与理论产品尺寸进行对比计算,获取补偿量,实际产品数据通过图像分析、三维重建获得,计算机中提前储存产品的位置信息,在进行检测前,确定产品的具体型号,即可调用该产品的理论数据,与实际产品对比计算获得补偿量。
28.补偿量获取之后,计算机将补偿量数据进行矩阵变换,变换成机器人的空间三位坐标信息。在该步骤中,计算机分析计算获得补偿量必须进行矩阵变换,变换成机器人的三维空间坐标,这样机器人可以运动到指定位置,对焊接的产品进行下一步操作。
29.点焊机器人获得上一步的空间坐标信息,移动到指定位置,对产品进行点焊,如果产品所在的位置没有发生明显变化,则点焊机器人在理论位置进行焊接即可,如果产品的位置发生明显变化,点焊机器人根据补偿量信息,自动运动到产品的焊接区域进行焊接,这样可以提高焊接效率、焊接准确性。
30.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种焊接方法,其特征在于,包括以下步骤:s1、在产品经过摄像机前时,摄像机拍照获取产品的照片信息;s2、照片通过数据线传输到计算机,在图像处理算法的分析下,获取实际产品的参数,并与计算机内部存储的产品原始数据进行比较,计算,获得补偿量;s3、根据现场情况以及补偿量两方面因素,计算机发出指令,通过数据线可以纠正点焊机器人的焊接路径。2.根据权利要求1所述的一种焊接方法,其特征在于,在s1中,在亮度达不到标准,光源发生器便提供光源,增加亮度。3.根据权利要求1所述的一种焊接方法,其特征在于,当焊接产品到达工业摄像机可拍摄区域,工业摄像机对产品进行拍照,抓取产品的图像信息,并将图像进行传输至计算机。4.根据权利要求3所述的一种焊接方法,其特征在于,照片采集完成后,传输到计算机内部,计算机内部分析程序开始对照片进行分析,经过图像预处理,灰度化处理,降噪,二值化处理,骨架提取,hough变换,获取照片中产品的特征曲线。5.根据权利要求4所述的一种焊接方法,其特征在于,图像信息采集完成之后,需要根据图像信息进行三维重建产品,利用图像处理采集到的信息,摄像机的相关信息,进行空间坐标变换,进行三维重建,进而获得产品的实际尺寸。6.根据权利要求1所述的一种焊接方法,其特征在于,获得产品的实际尺寸之后,与理论的尺寸进行比较,获得理论与实际之间的偏差,即补偿量;补偿量获取之后,计算机将补偿量数据进行矩阵变换,变换成机器人的空间三位坐标信息;计算机分析计算获得补偿量必须进行矩阵变换,变换成机器人的三维空间坐标,机器人可以运动到指定位置,对焊接的产品进行下一步操作;点焊机器人获得上一步的空间坐标信息,移动到指定位置,对产品进行点焊,如果产品所在的位置没有发生明显变化,则点焊机器人在理论位置进行焊接即可,如果产品的位置发生明显变化,点焊机器人根据补偿量信息,自动运动到产品的焊接区域进行焊接。
技术总结
本发明涉及焊接方法技术领域,且公开了一种焊接方法,包括以下步骤:S1、在产品经过摄像机前时,摄像机拍照获取产品的照片信息;S2、照片通过数据线传输到计算机,在图像处理算法的分析下,获取实际产品的参数,并与计算机内部存储的产品原始数据进行比较,计算,获得补偿量;S3、根据现场情况以及补偿量两方面因素,计算机发出指令,通过数据线可以纠正点焊机器人的焊接路径。本发明提出一种焊接方法,本发明具有提高焊接效率和焊接准确性的效果。具有提高焊接效率和焊接准确性的效果。具有提高焊接效率和焊接准确性的效果。
技术研发人员:徐文强
受保护的技术使用者:苏州恒挚智能科技有限公司
技术研发日:2022.09.26
技术公布日:2022/12/19
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。