1.本发明涉及灯架焊接技术领域,特别涉及一种机车辅助照明灯支架自动焊接设备。
背景技术:
2.机车是牵引或推送铁路车辆运行,而本身不装载营业载荷的自推进车辆,机车上安装有用于辅助照明的照明灯。
3.辅助照明灯由柱状灯架、灯座和照明系统组成,柱状灯架表面成型有相应的凸起铭文,柱状灯架与灯座之间通常通过焊接的方式进行连接,由于柱状灯架与灯座之间的连接处具有多个平面,因此大部分柱状灯架与灯座的焊接是采用人工或机械手焊接的方式,柱状灯架与灯座完全焊接前需要进行初步定位焊接处理,从而便于之后的完全焊接,现有的柱状灯架与灯座进行初步定位焊接时通常采用手动的方式进行定位处理,手动调节可以灵活的改变柱状灯架与灯座之间的位置。
4.但上述采用手动调节方式对位的焊接位置与实际的焊接位置之间存在偏差,并且每次定位焊接后的位置都与前一次的位置存在偏差,多次偏差累加形成较大偏差,从而降低了柱状灯架与灯座之间对位的精准性。
技术实现要素:
5.要解决的技术问题:本发明提供的一种机车辅助照明灯支架自动焊接设备,可以解决上述提到的辅助照明灯支架进行初步定位焊接时存在的问题。
6.技术方案:为了实现上述目的,本发明采用以下技术方案,一种机车辅助照明灯支架自动焊接设备,包括连接板,所述连接板右端前后对称安装有两个条形板,条形板相对面开设有滑动槽,所述连接板中部开设有圆形孔,圆形孔孔壁前后对称开设有两个放置槽,连接板上连接有夹紧机构,连接板下端安装有夹持机构,两个所述条形板之间连接有焊接机构。
7.所述夹紧机构包括安装在所述连接板左端的连接架,连接架呈开口朝右的u型结构,连接架中间段贯穿安装有双向电动推杆,双向电动推杆上前后对称安装有两个矩形板,矩形板相对面安装有夹紧单元,夹紧单元右方设置有安装在所述矩形板上的顶紧单元,位于前侧的顶紧单元上连接有限位单元。
8.所述夹持机构包括安装在所述连接板下端的辅助板,辅助板中部滑动贯穿连接有移动杆,移动杆前端开设有多个自左向右均匀分布的定位孔,辅助板前端插接有定位柱,移动杆右端安装有夹持单元。
9.作为本发明的一种优选技术方案,所述焊接机构包括滑动连接在两个滑动槽之间的滑动板,滑动板上端通过辅助块安装有弧形导轨框,弧形导轨框为由两个弧形段和竖直段组成的开口朝左的u型结构,弧形导轨框竖直段开设有滑动孔,滑动孔内滑动连接有凸字弧板,凸字弧板左端的上端面安装有焊接模块,凸字弧板右端连接有推挤单元,滑动板右端
转动连接有进给螺杆,进给螺杆外表面螺纹连接有连板,连板固定连接在两个条形板之间。
10.作为本发明的一种优选技术方案,所述顶紧单元包括安装在所述矩形板相对面的弹簧伸缩杆,弹簧伸缩杆远离矩形板的一端安装有方形板,方形板远离弹簧伸缩杆的一端四角处均安装有连接柱,连接柱远离方形板的一端转动连接有滚珠。
11.作为本发明的一种优选技术方案,所述限位单元包括上下对称且滑动贯穿连接在位于前侧的所述方形板上的两个圆柱杆,两个所述圆柱杆后端共同安装有弧形板,弧形板与位于前侧的方形板之间安装有连接弹簧,弧形板内弧面开设有矩形槽。
12.作为本发明的一种优选技术方案,所述夹紧单元包括安装在所述矩形板相对面的夹紧杆,夹紧杆相对端滑动贯穿放置槽槽壁后安装有位于放置槽内的夹紧弧板,夹紧弧板的内弧面铺设有防滑垫。
13.作为本发明的一种优选技术方案,所述夹持单元包括安装在所述移动杆右端的安装板,安装板中部螺纹贯穿连接有调节螺杆,调节螺杆上端转动连接有十字夹持架,十字夹持架四个端部的上端面均设置有卡合凸块,十字夹持架下端与安装板之间左右对称安装有两个升降杆。
14.作为本发明的一种优选技术方案,所述推挤单元包括滑动连接在所述凸字弧板右端的推挤框,推挤框底壁上端与凸字弧板下端之间安装有辅助弹簧,推挤框前端铰接有电动进给推杆,电动进给推杆通过支架安装在辅助块上。
15.作为本发明的一种优选技术方案,所述条形板下端左右对称安装有两个支撑杆。
16.有益效果:1.本发明提供的一种机车辅助照明灯支架自动焊接设备利用夹紧单元和顶紧单元之间的配合,可以对柱体灯架放置的位置进行限位,确保柱体灯架焊接位置与灯座精准对齐,提高了初步焊接的精确性,避免存在初步焊接偏差,从而避免柱体灯架与灯座焊接偏差后进行返工,减少了人力物力的消耗。
17.2.本发明提供的一种机车辅助照明灯支架自动焊接设备所采用的限位单元可与柱体灯架上凸起的铭文配合,进一步提高柱体灯架的夹持稳定性以及夹持位置的准确度,从而提高初步焊接质量。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
19.图1是本发明的第一视角立体结构示意图。
20.图2是本发明的第二视角立体结构示意图。
21.图3是本发明的主视图。
22.图4是本发明的右视图。
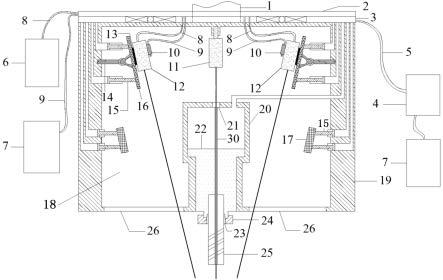
23.图5是本发明图3中a-a的剖视图。
24.图6是本发明图4中b-b的剖视图。
25.图7是本发明弧形导轨框、凸字弧板、推挤框和辅助弹簧的结构示意剖视图。
26.图8是本发明的工作示意图。
27.图中:1、连接板;2、条形板;3、夹紧机构;31、连接架;32、双向电动推杆;33、矩形板;34、夹紧单元;341、夹紧杆;342、夹紧弧板;35、顶紧单元;351、弹簧伸缩杆;352、方形板;353、连接柱;36、限位单元;361、圆柱杆;362、弧形板;363、连接弹簧;4、夹持机构;41、辅助
板;42、移动杆;43、定位柱;44、夹持单元;441、安装板;442、调节螺杆;443、十字夹持架;444、升降杆;5、焊接机构;51、滑动板;52、弧形导轨框;53、凸字弧板;54、焊接模块;55、推挤单元;551、推挤框;552、辅助弹簧;553、电动进给推杆;56、进给螺杆;57、连板。
具体实施方式
28.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
29.参阅图1-图4,一种机车辅助照明灯支架自动焊接设备,包括连接板1,所述连接板1右端前后对称安装有两个条形板2,条形板2相对面开设有滑动槽,所述条形板2下端左右对称安装有两个支撑杆,所述连接板1中部开设有圆形孔,圆形孔孔壁前后对称开设有两个放置槽,连接板1上连接有夹紧机构3,连接板1下端安装有夹持机构4,两个所述条形板2之间连接有焊接机构5。
30.参阅图1、图4、图5和图6,所述夹紧机构3包括安装在所述连接板1左端的连接架31,连接架31呈开口朝右的u型结构,连接架31中间段贯穿安装有双向电动推杆32,双向电动推杆32上前后对称安装有两个矩形板33,矩形板33相对面安装有夹紧单元34,夹紧单元34右方设置有安装在所述矩形板33上的顶紧单元35,位于前侧的顶紧单元35上连接有限位单元36。
31.参阅图1、图4、图5、图6和图8,具体工作时,通过人工或现有的吊装设备将辅助照明灯的柱体灯架插入连接板1中部的圆孔内,然后启动双向电动推杆32,双向电动推杆32通过矩形板33带动两个夹紧单元34和两个顶紧单元35向柱体灯架移动,顶紧单元35与柱体灯架接触时,夹紧单元34未与柱体灯架接触,随后关闭双向电动推杆32。
32.参阅图2和图4,所述顶紧单元35包括安装在所述矩形板33相对面的弹簧伸缩杆351,弹簧伸缩杆351远离矩形板33的一端安装有方形板352,方形板352远离弹簧伸缩杆351的一端四角处均安装有连接柱353,连接柱353远离方形板352的一端转动连接有滚珠。
33.参阅图2和图4,所述限位单元36包括上下对称且滑动贯穿连接在位于前侧的所述方形板352上的两个圆柱杆361,两个所述圆柱杆361后端共同安装有弧形板362,弧形板362与位于前侧的方形板352之间安装有连接弹簧363,弧形板362内弧面开设有矩形槽。
34.参阅图1、图4和图8,具体工作时,矩形板33通过弹簧伸缩杆351带动方形板352相对端的连接柱353与柱体灯架接触,位于前侧的方形板352通过连接弹簧363和两个圆柱杆361带动弧形板362与柱体灯架表面紧贴,之后转动柱体灯架,柱体灯架表面上凸起的铭文与弧形板362接触后并对其挤压,弧形板362受力通过圆柱杆361进行移动,此时连接弹簧363处于压缩状态,随后柱体灯架表面上的铭文移动至弧形板362内弧面的矩形槽内后,连接弹簧363带动弧形板362复位,从而对凸起的铭文进行限位,进一步对柱体灯架进行限位,从而确保柱体灯架与灯座焊接位置的精确性,然后启动双向电动推杆32,双向电动推杆32通过矩形板33继续带动夹紧单元34和弹簧伸缩杆351移动,弹簧伸缩杆351受力进一步收缩,夹紧单元34与柱体灯架表面接触并对其进行夹紧限位,随后关闭双向电动推杆32。
35.参阅图5,所述夹紧单元34包括安装在所述矩形板33相对面的夹紧杆341,夹紧杆341相对端滑动贯穿放置槽槽壁后安装有位于放置槽内的夹紧弧板342,夹紧弧板342的内弧面铺设有防滑垫。
36.参阅图5和图8,具体工作时,双向电动推杆32通过矩形板33带动夹紧杆341移动,夹紧杆341带动夹紧弧板342向柱体灯架移动并与其接触,从而对柱体灯架进行夹紧限位,夹紧弧板342上的防滑垫起到增大夹紧弧板342与柱体灯架之间摩擦的作用。
37.参阅图1、图5和图6,所述夹持机构4包括安装在所述连接板1下端的辅助板41,辅助板41中部滑动贯穿连接有移动杆42,移动杆42前端开设有多个自左向右均匀分布的定位孔,辅助板41前端插接有定位柱43,移动杆42右端安装有夹持单元44。
38.参阅图1、图5和图6,所述夹持单元44包括安装在所述移动杆42右端的安装板441,安装板441中部螺纹贯穿连接有调节螺杆442,调节螺杆442上端转动连接有十字夹持架443,十字夹持架443四个端部的上端面均设置有卡合凸块,十字夹持架443下端与安装板441之间左右对称安装有两个升降杆444。
39.参阅图1、图5、图6和图8,具体工作时,人工将灯座放置在十字夹持架443上,卡合凸块对灯座进行限位以使灯座无法水平偏移,保证焊接质量,然后推动移动杆42,移动杆42通过安装板441和升降杆444带动十字夹持架443上的灯座移动至柱体灯架焊接处下方,并使定位柱43插接于辅助板41和移动杆42上对应的定位孔之间,之后转动调节螺杆442,调节螺杆442通过十字夹持架443带动灯座向上移动至柱体灯架焊接处,从而实现灯座与柱体灯架的精准定位。
40.参阅图1、图6和图7,所述焊接机构5包括滑动连接在两个滑动槽之间的滑动板51,滑动板51上端通过辅助块安装有弧形导轨框52,弧形导轨框52为由两个弧形段和竖直段组成的开口朝左的u型结构,弧形导轨框52竖直段开设有滑动孔,滑动孔内滑动连接有凸字弧板53,凸字弧板53左端的上端面安装有焊接模块54,凸字弧板53右端连接有推挤单元55,滑动板51右端转动连接有进给螺杆56,进给螺杆56外表面螺纹连接有连板57,连板57固定连接在两个条形板2之间。
41.参阅图1和图7,所述推挤单元55包括滑动连接在所述凸字弧板53右端的推挤框551,推挤框551底壁上端与凸字弧板53下端之间安装有辅助弹簧552,推挤框551前端铰接有电动进给推杆553,电动进给推杆553通过支架安装在辅助块上。
42.参阅图1、图6、图7和图8,具体工作时,根据灯座与柱体灯架的焊接位置,人工转动进给螺杆56,进给螺杆56通过带动滑动板51带动弧形导轨框52移动,弧形导轨框52通过凸字弧板53带动焊接模块54移动至焊接位置,焊接模块54为现有的焊接设备,之后启动焊接模块54和电动进给推杆553,电动进给推杆553通过推挤框551带动凸字弧板53沿弧形导轨框52移动,凸字弧板53带动焊接模块54对焊接位置进行焊接处理,从而实现灯座与柱体灯架的初步焊接定位处理,便于之后灯座与柱体灯架完全焊接处理,灯座与柱体灯架的初步焊接完成后,通过进给螺杆56带动滑动板51复位,启动双向电动推杆32,双向电动推杆32通过矩形板33带动夹紧单元34和顶紧单元35复位,之后人工将焊接后的灯座与柱体灯架从连接板1上取下,焊接完成。
43.焊接时:s1:通过人工或现有的吊装设备将辅助照明灯的柱体灯架插入连接板1中部的圆孔内,之后启动双向电动推杆32,双向电动推杆32通过矩形板33带动两个夹紧单元34和两个顶紧单元35向柱体灯架方向移动。
44.s2:顶紧单元35与柱体灯架接触后并转动柱体灯架,柱体灯架表面上凸起的铭文与弧形板362配合,从而对柱体灯架进行限位,双向电动推杆32通过矩形板33继续带动夹紧
单元34对柱体灯架夹紧限位。
45.s3:人工将灯座放置在十字夹持架443上,然后推动移动杆42,移动杆42通过安装板441和升降杆444带动十字夹持架443上的灯座移动至柱体灯架焊接处下方,并使定位柱43插接于辅助板41和移动杆42上对应的定位孔之间,之后转动调节螺杆442,调节螺杆442通过十字夹持架443带动灯座向上移动至柱体灯架焊接处,从而实现灯座与柱体灯架的精准定位。
46.s4:人工转动进给螺杆56,进给螺杆56通过带动滑动板51带动弧形导轨框52移动,弧形导轨框52通过凸字弧板53带动焊接模块54移动至焊接位置,焊接模块54为现有的焊接设备,之后启动焊接模块54和电动进给推杆553,电动进给推杆553通过推挤框551带动凸字弧板53沿弧形导轨框52移动,凸字弧板53带动焊接模块54对焊接位置进行焊接处理,灯座与柱体灯架的初步焊接完成后,通过进给螺杆56带动滑动板51复位,启动双向电动推杆32,双向电动推杆32通过矩形板33带动夹紧单元34和顶紧单元35复位,之后人工将焊接后的灯座与柱体灯架从连接板1上取下,焊接完成。
47.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。