1.本发明涉及锻造模具领域,特别涉及一种应用于轴类零件的、需要进行增材制造的锻造模具。
背景技术:
2.在生产一些轴类零件时,两个端头往往需要更大的直径来满足零件使用性能需求,而轴类零件往往需要采用增材制造即材料累加的制造方法。传统的制造工艺是使用锻造机或者是模锻压力机,来进行增材制造。这些专用设备体积大、成本高、不易采购,不适用于中小型工厂企业,这些工厂如果购买这种专用设备不仅价格高,而且设备投入周期长,有一次性投入大、回报周期长等缺点,不利于工厂运维及产品生产。若采用成本较低、操作简单的冲床或油压机作为动力驱动,现有的锻造模具不够适配,往往需要多套工装来实现,生产加工工序多,生产效率较低,生产质量也难以保障。
技术实现要素:
3.本发明所要解决的技术问题是提供一种锻造模具,使用冲床或油压机等设备即能够替代锻造机或模锻机实现增材制造,在节约设备投入的同时,还可以提高加工效率,降低制造成本。
4.本发明采用以下技术方案解决上述技术问题。
5.一种锻造模具,包括底板、模座、夹紧机构和斜冲模块,所述模座包括u型块、夹紧块座、夹紧块、墩粗模块、圆形压板和墩粗滑块,所述u型块固定在底板上,夹紧块座、墩粗模块、圆形压板和墩粗滑块依次设置在u型块的u型槽内,夹紧块座紧贴u型块一端内侧边固定,夹紧块设置在夹紧块座内,墩粗模块内设有用于零件锻造的成型槽,墩粗模块一端端部设有凸缘,通过圆形压板固定在墩粗滑块一侧,墩粗滑块另一侧倾斜设置并与u型块内侧壁间形成“v”型槽,墩粗滑块能够在夹紧块座与u型块侧壁之间滑动;所述夹紧机构包括位于模座两侧的两组夹紧组件,用于紧固夹紧块从而夹紧工件;所述斜冲模块包括第一上模板、第一斜冲板、第一弹簧导杆、第一弹簧和弹簧压套,第一弹簧导杆一端穿过u型块与墩粗滑块连接,第一弹簧导杆另一端与弹簧压套连接,第一弹簧套设在第一弹簧导杆上且位于u型块与弹簧压套之间;第一斜冲板位于第一上模板下方,且第一斜冲板与第一上模板垂直设置,第一斜冲板一侧倾斜设置且倾角与滑块的倾角相同,断面呈“v”形,所述第一上模板用于与冲床或油压机连接。
6.进一步地,所述第一斜冲板中心位置设有能够容纳第一弹簧导杆穿过的通槽。
7.进一步地,所述夹紧机构包括位于模座两侧的两组第一滑座、第二滑座、第一滚轮座、第二滚轮座、第二滚轮、碟形弹簧、碟形弹簧滑块、第一推杆、第一推杆座、第一销轴、第二销轴、第三销轴、第四销轴、第二推杆、第二上模板和第二斜冲板,所述第一滚轮座、第二滚轮座、第一滑座、第二滑座从右至左依次固定在底板上,第一滚轮座与第二滚轮座之间形
成一底部呈v形的槽,第二滚轮座顶部水平设置有滑槽,第二滚轮嵌设在滑槽内且能够沿滑槽水平位移,所述碟形弹簧滑块位于第二滑座上靠近第二滚轮座的一侧,第一推杆一端与碟形弹簧滑块套接,碟形弹簧套设在碟形弹簧滑块上且位于第一推杆和碟形弹簧滑块之间,第一推杆另一端与第一推杆座套接,第一推杆和第一推杆座相接的位置均设有一第一销轴孔,第一销轴放置在第一销轴孔内,第一推杆座另一端设有第二销轴孔,第二销轴放置在第二销轴孔内,第二滑座远离第二滚轮座的一侧上设有活动推杆座,活动推杆座上设有活动槽,所述第二销轴、第三销轴和第四销轴均位于活动槽内,且第二销轴位于第三销轴和第四销轴之间;所述第二推杆垂直于夹紧块设置,且第二推杆能够穿过夹紧块座与夹紧块接触;第二斜冲板位于第二上模板下方,且第二斜冲板与第二上模板垂直设置,第二斜冲板底部呈v形,所述第二上模板用于与冲床或油压机连接。
8.进一步地,所述夹紧机构还设有第一滚轮,所述第一滚轮通过第一滚轮轴可转动地连接在第一滚轮座顶部。
9.进一步地,所述第一上模板与第二上模板位于同一水平线上,所述第二斜冲板的长度大于第一斜冲板的长度,从而使得夹紧行程比墩粗行程提前进行,即墩粗开始瞬间,夹紧机构已经完成工件夹紧。
10.进一步地,所述锻造模具还包括复位助推模块,所述复位助推模块包括第二弹簧支座、第二弹簧导杆、第二弹簧和复位滑块,所述第二弹簧支座设置在第二滑座左侧,第二弹簧支座呈l形,第二弹簧支座与第二滑座之间形成空槽,第二弹簧导杆穿过第二弹簧支座及第二滑座上预留的孔且能够在孔内滑动,第二弹簧套设在第二弹簧导杆上且位于第二弹簧支座与第二滑座之间,复位滑块位于第二滑座上且与第二弹簧导杆端部连接。
11.进一步地,所述第二弹簧导杆、复位滑块、第一推杆和碟形弹簧滑块的轴线均位于同一直线上,所述夹紧块座、墩粗模块和第一弹簧导杆的轴线均位于同一直线上。
12.本发明的有益效果:本发明提供了一种稳定的轴类零件锻造用工装模具,该装置使用冲床或油压机提供驱动力,具有效率高,使用简便、易维护等优点;可以替代锻造机或模锻机实现增材制造降低生产成本,能够避免因投入新设备造成的生产周期长、一次性投入大、回报周期长等缺点。
13.该装置结构简单,夹紧机构和斜冲模块相互配合,实现了自动先夹紧再锻造,同时通过夹紧机构和复位助推模块能够实现工件的快速夹紧和脱模,操作方便,提升了生产效率。
附图说明
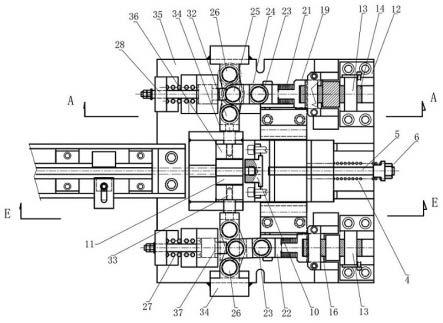
14.图1为本发明锻造模具的俯视结构示意图。
15.图2为图1中e—e剖面的剖视图。
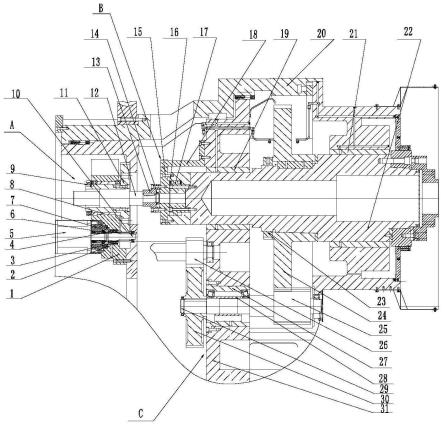
16.图3为图1中a—a剖面的剖视图。
17.图4为本发明锻造模具的第一斜冲板的侧视结构示意图。
18.图5为本发明锻造模具的夹紧机构中部分零件的分解图。
19.图6为本发明锻造模具的第一斜冲板与第二斜冲板的对比图。
20.图7为本发明锻造模具的斜冲模块打开状态图。
21.图中:1-第一斜冲板,2-第一磨擦板,3-u型块,4-第一弹簧,5-第一弹簧导杆,6-弹簧压套,7-第二磨擦板,8-墩粗滑块,9-圆形压板,10-墩粗模块,11-夹紧块,12-第一滚轮座,13-第一滚轮轴,14-第一滚轮,15-第二斜冲板,16-第二滚轮,17-第二滚轮轴,18-盖板,19-碟形弹簧滑块,20-第二滚轮座,21-碟形弹簧,22-第一推杆,23-第一销轴,24-第一推杆座,25-第二销轴,26-第三销轴,27-第二弹簧,28-第二弹簧导杆,29-第二弹簧支座,30-第一滑座,31-第二滑座,32-第四销轴,33-第二推杆,34-活动推杆座,35-底板,36-夹紧块座,37-复位滑块,38-第一上模板,39-第二上模板。
具体实施方式
22.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开的具体实施例的限制。
23.如图1~7所示的一种锻造模具,包括底板35、模座、夹紧机构和斜冲模块,所述模座包括u型块3、夹紧块座36、夹紧块11、墩粗模块10、圆形压板9和墩粗滑块8,所述u型块3固定在底板35上,夹紧块座36、墩粗模块10、圆形压板9和墩粗滑块8依次设置在u型块3的u型槽内,夹紧块座36紧贴u型块3一端内侧边固定,夹紧块11设置在夹紧块座36内,墩粗模块10内设有用于零件锻造的成型槽,墩粗模块10一端端部设有凸缘,通过圆形压板9和螺栓固定在墩粗滑块8一侧,墩粗滑块8另一侧倾斜设置并与u型块3内侧壁间形成“v”型槽,墩粗滑块8能够在夹紧块座36与u型块3侧壁之间滑动;所述u型块3内侧壁与墩粗滑块8的侧壁上分别设有第一磨擦板2和第二磨擦板7,用于减少u型块3和墩粗滑块8的磨损,增长模具使用寿命。
24.所述夹紧机构包括位于模座两侧的两组第一滑座30、第二滑座31、第一滚轮座12、第二滚轮座20、第一滚轮14、第二滚轮16、碟形弹簧21、碟形弹簧滑块19、第一推杆22、第一推杆座24、第一销轴23、第二销轴25、第三销轴26、第四销轴32、第二推杆33、第二上模板39和第二斜冲板15,所述第一滚轮座12、第二滚轮座20、第一滑座30、第二滑座31从右至左依次固定在底板35上,第一滚轮座12与第二滚轮座20之间形成一底部呈v形的槽;所述第一滚轮14通过第一滚轮轴13固定在第一滚轮座12顶部,第一滚轮14能够绕第一滚轮轴13转动从而减少摩擦;所述第二滚轮座20顶部水平设置有滑槽,第二滚轮16通过第二滚轮轴17嵌设在滑槽内,顶部设有盖板18固定,第二滚轮16能够沿滑槽水平位移,所述碟形弹簧滑块19位于第二滑座31上靠近第二滚轮座20的一侧,第一推杆22一端与碟形弹簧滑块19套接,碟形弹簧21套设在碟形弹簧滑块19上且位于第一推杆22和碟形弹簧滑块19之间,第一推杆22另一端与第一推杆座24套接,第一推杆22和第一推杆座24相接的位置均设有一第一销轴23孔,第一销轴23放置在第一销轴23孔内,第一推杆座24另一端设有第二销轴25孔,第二销轴25放置在第二销轴25孔内,第二滑座31远离第二滚轮座20的一侧上设有活动推杆座34,活动推杆座34上设有活动槽,所述第二销轴25、第三销轴26和第四销轴32均位于活动槽内,且第二销轴25位于第三销轴26和第四销轴32之间;其中,活动槽的长度略小于第二销轴25、第三销轴26和第四销轴32的直径之和,在其他实施例中,第三销轴26和第四销轴32还可以通
过上下交错的两根连杆分别与第二销轴25转动连接,以便于辅助限位和力传递;所述第二推杆33垂直于夹紧块11设置,且第二推杆33能够穿过夹紧块座36与夹紧块11接触,用于推紧夹紧块11从而夹紧工件;第二斜冲板15位于第二上模板39下方,且第二斜冲板15与第二上模板39垂直设置,第二斜冲板15底部呈v形,所述第二上模板39用于与冲床或油压机连接,能够驱动第二斜冲板15下压进入第一滚轮座12与第二滚轮座20之间的槽内。
25.所述斜冲模块包括第一上模板38、第一斜冲板1、第一弹簧导杆5、第一弹簧4和弹簧压套6,第一弹簧导杆5一端穿过u型块3与墩粗滑块8连接,弹簧压套6设置在第一弹簧导杆5另一端端部,第一弹簧4套设在第一弹簧导杆5上且位于u型块3与弹簧压套6之间;第一斜冲板1位于第一上模板38下方,且第一斜冲板1与第一上模板38垂直设置,第一斜冲板1一侧倾斜设置且倾角与滑块的倾角相同,断面呈“v”形,所述第一上模板38用于与冲床或油压机连接,能够驱动第一斜冲板1下压进入墩粗滑块8与u型块3间的“v”型槽内。其中,所述第一斜冲板1中心位置设有能够容纳第一弹簧导杆5穿过的、竖向设置的通槽,第一磨擦板2和第二磨擦板7上也留有能够容纳第一弹簧导杆5穿过的通孔。
26.所述锻造模具还包括复位助推模块,所述复位助推模块包括第二弹簧支座29、第二弹簧导杆28、第二弹簧27和复位滑块37,所述第二弹簧支座29设置在第二滑座31左侧,第二弹簧支座29呈l形,第二弹簧支座29与第二滑座31之间形成空槽,第二弹簧导杆28穿过第二弹簧支座29及第二滑座31上预留的孔且能够在孔内滑动,第二弹簧27套设在第二弹簧导杆28上且位于第二弹簧支座29与第二滑座31之间,复位滑块37位于第二滑座31上且与第二弹簧导杆28端部连接。
27.其中,所述第二弹簧导杆28、复位滑块37、第一推杆22和碟形弹簧滑块19的轴线均位于同一直线上,所述夹紧块座36、墩粗模块10和第一弹簧导杆5的轴线均位于同一直线上。
28.其中,如图6所示,第一上模板38与第二上模板39位于同一水平线上,第二斜冲板15的长度大于第一斜冲板1的长度,从而使得夹紧行程比墩粗行程提前进行,即墩粗开始瞬间,夹紧机构已经完成工件夹紧。
29.该装置的具体工作过程:先将工件穿过u型块3和夹紧块11,放入墩粗模块10中,然后启动冲床或压力机,驱动第一上模板38和第二上模板39同时下压,从而带动第一斜冲板1和第二斜冲板15同时向下运动;此时,由于第二斜冲板15的长度大于第一斜冲板1的长度,第二斜冲板15先进入第一滚轮座12与第二滚轮座20之间的槽内,推动第二滚轮16在第二滚轮座20内移动至碟形弹簧滑块19这一侧,挤压推动碟形弹簧滑块19移动,从而推动第一推杆22、第一销轴23、第一推杆座24和第二销轴25同时移动(此时碟形弹簧21压缩蓄力),第二销轴25会挤压第三销轴26和第四销轴32,但第三销轴26被活动推杆座34限位无法移动,因此力作用在第四销轴32上使之位移,从而推动第二推杆33向内移动,给夹紧块11提供侧向夹紧力,使得夹紧块11能够夹紧工件防止工件在锻造时向后运动;此时第二弹簧27被压缩,第二弹簧导杆28和复位滑块37向后运动。
30.工件夹紧时,第一斜冲板1下移至墩粗滑块8与u型块3间的“v”型槽内,推动墩粗滑块8平移,墩粗滑块8推动圆形压板9和墩粗模块10向前运动完成一次锻压,此时第一弹簧导杆5被墩粗滑块8带动前移,第一弹簧4被压缩。
31.然后冲床或压力机驱动第一上模板38和第二上模板39同时上移,带动第一斜冲板
1和第二斜冲板15同时向上运动,第一弹簧4解除压缩状态提供回复力,推动第一弹簧导杆5向后移动,从而带动墩粗滑块8、圆形压板9和墩粗模块10向后运动,工件脱模;同样的,第二弹簧27和碟形弹簧21解除压缩状态提供回复力,分别推动复位滑块37、第二弹簧导杆28、第二销轴25、第一推杆座24、第一销轴23、第一推杆22、碟形弹簧滑块19、第二滚轮16移动,使提供侧向夹紧力的部件回复到初始位置,解除夹紧块11的夹紧状态。等待下一次工作。
32.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。