1.本发明属于塑料吹瓶技术领域,具体的说是一种单、双工位两用全自动塑料挤吹机。
背景技术:
2.随着经济和科技进步,人民的生活水平日益提高,对商品的质量也有了进一步的需求,在许多商品中,会采用一种吹塑的方法,将熔融的塑料原料通过模具吹塑成型,经过吹塑的塑料制品进行处理后,便获得很好的成品,被广泛应用在玩具、汽车配件、机械和家具制造等行业中,有着不可替代的作用。
3.为了提高塑料挤吹机的加工效率,现有技术中吹塑时,在加工不同形状或大小的注塑件时需要用到双工位的塑料挤吹机,现有双工位塑料挤吹机在工作时,通常为一号工位在接料后进行吹塑时,二号工位开始移动至挤塑机进行接料,此时一号工位在吹塑机吹塑完成等待二号工位在挤塑机完成接料移动到吹塑机时,一号工位释放成型件继续接料,进而实现双工位塑料挤吹机高效加工注塑件,但在此过程中一号工位在移动时,二号工位处于等待,一号工位与二号工位采用两组驱动机构,两组驱动机构分别控制工位移动,增加了控制系统的负担,降低了塑料挤吹机的加工效率。
4.鉴于此,为了克服上述技术问题,本发明设计了一种单、双工位两用全自动塑料挤吹机,解决了上述技术问题。
技术实现要素:
5.本发明所要解决的技术问题是:现有双工位塑料挤吹机在工作时,通常为一号工位在接料后进行吹塑时,二号工位开始移动进行接料,此时一号工位在吹塑完成等待二号工位完成接料移动到吹塑机时,一号工位释放成型件继续接料,进而实现双工位塑料挤吹机高效加工注塑件,但在此过程中一号工位在移动时,二号工位处于等待时间,一号工位与二号工位采用两组驱动机构,两组驱动机构不仅在制造与维修时过程繁琐,而且增加了使用成本,同时也增加了能源的消耗,降低了生产的环保性能。
6.本发明提供的一种一种单、双工位两用全自动塑料挤吹机,包括机架;
7.挤塑机;
8.吹塑机;
9.还包括:
10.双工位成型机构,所述双工位成型机构位于机架上,用于接收挤塑机挤出的熔融塑料,并在吹塑机的作用下,使熔融的塑料在双工位成型机构中吹制成型;
11.驱动机构,所述驱动机构设于机架上,用于驱动双工位双工位成型机构同时移动;
12.通孔,所述通孔位于机架上,便于成品收集。
13.作为本发明的一种具体实施方式,所述驱动结构包括:
14.底座,所述底座固接于机架上;
15.转动轮,所述转动轮与底座转动连接;
16.链条,所述链条与转动轮啮合连接;
17.顶块,所述顶块与链条固定连接;
18.固定块,所述固定块与机架固定连接,固定块一端设有斜面;
19.滑槽,所述滑槽设于固定块内;
20.滑块,所述滑块设于滑槽内;
21.卡块,所述卡块与滑块固定连接,卡块为l形,且具有弹性。
22.作为本发明的一种具体实施方式,所述双工位成型机构包括:
23.支撑块,所述支撑块与机架固定连接;
24.一号板体,所述一号板体与支撑块固定连接;
25.长滑槽,所述长滑槽设于一号板体上;
26.短滑槽,所述短滑槽设于长滑槽靠近一号板体边缘一侧;
27.弧槽,所述弧槽位于一号板体上对称设计,弧槽用于将长滑槽与短滑槽两端进行连接,弧槽在长滑槽相互远离一端较长滑槽低1cm,弧槽在短滑槽相互靠近一端较长滑槽高1cm,长滑槽、短滑槽与弧槽形成单向移动通道;
28.下料孔,所述下料孔设于一号板体内;
29.模具,所述模具与板体滑动连接;
30.一号凸起,所述一号凸起焊接于模具上,且与长滑槽、短滑槽及弧槽滑动连接;
31.一号通孔,所述一号通孔位于模具内;
32.一号连接杆,所述一号连接杆与一号通孔滑动连接;
33.二号连接杆,所述二号连接杆一端沿一号连接杆轴向与一号连接杆滑动连接,另一端与滑块固接。
34.作为本发明的一种具体实施方式,所述模具还包括:
35.二号通孔,所述二号通孔位于模具内;
36.三号连接杆,所述三号连接杆一端与模具内部连通,另一端与二号连接杆固接。
37.作为本发明的一种具体实施方式,所述直滑槽、短滑槽与弧槽内壁均设有一号滚轮。
38.作为本发明的一种具体实施方式,所述一号凸起底部设有球槽;所述球槽内设有球体。
39.作为本发明的一种具体实施方式,所述一号连接杆上固接有二号板体,所述二号板体与模具之间固接有弹簧。
40.作为本发明的一种具体实施方式,所述一号连接杆上设有销孔。
41.作为本发明的一种具体实施方式,所述模具还包括:
42.锥形进料孔,所述锥形进料孔位于模具上。
43.作为本发明的一种具体实施方式,所述滑槽内设有二号滚轮。
44.本发明的有益效果如下:
45.1.本发明提供的一种单、双工位两用全自动塑料挤吹机,通过驱动机构带动双工位成型机构移动,减少了双工位成型机构中工位移动的时间与控制系统的负担,降低了出现错误的概率,提高了单、双工位两用全自动塑料挤吹机的挤吹效率,同时驱动结构的简
化,便于单、双工位两用全自动塑料挤吹机的制造、安装与维修,降低了使用成本,且降低了单、双工位两用全自动塑料挤吹机的能耗,减少了对环境的污染。
46.2.本发明提供的一种单、双工位两用全自动塑料挤吹机,通过在直滑槽与弧槽内壁设置一号滚轮,使模具在移动过程中的滑动摩擦转化为滚动摩擦,减小模具与直滑槽、弧槽侧壁之间的摩擦力,提高了双工位成型机构的移动速度,更进一步提高单、双工位两用全自动塑料挤吹机的吹塑效率。
附图说明
47.下面结合附图对本发明作进一步说明。
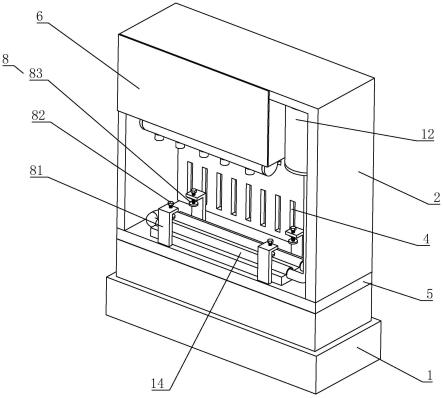
48.图1是本发明的主体图;
49.图2是本发明中驱动结构剖视图;
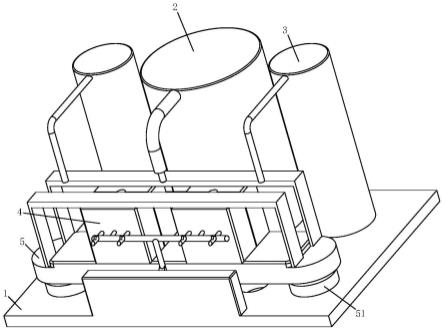
50.图3是本发明中一号板体主体图;
51.图4是本发明中模具的主体图;
52.图5是本发明中模具的剖视图;
53.图6是图2中a处的放大图;
54.图7是图3中b处的放大图;
55.图8是图5中c-c处的剖视图;
56.图中:机架1、通孔11、挤塑机2、吹塑机3、双工位成型机构4、支撑块41、一号板体42、长滑槽43、短滑槽431、弧槽44、一号滚轮441、下料孔45、模具46、二号通孔461、三号连接杆462、锥形进料孔463、一号凸起47、球槽471、球体472、一号通孔48、一号连接杆49、二号连接杆491、二号板体492、弹簧493、销孔494、驱动机构5、底座51、转动轮52、链条53、顶块54、固定块55、斜面551、滑槽56、二号滚轮561、滑块57、卡块58。
具体实施方式
57.为使本发明实施例的目的、技术方案和优点更加清楚,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
58.为了更好的理解上述技术方案,下面将结合说明书附图以及具体实施方式对上述技术方案进行详细的说明:
59.本发明提供的一种单、双工位两用全自动塑料挤吹机,包括机架1;
60.挤塑机2;
61.吹塑机3;
62.其特征在于:还包括:
63.双工位成型机构4,所述双工位成型机构4位于机架1上,用于接收挤塑机2挤出的熔融塑料,并在吹塑机3的作用下,使熔融的塑料在双工位成型机构4中吹制成型;
64.驱动机构5,所述驱动机构5设于机架1上,用于驱动双工位成型机构4同时移动;
65.通孔11,所述通孔11位于机架1上,便于成品收集。
66.在塑料挤吹机工作时,控制开关启动,控制电源为驱动机构5提供动力,带动双工
位成型机构4进行移动,使其中一号工位在挤塑机2进行接料后移动至吹塑机3时,二号工位上同时在挤塑机2接料,当一号工位在完成吹塑后,驱动机构5带动双工位成型机构4继续移动,使一号工位在进行接料的同时二号工位在进行吹塑;
67.现有技术中采用两组驱动装置,一组驱动装置驱动一号工位在接料后进行吹塑时,二号工位开始移动至挤塑机进行接料,此时一号工位在吹塑机吹塑完成等待二号工位在挤塑机完成接料移动到吹塑机时,一号工位释放成型件开始移动至挤塑机接料,其中一号工位与二号工位交替接料与吹塑过程中,时间间隔还可以进一步缩小,与现有技术相比,本发明采用的驱动机构5在工作过程中带动双工位成型机构4移动,减少了双工位成型机构中工位移动的时间与控制系统的负担,降低了出现错误的概率,提高了单、双工位两用全自动塑料挤吹机的挤吹效率,同时驱动结构的简化,便于单、双工位两用全自动塑料挤吹机的制造、安装与维修,降低了使用成本,且降低了单、双工位两用全自动塑料挤吹机的能耗,减少了对环境的污染。
68.作为本发明的一种具体实施方式,所述驱动结构5包括:
69.底座51,所述底座51固接于机架1上;
70.转动轮52,所述转动轮52与底座51转动连接;
71.链条53,所述链条53与转动轮52啮合连接;
72.顶块54,所述顶块54与链条53固定连接;
73.固定块55,所述固定块55与机架1固定连接,固定块55一端设有斜面551;
74.滑槽56,所述滑槽56设于固定块55内;
75.滑块57,所述滑块57设于滑槽56内;
76.卡块58,所述卡块58与滑块57固定连接,卡块58为l形,且具有弹性。
77.当开关打开后,机架1上的控制器控制电源提供动力至底座51内设置的电机,电机工作带动转动轮52开始转动,链条53与链条53上的顶块54在转动轮52啮合下同时转动,顶块54随链条53运动至卡块58一侧时推动卡块58沿滑槽56运动,滑块57靠近链条53一侧固定连接有弹性卡块58,当顶块54带动卡块58运动至斜面551处时,在压力的作用下,卡块58本身具有弹性而发生形变,当顶块54完全越过卡块58时,卡块58恢复自身形状,便于再次移动,当顶块54越过卡块58时,滑块57与双工位成型机构4停止移动,顶块54在链条53带动下继续移动,当顶块54再次转动至水平方向移动后,继续推动滑块57移动;
78.与现有技术中采用多台气缸或液压缸驱动模具46的移动与开合相比,本发明使用的驱动结构5更为简便,便于制造与维修。
79.作为本发明的一种具体实施方式,所述双工位成型机构4包括:
80.支撑块41,所述支撑块41与机架1固定连接;
81.一号板体42,所述一号板体42与支撑块41固定连接;
82.长滑槽43,所述长滑槽43设于一号板体42上;
83.短滑槽431,所述短滑槽431设于长滑槽43靠近一号板体42边缘一侧;
84.弧槽44,所述弧槽44位于一号板体42上对称设计,弧槽44用于将长滑槽43与短滑槽431两端进行连接,弧槽44在长滑槽43相互远离一端较长滑槽43低1cm,弧槽44在短滑槽431相互靠近一端较长滑槽43高1cm,长滑槽43、短滑槽431与弧槽44形成单向移动通道;
85.下料孔45,所述下料孔45设于一号板体42内;
86.模具46,所述模具46与板体42滑动连接;
87.一号凸起47,所述一号凸起47焊接于模具46上,且与长滑槽43、短滑槽431及弧槽44滑动连接;
88.一号通孔48,所述一号通孔48位于模具46内;
89.一号连接杆49,所述一号连接杆49与一号通孔48滑动连接;
90.二号连接杆491,所述二号连接杆491沿一号连接杆49轴向与一号连接杆49滑动连接,另一端与滑块57固接。
91.当滑块57向前移动,一号工位上的模具46在挤塑机2下方接料时,一号凸起47位于支撑块41上方一号板体42的长滑槽43中,同时二号工位在进行吹塑工作,随后滑块57推动二号连接杆491沿轴向移动,移动过程中推动与二号连接杆491滑动连接的一号连接杆49上一号工位的模具46在长滑槽43中一同沿二号连接杆491轴向移动,模具46在长滑槽43中移动时处于闭合状态,在移动至长滑槽43末端时掉落入弧槽44内,滑块57停止移动,一号工位上的吹塑机3开始工作,此时二号工位在挤塑机2处接料,当滑块57再次移动时,吹塑机3结束工作,一号工位上的模具46随滑块57移动,由于此处弧槽44相较于长滑槽43低1cm,此时一号凸起47沿弧槽44滑向短滑槽431,同时模具46分开,沿一号通孔48内的一号连接杆49向两侧滑动,模具46打开,吹塑成型的产品从下料孔45掉落,当一号工位上的模具46再次位于挤塑机2下方接料时,一号凸起47沿短滑槽431从弧槽44滑向长滑槽43,模具46由两侧沿一号连接杆49向中间闭合,接料完成后继续沿长滑槽43向另一端移动进行吹塑;
92.当需要进行单工位工作时,将一号连接杆49从二号连接杆491中滑出脱离进行单工位挤吹;
93.本发明通过在滑块57的驱动下,使一号工位与二号工位上的模具46同时进行不同的工作,同时移动,减少模具46的空闲时间,提高了单、双工位两用全自动塑料挤吹机吹塑效率,进而增加单、双工位两用全自动塑料挤吹机生产效益。
94.作为本发明的一种具体实施方式,所述模具46还包括:
95.二号通孔461,所述二号通孔461位于模具46内;
96.三号连接杆462,所述三号连接杆462一端与模具46内部连通,另一端与二号连接杆491固接。
97.当模具46在开合过程中,成型的注塑件由于内部压力不平衡与部分原料的粘接作用附着在模具46上,当模具46分离脱模向两边移动时,三号连接杆462伸出,将成型注塑件与模具46剥离掉落;
98.本发明通过设置三号连接杆462,在原料完成注塑后,减少了注塑件粘接模具46而导致对后续塑料挤吹的影响,进一步提高了单、双工位两用全自动塑料挤吹机的吹塑效率。
99.作为本发明的一种具体实施方式,所述长滑槽43、短滑槽431与弧槽44内壁均转动连接有一号滚轮441。
100.通过在长滑槽43与弧槽44内壁设置一号滚轮441,使与模具46固接的一号凸起47在沿长滑槽43、短滑槽431与弧槽44移动过程中的滑动摩擦转化为滚动摩擦,减小模具46与长滑槽43、弧槽44侧壁之间的摩擦力,提高了双工位成型机构4的移动速度,更进一步提高单、双工位两用全自动塑料挤吹机的吹塑效率。
101.作为本发明的一种具体实施方式,所述一号凸起47底部设有球槽471;所述球槽
471内设有球体472。
102.通过在一号凸起47内设置球槽471与球体472,使模具46在移动过程中的滑动摩擦转化为滚动摩擦,减小模具46与直滑槽43、弧槽44底部之间的摩擦力,进一步提高双工位成型机构4的移动速度,再进一步提高单、双工位两用全自动塑料挤吹机的吹塑效率。
103.作为本发明的一种具体实施方式,所述一号连接杆49上固接有二号板体492,所述二号板体492与模具46之间固接有弹簧493。
104.一号连接杆49固接的二号板体492与弹簧493相配合,使模具46移动过程中减少模具46之间的缝隙并贴合,从而减少吹塑过程中熔融塑料吹塑变形的概率,提高成品率,更进一步提高塑料挤吹机的吹塑质量。
105.作为本发明的一种具体实施方式,所述一号连接杆49上设有销孔494。
106.一号连接杆49上销孔494内的销钉对一号连接杆49与二号连接杆491的位置进行固定,使一号连接杆49随二号连接杆491移动时防止一号连接杆49在工作过程中沿一号通孔48轴向运动脱离二号连接杆491滑出,提高单、双工位两用全自动塑料挤吹机运行时的稳定性。
107.作为本发明的一种具体实施方式,所述模具46还包括:
108.锥形进料孔463,所述锥形进料孔463位于模具46上。
109.当挤塑机2向模具46内挤压熔融塑料后,吹塑机3从锥形孔463进入模具46内,锥形孔463在吹塑机3中的吹塑头进入到模具46之前使熔融塑料的边角在重力作用下与锥形进料孔463贴合,减少吹塑时边料对吹塑机2的影响,再进一步提高单、双工位两用全自动塑料挤吹机吹塑的质量。
110.作为本发明的一种具体实施方式,所述滑槽56内设有二号滚轮561。
111.当滑块57在滑槽56内的二号滚轮561上滑动,二号滚轮561将滑块57与滑槽56之间的滑动摩擦转化为二号滚轮561的滚动摩擦,减小滑块57在滑槽56内移动时的阻力,再进一步提高双工位成型机构4的移动速度,进而进一步提高单、双工位两用全自动塑料挤吹机的吹塑效率。
112.具体工作流程如下:
113.当开关打开后,机架1上的控制器控制电源提供动力至底座51内设置的电机,电机工作带动转动轮52开始转动,链条53与链条53上的顶块54在转动轮52啮合下同时转动,顶块54随链条53运动至卡块58一侧时推动滑块57沿滑槽56运动,滑块57靠近链条53一侧固定连接有弹性卡块58,当顶块54带动卡块58运动至斜面551处时,在压力的作用下,卡块58本身具有弹性而发生形变,当顶块54完全越过卡块58时,卡块58恢复自身形状,便于再次移动,当顶块54越过卡块58时,滑块57与双工位成型机构4停止移动,顶块54在链条53带动下继续移动,当顶块54再次转动至水平方向移动后,继续推动滑块57移动,滑块57带动二号连接杆491一同移动,一号工位上的模具46在挤塑机2下方接料后,一号凸起47位于支撑块41上方一号板体42的长滑槽43中,同时二号工位在进行吹塑工作,滑块57推动二号连接杆491沿轴向移动,移动过程中推动与二号连接杆491滑动连接的一号连接杆49上一号工位的模具46在长滑槽43中一同沿二号连接杆491轴向移动,模具46在长滑槽43中移动时处于闭合状态,滑块57靠近链条53一侧固定连接有弹性卡块58,当顶块54带动卡块58运动至斜面551处时,在压力的作用下,卡块58本身具有弹性而发生形变,当顶块54完全越过卡块58时,卡
块58恢复自身形状,便于再次移动,当顶块54越过卡块58时,滑块57与双工位成型机构4停止移动,顶块54在链条53带动下继续移动,当顶块54再次转动至水平方向移动后,继续推动滑块57移动,一号工位上的吹塑机3开始工作,此时二号工位在挤塑机2处接料,顶块54在链条53带动下继续以运动,当顶块54再次转动至水平方向移动后,继续推动滑块57移动,号工位上的模具46随滑块57移动,此时一号凸起47沿弧槽44滑向短滑槽431,同时模具46分开,沿一号通孔48内的一号连接杆49向两侧滑动,模具46打开,三号连接杆462伸出,将成型注塑件与模具46剥离掉落,吹塑成型的产品从下料孔45掉落,当一号工位上的模具46再次位于挤塑机2下方接料时,一号凸起47沿短滑槽431从弧槽44滑向长滑槽43,模具46由两侧沿一号连接杆49向中间闭合,接料完成后继续沿长滑槽43向另一端移动进行再次吹塑,当需要进行单工位工作时,将一号连接杆49从二号连接杆491中滑出脱离进行单工位挤吹。
114.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。