1.本发明涉及一种激光同轴送粉增材制造技术,尤其涉及一种激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法。
背景技术:
2.激光同轴送粉增材制造技术是一种通过分层堆积的方式将数字化模型直接制成实体零部件的一种技术。它既能够通过增加执行机构的行程来实现大尺寸零件的近净成形,又能够实现高附加值零件的修复或表面改性,是目前实现大型金属构件增材制造的主要手段。虽然该技术能够实现数米级大型构件的增材制造,但产品特征尺寸往往在1mm以上,对于实现微细功能结构制备的能力不足。激光选区熔化增材制造技术则是基于离散材料逐层堆积成形原理,采用高能束激光对原材料粉末逐点、逐线、逐层熔化直接制造出零件的工艺。其制造特征尺寸可达50μm以下,且可以通过添加辅助支撑以实现空间点阵、内部流道、拓扑及悬垂结构的制造,但成形构件整体尺寸小且加工效率较低。上述两种增材制造手段各有优势和局限,若采用单一增材制造手段将难以同时兼顾点阵等精细结构的制造精度和大型承力结构的可制造性及制造效率。
3.因此,针对几何结构复杂且特征尺寸跨度大的复杂结构制造,急需一种激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法。采用激光选区熔化增材制造技术制备空间点阵等复杂精细结构,实现功能的同时保证轻量化和整体强度;然后,采用激光同轴送粉增材制造技术在选区熔化增材制备的工件基础上继续增材,有望实现大型复杂承力结构制造并满足高材料利用率和近净成形需求。
技术实现要素:
4.本发明是要提供一种激光同轴送粉选区熔化复合增材结构与工艺协同优化方法,能够综合激光同轴送粉增材制造技术和粉末床熔化增材制造技术的优势,从而实现几何结构复杂、特征尺寸跨度大的复杂结构制造并满足高材料利用率和近净成形需求。
5.为了实现上述目的,本发明采用以下技术方案:一种激光同轴送粉选区熔化复合增材工艺特性的结构与工艺协同优化方法,包括:采用激光选区熔化工艺对金属或合金粉末逐点、逐线、逐层熔化,在基板上堆积成形精细结构;所述精细结构上通过送粉增材分段变参量调控、点阵结构相对密度梯度设计和结构与工艺协同优化形成复合增材过渡区;所述复合增材过渡区上通过激光同轴送粉增材制造工艺形成激光沉积宏观结构,能够综合激光同轴送粉增材制造技术和粉末床熔化增材制造技术的优势,实现几何结构复杂、特征尺寸跨度大的复杂结构制造并满足高材料利用率和近净成形需求。
6.进一步,所述复合增材过渡区内靠近激光沉积宏观结构处设有通过分段变参量调控形成的激光同轴送粉增材工艺过渡区;所述激光同轴送粉增材工艺过渡区一侧远离激光沉积宏观结构处设有用以铺平激光同轴送粉增材工艺成形区域的激光选区熔化成形均质基底;所述激光同轴送粉增材工艺过渡区调控的分段变参量包括:工艺参数、层内扫描路
径、层间扫描路径和层间提升量,所述工艺参数包括激光功率、光斑尺寸、粉末密度、粉末粒径、粉末形状参数、载气流量和保护气流量;所述激光同轴送粉增材工艺过渡区的分段变参量的调控能够降低激光选区熔化成形均质基底和激光同轴送粉增材成形区域的热变形,降低零件变形乃至开裂的情况,从而提高激光选区熔化精细结构的尺寸精度和服役性能。
7.进一步,所述复合增材过渡区内靠近激光选区熔化工艺成形精细结构处设有通过优化点阵结构参数实现结构相对密度梯度设计的激光选区熔化梯度点阵过渡区,所述激光选区熔化梯度点阵过渡区的梯度结构设计能够进一步抵抗激光同轴送粉增材成形过程中热应力,从而降低开裂倾向。
8.进一步,所述点阵结构参数包含单胞尺寸和单胞相对密度参数。
9.进一步,所述复合增材过渡区在熔覆过程中将激光同轴送粉增材工艺策略与激光选区熔化增材制备梯度结构设计优化进行交互迭代,以激光同轴送粉增材工艺热输入不超过材料高温屈服强度为约束,同步考虑激光选区熔化工艺约束条件,通过建立多目标同步优化算法,开展以结构刚度最大且增材生长方向的等效导热系数最小为目标的梯度点阵结构参数优化。
10.本发明的有益效果在于:本发明提供的一种激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法,能够实现激光同轴送粉增材制造技术和激光选区熔化增材制造技术的结合,与单一的增材制造技术相比大大提高了成形件的加工效率。不仅可以解决激光同轴送粉增材制造技术的成形产品特征尺寸往往在1mm以上的问题,能够实现微细功能结构制备的能力,进一步地解决激光选区熔化增材制造技术成形构件整体尺寸小且加工效率较低的问题,通过添加辅助支撑以实现空间点阵、内部流道、拓扑及悬垂结构的制造,实现结构梯度优化,增强成形件的尺寸精度和综合力学性能。
附图说明
11.图1为激光同轴送粉/选区熔化复合增材方法流程示意图;
12.图2为复合增材过渡区的多层结构图;
13.图3为激光同轴送粉增材工艺过渡区的分段变参量;
14.图4为激光选区熔化梯度点阵过渡区的梯度结构图。
具体实施方式
15.以下结合附图和具体实施例对本发明提出的一种激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法作进一步详细说明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比率,仅用以方便、明晰地辅助说明本发明实施例的目的。
16.本发明的核心构思在于,本发明提供的一种激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法,能够实现激光同轴送粉增材制造技术和激光选区熔化增材制造技术的结合,与单一的增材制造技术相比大大提高了成形件的加工效率。不仅可以解决激光同轴送粉增材制造技术的成形产品特征尺寸往往在1mm以上的问题,能够实现微细功能结构制备的能力,进一步地解决激光选区熔化增材制造技术成形构件整体尺寸小且加工效率较低的问题,通过添加辅助支撑以实现空间点阵、内部流道、拓扑及悬垂结构的制造,
实现结构梯度优化,增强成形件的尺寸精度和综合力学性能。
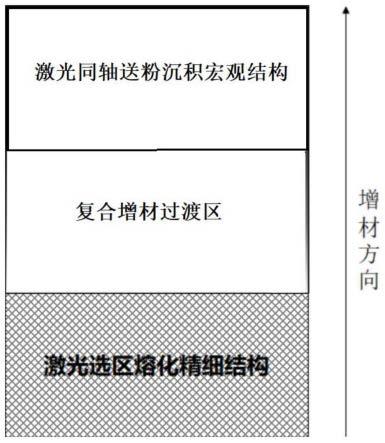
17.图1为本发明实施例提供的激光同轴送粉/选区熔化复合增材方法流程示意图。参照图1,激光同轴送粉/选区熔化复合增材结构/工艺协同优化设计方法,包括:
18.首先采用激光选区熔化工艺对金属或合金粉末逐点、逐线、逐层熔化,在基板上堆积成形精细结构;
19.所述精细点阵结构上通过分段变参量调控、点阵结构梯度优化和结构/工艺协同优化形成复合增材过渡区;
20.所述复合增材过渡区上通过变更使用激光同轴送粉增材工艺形成激光沉积宏观结构。
21.为了将激光同轴送粉增材制造技术和激光选区熔化增材制造技术两种增材制造工艺结合,在激光选区熔化成形精细结构和激光同轴送粉增材成形宏观结构之间设有多层的复合增材过渡区以综合二个增材制造工艺之间的差异,保证成形件的质量。
22.图2为本发明实施例提供的复合增材过渡区的多层结构图。参照图2,根据复合增材过渡区内的位置不同由上至下依次分为激光同轴送粉增材工艺过渡区、激光选区熔化成形均质基底和激光选区熔化梯度点阵过渡区。激光选区熔化成形均质基底用以铺平成形区域的顶面以便继续完成激光同轴送粉增材工艺的实施。
23.图3为本发明实施例提供的激光同轴送粉增材工艺过渡区的分段变参量。参照图3,层内扫描路径可根据制备的成型件精度要求选择复杂度不同的方案以合理节省成形加工时间,层间扫描路径可根据上一层内扫描路径选择不同的下一层内扫描路径一提高整体成形结构的组织强度避免零件内部由于热积累产生较大的热应力导致零件乃至开裂,不同层之间设有合适的层间提升量使得层厚发生变化,同时综合激光功率、光斑尺寸、粒径、形状参数、载气流量和保护气流量等工艺参数的调控实现激光同轴送粉增材工艺过渡区可成形并建立以激光选区熔化成形均质基底热变形最小化为目标的性能梯度趋近成形策略,避免影响已制备的激光选区熔化成形精细结构的尺寸精度和服役性能。
24.图4为本发明实施例提供的激光选区熔化梯度点阵过渡区的梯度结构图。参照图4,通过优化点阵结构参数,实现每层单胞结构形式和单胞尺寸(如直径、角度等参数)的调控以形成激光选区熔化梯度点阵过渡区的不同层厚和点阵结构布局密度,进一步抵抗激光同轴送粉增材成形过程中热应力,从而降低开裂倾向。
25.复合增材过渡区在熔覆过程中激光同轴送粉增材工艺策略与激光选区熔化增材梯度结构设计优化进行交互迭代,以激光同轴送粉增材工艺热输入不超过材料高温屈服强度为约束,同步考虑激光选区熔化工艺约束条件(例如不低于成形最小特征尺寸),通过建立多目标同步优化算法,开展以结构刚度最大且增材生长方向的等效导热系数最小为目标的梯度点阵结构参数优化。最终采用协同优化设计方法加工得到得到满足使用性能要求和尺寸要求的成型件。
26.显然,本领域的技术人员可以对本发明进行各种改动和变形而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。