1.本发明涉及复合材料结构件制备技术领域,尤其涉及一种轴向低热膨胀系数复合材料镜筒的制备方法。
背景技术:
2.在航空航天领域,尤其在光学承力件结构复杂的光学系统中,光学系统部件,如光学镜的镜筒,需要可适用各种空间环境、可抵抗空间热载荷变化对结构的影响、可满足整体结构的高尺寸稳定性及高精度性,因此需要提高镜筒的力学性能。
3.目前,设计性强、力学性能好的碳纤维复合材料在空间光学系统结构中得到了广泛的应用;由于光学承力件的结构通常较复杂,在复合材料镜筒的精加工过程中其结构极易发生变形,尤其极易发生轴向变形,这种变形往往会造成复合材料局部分层现象的发生,极大的影响产品的质量和使用性能。
4.为了避免上述情况的发生,可通过优化碳纤维复合材料的结构设计及工艺设计,增加结构轴向上的刚度,控制热膨胀系数尤其是轴向上的热膨胀系数,通过低热膨胀系数的复合材料来提高镜筒结构的热尺寸稳定性,提高复合材料镜筒的整体质量。
技术实现要素:
5.本发明为解决上述问题,提供了一种轴向低热膨胀系数复合材料镜筒的制备方法,对镜筒成型模具进行设计并通过成型模具制备复合材料镜筒,可在保证复合材料镜筒主方向刚度及强度的基础上,确保复合材料镜筒在轴向上的低热膨胀系数,降低加工难度,防止结构变形。
6.为达到上述目的,本发明提出如下技术方案:一种轴向低热膨胀系数复合材料镜筒的制备方法,包括如下步骤:
7.s1:设计低热膨胀系数镜筒的成型模具;
8.s2:仿真计算蒙皮主体的热膨胀系数铺层;
9.s3:在成型模具上进行加强筋成型;
10.s4:在成型模具上铺放预浸料蒙皮得到待成型复合材料;
11.s5:将待成型复合材料进行预压、合模、固化和脱模。
12.优选的,步骤s1中的成型模具包括筒芯,筒芯的外壁上包括多个筋槽分瓣,多个筋槽分瓣形成成型模具的筋槽,筒芯的两侧对称设有接轴;镜筒的内壁上包括多个加强筋,筋槽和筋槽分瓣与加强筋匹配设置;接轴用于在成型时与缠绕机固定并转动。
13.优选的,步骤s2中通过在仿真软件中输入纤维和树脂的参数来调整铺层以达到所需的复合材料结构轴向膨胀系数,使得蒙皮主体对称铺层。
14.优选的,步骤s3中的加强筋成型,具体为:在成型模具的筋槽内部铺放碳布,将浸有缠绕胶的碳纤维纱束通过缠绕机以0
°
与90
°
交替缠绕的方式进行缠绕。
15.优选的,步骤s4中预浸料蒙皮的铺设角度与铺层顺序依据s2中的仿真软件进行设
计,按照铺设角度与铺层顺序依次为[0/ 60/90/-60]3s0进行铺放。
[0016]
优选的,步骤s5包括如下子步骤:
[0017]
s51:将待成型复合材料进行预压;
[0018]
s52:将预压工序完成的待成型复合材料放入固化炉中进行升温,当达到合模温度后进行合模;
[0019]
s53:通过对模模压方式将待成型复合材料进行成型;
[0020]
s54:将成型复合材料进行降温并使用脱模环与脱模杆进行脱模。
[0021]
优选的,步骤s52中的合模过程为:将待成型复合材料放入固化炉中升温,当温度上升至80℃时,持续1小时候后进行热合模加压操作。
[0022]
优选的,步骤s52中以金属模具加压固化成型,固化过程包括:在110℃条件下固化2小时,再在150℃条件下固化6小时,固化完成后进行降温。
[0023]
优选的,筋槽内铺放的碳布为1k平纹碳纤维布,碳纤维为m40/12k纤维束,缠绕胶为环氧树脂胶。
[0024]
优选的,预浸料为m40jb和氰酸脂,预浸料的单层铺设厚度为0.2mm。
[0025]
本发明有益效果是:
[0026]
1、本发明中的复合材料镜筒通过缠绕加铺放的工艺组合设计而成,可克服传统光学结构件加工难度大、变形问题严重及热膨胀系数不一致的问题,提高光学结构的工作性能、结构稳定性及耐候性。
[0027]
2、本发明中的复合材料镜筒,在保证复合材料镜筒主方向刚度与强度的基础上进行改进,可确保复合材料产品中纤维分布的均匀性及树脂含量分布的均匀性;通过仿真软件设计预浸料铺层,可确保复合材料产品在轴向上的低热膨胀系数,增加产品的轴向刚度,提高产品结构的热尺寸稳定性,提高产品的整体质量。
附图说明
[0028]
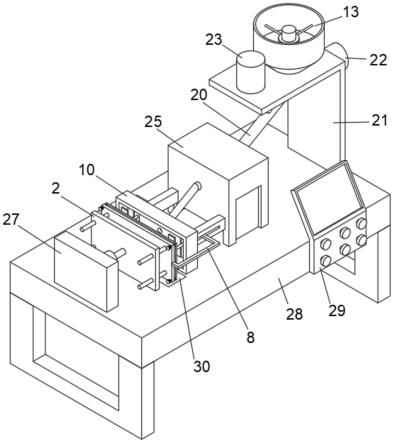
图1是本发明实施例提供的复合材料镜筒的产品结构示意图。
[0029]
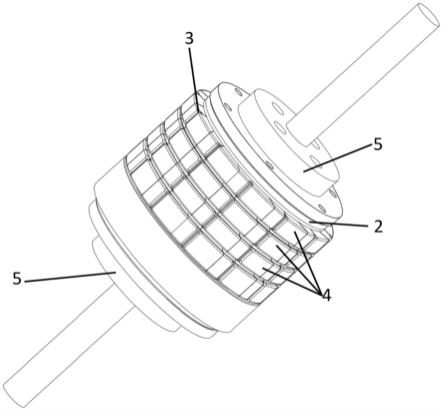
图2是本发明实施例提供的复合材料镜筒的成型模具示意图。
[0030]
附图标记:1、镜筒;2、筒芯;3、筋槽;4、筋槽分瓣;5、接轴;6、加强筋。
具体实施方式
[0031]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图1、2及具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,而不构成对本发明的限制。
[0032]
一种轴向低热膨胀系数复合材料镜筒的制备方法,包括如下步骤:
[0033]
s1:设计低热膨胀系数镜筒1的成型模具;如图1所示,镜筒1的内壁上包括多个加强筋6;如图2所示,所设计的成型模具包括筒芯2,筒芯2的外壁上包括多个筋槽分瓣4,筋槽分瓣4为小块结构,筋槽分瓣4上设有大圆弧形倒角,多个筋槽分瓣4形成成型模具的筋槽3,筋槽3和筋槽分瓣4与加强筋6匹配设置;筒芯2的两侧对称设有接轴5,接轴5用于在成型时与缠绕机固定并转动。
[0034]
s2:仿真计算蒙皮主体的热膨胀系数铺层;通过在仿真软件中输入纤维和树脂的
参数来调整铺层以达到所需的复合材料结构轴向膨胀系数,使得蒙皮主体对称铺层。
[0035]
s3:在成型模具上进行加强筋6的成型;具体为:在成型模具的筋槽3内部铺放碳布,本实施例中所铺放的碳布为1k平纹碳纤维布;将浸有缠绕胶的碳纤维纱束通过缠绕机以镜筒1的轴向为基准并以0
°
与90
°
交替缠绕的方式进行缠绕;其中碳纤维为m40/12k纤维束,缠绕胶为环氧树脂胶。
[0036]
s4:在成型模具上铺放预浸料蒙皮得到待成型复合材料;预浸料蒙皮的铺设角度与铺层顺序依据s2中的仿真软件进行设计,按照铺设角度与铺层顺序依次为[0/ 60/90/-60]3s0进行铺放;预浸料为m40jb和氰酸脂,预浸料的单层铺设厚度为0.2mm。
[0037]
s5:将待成型复合材料进行预压、合模、固化和脱模。包括如下子步骤:
[0038]
s51:将待成型复合材料进行预压;
[0039]
s52:将预压工序完成的待成型复合材料放入固化炉中进行升温,当达到合模温度后进行合模;
[0040]
合模过程为:将待成型复合材料放入固化炉中升温,当温度上升至80℃时,持续1小时候后进行热合模加压操作;
[0041]
固化过程为:以金属模具加压固化成型,在110℃条件下固化2小时,再在150℃条件下固化6小时,固化完成后进行降温。
[0042]
s53:通过对模模压方式将待成型复合材料进行成型;
[0043]
s54:将成型复合材料进行降温并使用脱模环与脱模杆进行脱模。
[0044]
本发明中的复合材料镜筒,可实现复合材料的轴向低热膨胀系数2.2
±
0.1
×
10-6
/℃。
[0045]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制。本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
[0046]
以上本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。