1.本发明涉及冶金技术领域,特别涉及一种冷轧用热轧带钢表面缺陷的在线修复方法。
背景技术:
2.在热轧生产过程中,带钢表面质量缺陷是导致轧产品(用作冷轧原料卷)质量降级的主要原因,如表面夹渣、起皮、异物压入、轧辊掉肉粘肉等,尤其是表面检测仪大规模投用以后,对带钢表面质量的检查越来越严格。
3.为了避免冷轧用热轧带钢表面缺陷在后续的冷轧过程中造成更大的质量损失,降低冷轧薄板的质量性能,所以冷轧用热轧带钢在出厂前需要对表面的缺陷进行修复。一般来说,针对热轧带钢的头尾缺陷,通常将缺陷部位直接切除的方法进行修复;但对于中间部位的缺陷,只能通过人工将钢卷开卷剥离,再对缺陷处进行打磨。中国专利cn202022857453.x公开了一种热轧带钢表面缺陷的修复方法,提供了一种热轧带钢表面缺陷的修复方法,通过平整开卷找到带钢的表面缺陷所在位置,之后通过角磨机对所述表面缺陷进行手动打磨,消除缺陷对冷轧产品的不利影响。但是,该修复方法在使用中有一些具体困难,采用角磨机手动打磨的方式消除表面缺陷,手工打磨的打磨效率低、工人劳动量大,而且必须要将钢卷开卷平整、留出较大的空间才能容置工人打磨;对于一般热轧单位来说,并未配备大型开卷机构,只能采用人工开卷,耗时耗力。
4.因此,对于没有配备大型开卷机构的一般热轧单位,如何快速、高效、精准地对热轧带钢表面缺陷进行修复,成为亟需解决的一个问题。
技术实现要素:
5.为解决现有技术存在的上述问题,本发明的目的在于提供一种冷轧用热轧带钢表面缺陷的在线修复方法。
6.为解决上述技术问题,本发明所采用的技术方案是:
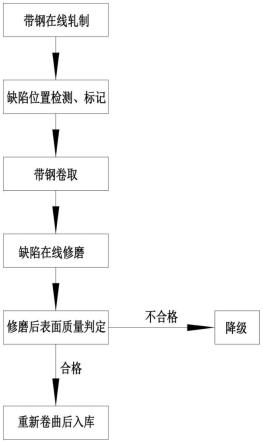
7.一种冷轧用热轧带钢表面缺陷的在线修复方法,包括以下步骤:
8.s1、缺陷位置标记
9.冷轧用热轧带钢按照加热炉加热-粗轧-精轧-层流冷却工序流程正常生产,在卷取前通过表检仪对冷轧用热轧带钢进行表面检测,并在缺陷位置处进行标记;
10.s2、带钢卷取
11.带有表检标记的冷轧用热轧带钢经卷取机成卷后移出卷筒,沿辊道运送至翻转台进行翻转,由立放式变成平放式,再经辊道运输至在线修磨装置;
12.s3、缺陷在线修磨
13.平放式带钢卷在在线修磨装置内进行开卷和打磨,消除缺陷后再次进行带钢表面质量判定,若仍存在缺陷、则降级为次品;反之,则判定带钢合格;
14.s4、重新卷取、入库
15.修磨完成后,对开卷的热轧带钢重新卷取,将带钢卷平移至运输辊道,并打包、标识、入库。
16.所述步骤s1中,表检仪的后端设置两个漆料喷射器;当表检仪检测到的表面缺陷处行至漆料喷射器时,漆料喷射器在缺陷处同一横断截面的两侧喷出漆料,形成表检标记。
17.所述步骤s3所使用的在线修磨装置,包括旋转台、旋转电机、开卷辊、固定平台、横梁架、开卷辊、修磨支架、修磨机构;
18.所述旋转台通过位于其下方的旋转电机驱动转动,在旋转台一侧设置可向旋转台轴心径向运动的开卷辊,所述开卷辊的旋转轴、旋转台的旋转轴均为竖直向;
19.所述旋转台上方还设置有修磨支架,所述修磨支架为冂字架、跨设在旋转台的两侧,在修磨支架顶部设置用于对带钢表面进行打磨的修磨机构。
20.所述开卷辊辊轴的上下两端固定于工字型的横梁架前端,横梁架的后端固定连接一尾板,尾板通过伸缩杆与设置在固定平台上的伸缩液压缸相连接;通过伸缩液压缸的动作带动开卷辊径向运动。
21.所述修磨机构包括滑块、横移液压缸、升降液压缸、升降套杆、砂轮机;所述滑块设置于修磨支架的顶梁上、并与修磨支架的顶梁滑配连接;滑块的一端与横移液压缸的活塞杆固定连接,横移液压缸驱动滑块沿修磨支架的顶梁横向移动;所述滑块顶部还设置一升降液压缸,所述升降液压缸的活塞杆向下贯穿滑块、并与升降套杆传动连接,升降套杆的底端连接砂轮机;
22.所述砂轮机的两侧分别沿高度方向设置两组车轮,在砂轮机的中部设置有双向液压缸,所述双向液压缸的两个活塞杆逆向伸出,活塞杆端部连接砂轮,所述砂轮机的底部还安装有微型摄像头。
23.所述步骤s3的具体过程包括:
24.s31、开卷
25.将缺陷热轧带钢运送至旋转台,旋转电机带动旋转台转动,热轧带钢外圈尾部置于开卷辊外侧,当旋转台带动热轧钢卷转动时,热轧带钢尾巴逐圈旋转至开卷辊外侧,实现开卷;
26.s32、缺陷定位
27.当开卷至缺陷标记处时,降低转速,待缺陷标记部位位于修磨机构下方时,停止转动,完成缺陷的初步定位;
28.初步定位后,驱动修磨机构的升降液压缸,使砂轮机下降,下降过程中通过砂轮机底部的微型摄像头观察带钢表面形貌,寻找到具体缺陷位置,完成缺陷位置的精准定位;
29.s33、在线修磨
30.驱动修磨机构的横移液压缸和升降液压缸,带动砂轮机沿钢卷表面行走,使砂轮靠近缺陷位置的一端;驱动双向液压缸,使砂轮伸出并贴紧带钢表面,开始修磨;
31.s34、修磨质量检测
32.所述修磨后表面质量判定,检查修磨后的表面质量,若达到最大修磨深度0.1mm后,仍存在缺陷,则降级为次品;反之,则判合。
33.所述步骤s31中,带钢卷开卷时,旋转台旋转n圈后,开卷辊以速度v径向向里移动,旋转圈数n与移动速度v之间的关系符合以下公式:
34.n≥[π/(π 1)]
×
{1/h
×
[l0×
h/π r
02
]-2-r0/h},
[0035]
v≥wh(π 1);
[0036]
其中,h为带钢厚度,w为旋转台转速,l0为带钢总长度,r0为钢卷内径。
[0037]
所述步骤s33中,在修磨沿带钢宽度方向延展的缺陷时,砂轮修磨的同时,升降液压缸带动砂轮机沿缺陷延展方向同步行走;在修磨沿带钢长度方向延展的缺陷时,砂轮修磨的同时,旋转电机同步转动钢卷,砂轮机车轮沿展开的带钢横向行走。
[0038]
本发明的进一步限定在于:所述缺陷的修磨厚度≤0.10mm。
[0039]
‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑‑
[0040]
由于采用了上述技术方案,本发明取得的技术进步是:
[0041]
本发明提供了一种冷轧用热轧带钢表面缺陷的在线修复方法,通过表检仪检测带钢的表面缺陷与所在位置,之后利用开卷辊对表面缺陷进行定位与打磨去除,以消除缺陷对热轧带钢质量判定的不利影响,带钢表面缺陷的修复效果好,相较于相关技术中对热轧带钢表面缺陷修复采用重卷切除、以及开卷平整修磨的方式,本修复方法显著减少了由于缺陷不能修复而产生的带钢降级数量,有利于保障产品的质量品级以及产品的卷重,且本修复方法操作方便,不需要平整产线,具有成本低的效果,可有效消除钢卷表面缺陷对后续加工的影响,提高综合合格率。
[0042]
本发明采用可移动的砂轮机对缺陷表面进行修磨,并通过微型摄像头对修磨状况进行监控和采集,不需人工靠近带钢,减少了粉尘、噪音对作业人员的健康危害;而且机器修磨的修磨效率显著提高,修磨深度一致,修磨面更加光滑。
[0043]
本发明采用在线修磨装置实现了带钢卷的在线开卷和修磨,结构设计精巧、占地面积小,实现了带钢卷的快速开卷,省时省力;开卷后通过修磨机构对带钢表面缺陷处进行修磨,所述修磨机构上设置安装有四组车轮的砂轮机,并配以双向可以打磨的砂轮,可对带钢内表面、外表面实现打磨,操作时根据打磨便宜性选择即可,实用性强。所述修磨机构的砂轮机车轮为磁性车轮,可以牢牢吸附在带钢表面,确保砂轮贴紧缺陷处。
[0044]
本发明在开卷过程中,开卷辊逐渐向带钢卷的轴心靠近,并限定了旋转圈数n与移动速度v的关系公式,以确保开卷辊对带钢的有效支撑。
附图说明
[0045]
图1为本发明方法的流程示意图;
[0046]
图2为本发明方法的设备连接示意图;
[0047]
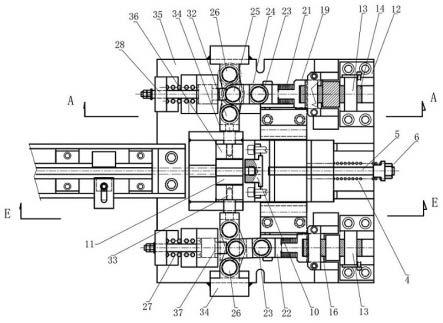
图3为本发明在线修磨装置的结构示意图;
[0048]
图4为本发明修磨机构的结构示意图。
[0049]
图中,
[0050]
a、钢坯,b、粗轧装置,c、精轧装置,d、层流冷却装置,e、表检仪,f、夹送辊,g、漆料喷射器,h、带钢卷,i、翻转平台,j、在线修磨装置,
[0051]
1、旋转台,2、旋转电机,3、开卷辊,4、固定平台,5、横梁架,5-1、尾板,5-2、伸缩杆,5-3、伸缩液压缸,6、修磨支架,6-1、连接件,7-1、滑块,7-2、横移液压缸,7-3、升降液压缸,7-4、升降套杆,7-5、砂轮机,7-6、车轮,7-7、双向液压缸,7-8、砂轮,7-9、微型摄像头,8、带钢。
具体实施方式
[0052]
下面通过参考附图来详细说明本发明。
[0053]
一种冷轧用热轧带钢表面缺陷的在线修复方法,包括以下步骤:
[0054]
s1、缺陷位置标记
[0055]
冷轧用热轧带钢按照加热炉加热-粗轧-精轧-层流冷却工序流程正常生产,在卷取前通过表检仪e对冷轧用热轧带钢进行表面检测,并在缺陷同一横截断面的两侧表面喷射漆料,标记热轧带钢表面缺陷所在位置。
[0056]
具体来说,表检仪e设置在夹送辊f的前端,漆料喷射器g设置在夹送辊f的后端、卷取机前端;所述漆料喷射器g为两个、对称设置在两侧辊道上。表检仪e和漆料喷射器g采用自动化联锁控制,当表检仪e检测到带钢表面缺陷后,漆料喷射器g在自控驱动下延时响应,延时t=表检仪与漆料喷射器之间的距离/卷取速度,即当带钢表面缺陷处行至漆料喷射器g时,带钢两端的漆料喷射器g同时喷漆工作,在缺陷同一横断截面的两侧表面做上表检标记。
[0057]
s2、带钢卷取
[0058]
带有表检标记的带钢经卷取机成卷后移出卷筒,沿辊道运送至翻转平台i进行翻转,由立放式变成平放式,再经辊道运输至在线修磨装置j。
[0059]
s3、缺陷在线修磨
[0060]
平放式带钢卷在在线修磨装置j内进行开卷和打磨,消除缺陷后再次进行带钢表面质量判定,若仍存在缺陷、则降级为次品;反之,则判定带钢合格。
[0061]
所述用于对带钢卷开卷、打磨的在线修磨装置j,如图3、图4所示,包括旋转台1、旋转电机2、开卷辊3、固定平台4、横梁架5、开卷辊3、修磨支架6、修磨机构7。
[0062]
在旋转台1的旋转轴心上设置向上凸出的定位柱,平放式带钢卷运送至旋转台1后,将带钢卷中心对准定位柱后插入,确保带钢卷圆心位于旋转台旋转轴线上。在旋转台1一侧设置开卷辊3,所述开卷辊3的旋转轴、旋转台1的旋转轴均为竖直向。所述开卷辊3辊轴的上下两端固定于工字型的横梁架5前端,横梁架5的后端固定连接一尾板5-1,尾板5-1通过伸缩杆5-2与设置在固定平台4上的伸缩液压缸5-3相连接;伸缩液压缸5-3工作时,伸缩杆5-2相应动作,通过尾板5-1带动横梁架5、开卷辊3向旋转台1的轴心做径向伸缩,使开卷辊3靠近或远离带钢卷;通过控制开卷辊3在开卷过程中与带钢外表面的距离,保证开卷辊3辊面与带钢外表面轻微接触或较小间隙,避免带钢产生变形,出现横折印或难以二次卷取。
[0063]
所述旋转台1上方还设置有修磨支架6,所述修磨支架6为冂字架、跨设在旋转台1的两侧。所述修磨支架6与横梁架5通过连接件固定连接,使横梁架5在左右平移时、修磨支架6保持不动。在修磨支架6顶部设置用于对带钢表面进行打磨的修磨机构。
[0064]
所述修磨机构包括滑块7-1、横移液压缸7-2、升降液压缸7-3、升降套杆7-4、砂轮机7-5。所述滑块7-1设置于修磨支架6的顶梁上、并与修磨支架6的顶梁滑配连接;滑块7-1的一端与横移液压缸7-2的活塞杆固定连接,横移液压缸7-2驱动滑块7-1沿修磨支架6的顶梁横向移动;所述滑块7-1顶部还设置一升降液压缸7-3,所述升降液压缸7-3的活塞杆向下贯穿滑块7-1、并与升降套杆7-4传动连接,升降套杆7-4的底端连接砂轮机7-5。所述砂轮机7-5的两侧分别沿高度方向设置两组车轮7-6,可实现砂轮机7-5的上下、左右滚动;在砂轮机7-5的中部设置有双向液压缸7-7,所述双向液压缸7-7的两个活塞杆逆向伸出,每根活塞
杆的端部均连接砂轮7-8。
[0065]
所述砂轮机7-5的底部还安装有微型摄像头7-9,用于缺陷位置的精准定位、以及详细观察缺陷修磨情况,使工作人员不必靠近作业现场,即可远程操控,避免打磨粉尘危害作业人员健康。
[0066]
进一步的,所述车轮7-6均为磁性材料制备,行走后可以贴紧弧形的带钢8表面,确保砂轮能够充分接触缺陷部位。
[0067]
为控制表面缺陷的深度在0.10mm以内,所述砂轮7-8的外部安装有限位框架,所述限位框架两组对应边框之间的间距为(砂轮宽度-0.2mm),使砂轮7-8露出在限位框架以外的部分深度为0.10mm,以控制砂轮最大修磨深度为0.10mm。
[0068]
所述开卷修磨步骤的具体过程为:
[0069]
s31、开卷
[0070]
将缺陷带钢运送至旋转台,定位柱插入带钢卷内径,旋转电机带动旋转台转动,热轧带钢外圈尾部置于开卷辊外侧,当旋转台带动热轧钢卷转动时,带钢逐圈旋转至开卷辊外侧,实现开卷。
[0071]
在带钢卷的开卷过程中,为了确保带钢的有效支撑,旋转台旋转n圈后,开卷辊再以速度v径向向里移动,旋转圈数n与移动速度v之间的关系符合以下公式:
[0072]
n≥[π/(π 1)]
×
{1/h
×
[l0×
h/π r
02
]-2-r0/h},
[0073]
v≥wh(π 1);
[0074]
其中,h为带钢厚度,w为带钢卷的转速,l0为带钢总长度,r0为钢卷内径。
[0075]
上述公式的计算过程如下:
[0076]
为保证能顺利在钢卷内移动,开卷辊保持位置不变,旋转台旋转n圈后,再以速度v径向向里移动。
[0077]
其中,旋转台每转一圈,开卷辊移动一圈,带钢减少的长度为l1=2π(r
x
)-2π(r
x-h)=2πh,其中h为带钢厚度、r
x
为任一圈的内径;
[0078]
为保证开卷辊在钢卷内能顺利移动,则开卷辊与带钢开卷面之间的距离
△
l应满足
△
l≥1/2
×
l1,即
△
l≥πh。
[0079]
带钢总长度为l0,则总圈数为n0,根据面积相同可得l0×
h=π(r0 n0×
h)
2-π(r0)2,则n0=1/h
×
[l0×
h/π r
02
]-2-r0/h,其中r0为钢卷内径。
[0080]
开卷过程中,旋转n圈后,开卷辊辊面与内开卷面之间的间距l2为l2=n
×
h,剩余圈数为n1=n
0-n,则开卷辊能一直移动时,l2=n1×△
l;则n
×
h≥πh
×
(n
0-n),n≥n
0-n0/(π 1)=[π/(π 1)]
×
{1/h
×
[l0×
h/π r
02
]-2-r0/h}。
[0081]
速度v=w(h
△
l)≥wh(π 1),其中w为带钢旋转的转速。
[0082]
s32、缺陷定位
[0083]
当开卷至缺陷标记处时,降低旋转台转速,待缺陷标记部位位于修磨机构下方时,停止转动,完成缺陷的初步定位。
[0084]
初步定位后,驱动修磨机构的升降液压缸,使砂轮机下降,下降过程中通过砂轮机底部的微型摄像头观察带钢表面形貌,寻找到具体缺陷位置,完成缺陷位置的精准定位。
[0085]
s33、在线修磨
[0086]
驱动修磨机构的横移液压缸和升降液压缸,带动砂轮机紧贴钢卷表面行走,车轮
与钢卷表面接触、并粘附在钢卷表面,使砂轮靠近缺陷位置的一端。驱动双向液压缸,使砂轮伸出并贴紧带钢表面,开启砂轮机进行修磨。
[0087]
在修磨沿带钢宽度方向(即平放式钢卷的上下竖直向)延展的缺陷时,砂轮修磨的同时,带钢卷停止旋转,升降液压缸带动砂轮机沿缺陷延展方向同步行走,完成缺陷全面积修磨。
[0088]
在修磨沿带钢长度方向(即平放式钢卷的左右水平向)延展的缺陷时,砂轮与缺陷部位接触并修磨的同时,旋转电机同步转动、钢带卷持续缓慢开卷,砂轮机车轮沿逐渐展开的带钢横向行走,完成弧形带钢面的缺陷修磨。
[0089]
当缺陷位置较宽时,修磨一道后,通过控制升降液压缸和横移液压缸,将砂轮机移动至已修磨缺陷位置的下方,反向转动钢卷,依次反复,直至完成不同宽度、长度的表面缺陷。
[0090]
所述砂轮的最大修磨深度为0.1mm。为了确保缺陷修磨效果,修磨过程中控制砂轮缓慢移动,每修磨0.01mm深度,通过微型摄像头观察一次带钢表面修磨效果,再进行修磨0.01mm,直至带钢表面无缺陷。
[0091]
在修磨过程中,对表面缺陷进行打磨形成有修磨面积,小于等于缺陷面积的两倍。
[0092]
s34、修磨质量检测
[0093]
所述修磨后表面质量判定,检查修磨后的表面质量,若达到最大修磨深度0.10mm后,仍存在缺陷,则降级为次品;反之,则判合。
[0094]
s4、重新卷取、入库
[0095]
修磨完成后,升降套杆带动修磨机构上升、离开带钢卷;启动旋转电机,带动旋转台反向转动,实现开卷热轧带钢重新卷取。在卷取过程中,保持开卷辊辊面与热轧带钢轻微接触,给予带钢合适拉伸力,确保均匀卷取。
[0096]
卷取完成后,将带钢卷平移至运输辊道,并打包、标识、入库。
[0097]
关于钢带卷移入旋转台、移出旋转台,可以采用辊道平移或吊装方式,具体可根据厂房和现有设备情况进行选配。
[0098]
以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。