注射模制设备的部件
发明领域
1.本发明涉及一种注射模制设备的部件,用于将熔融塑料材料流从供应通道转向到由注射喷嘴的开闭器(shutter)同轴穿过的注射通道,所述供应通道和所述注射通道横向于彼此并设置在所述设备的歧管内。
背景技术:
2.预成型件是由热塑性材料制成的半成品,用于制造然后通过随后的吹塑模制或拉伸吹塑模制工艺获得的容器。预成型件通过不同的工艺获得,例如通过注射模制或注射-压缩模制或挤压模制组合加上另外的热成型操作。在由塑料材料制造容器(例如瓶子)的制造中,预成型件通常通过用设有多个模制腔(molding cavity)的模具注射模制而获得。
3.即使是与预成型件不同的试管也不是吹塑的,通常是通过使用设有多个模制腔的模具注射模制而获得。
4.如图1和图2所示,热室或歧管24总是存在于多腔模具中,所述歧管通过适当的通道将材料从入口通道21或供应通道分配到出口通道22或注射通道。所述出口通道22与相应的注射喷嘴25连通,注射喷嘴25将熔融塑料材料注射到单个模制腔(未示出)中。每个热室的出口通道的数目从最少1到超过20不等,这取决于模制腔的总数及其布置。
5.在一种称为带开闭器的模具(mold with shutter)的特定模具类型中,在所述出口通道22中设有开闭器23,该开闭器23由在热室24外部的致动器40移动(在图17中示出)。开闭器23通过引导主体20(也称为推力轴承)与出口通道22在轴线上保持在适当位置,引导主体20具有插入到出口通道22中的端部,该端部具有倾斜平面26。
6.开闭器23的移动打开或关闭注射喷嘴和模制腔之间的连通。
7.熔融塑料材料从横向于、通常正交于出口通道22的供应通道21到达而来。由于开闭器23的存在,出口通道22具有环形截面,直到它到达门区域(gate zone)。由于这种几何形状,产生了具有不同流动速度的两个区域。在从供应通道21到出口通道22的第一通路区域中,材料转弯并直接进入出口通道22。如图2中的f1所示的该第一流被称为在开闭器23的“前面(front)”通过。在第二通路区域中,在进入出口通道22之前,材料撞击开闭器23并分隔,随后一旦材料通过开闭器23就会重新聚合。在图2中由f2表示的该第二流被称为在开闭器23的“后面(behind)”通过。
8.在开闭器23后面的区域中,流f2相对于开闭器前面的流f1具有显著不同的速度,因此产生停滞区域,即,材料在停滞区域中停留若干个模制循环。这在模制件上产生缺陷。
9.对于本领域常用的其他几何形状的开闭器引导主体件也会不利地产生同样的流动条件。
10.在诸如预成型件或试管的具有旋转轴线的产品中,这两个不同的流动区域在开闭器背面上产生特殊的缺陷,该缺陷由具有与周围材料不同的特征和形态的材料带组成。在产品颜色变化的情况下,这个缺陷区域很容易识别,因为它与具有起始颜色保留更长时间的材料所在的线重合。具有这些缺陷的预成型件可能会在用拉伸吹塑成形工艺生产的最终
容器中产生与壁厚不一致有关的不合格。在不是吹塑的试管的情况下,这种缺陷会造成厚度的变化,或者甚至造成垂直度和同心度的缺陷。
11.因此,需要提供一种允许克服上述缺点的注射模制设备的部件。
12.发明概述
13.本发明的目的是提供一种注射模制设备的部件,该部件允许在开闭器前面和后面的区域中获得相似的熔融塑料材料的速度分布,从而确保熔融塑料材料流的更大的均匀性。
14.本发明的另一个目的是提供一种注射模制设备的部件,该部件允许在预成型件的拉伸吹塑之后获得具有更均匀厚度的最终容器。
15.本发明的另一个目的是提供所述部件的生产方法。
16.因此,本发明旨在通过将注射模制设备的部件制造成将熔融塑料材料流从供应通道转向到由开闭器同轴穿过的注射通道而达成上述目的,所述供应通道和所述注射通道横向于彼此并在所述设备的歧管内获得,所述部件包括主体,该主体设有:
[0017]-中心部分,该中心部分被通孔穿过,该通孔限定了纵向轴线x,通孔用于所述开闭器的通过;
[0018]-第一隔板(bulkhead),该第一隔板从所述中心部分突出,在所述通孔的端部边缘的远侧,并且适于布置在供应通道的一端,用于将来自所述供应通道的熔融塑料材料流分成两部分;
[0019]-第二隔板和第三隔板,该第二隔板和该第三隔板从所述中心部分以在直径上相反的方式突出,通过所述通孔彼此分开,并且在通孔的所述端部边缘的近侧,并且适于布置在注射通道的一端处,以使得所述两个流部分在所述注射通道中同行;
[0020]
其中第一隔板相对于所述中心部分布置在与所述第三隔板相同的一侧,
[0021]
其中至少一个第一侧向表面和至少一个第二侧向表面分别设置在所述第一隔板的第一侧和与第一侧相对的第二侧,以使得所述两个流部分从所述第一隔板朝向所述第二隔板和所述第三隔板同行,
[0022]
其中,所述第一隔板具有在所述中心部分的近侧的第一端部边缘,
[0023]
并且其中第一隔板的厚度从所述第一端部边缘朝向所述中心部分逐渐增加。
[0024]
本发明的另一个方面涉及一种注射模制设备,该注射模制设备包括歧管,该歧管内部设置有:
[0025]-至少一个供应通道,其用于供应熔融塑料材料流,
[0026]-至少一个注射通道,其被开闭器同轴穿过,横向于所述至少一个供应通道布置,并且适于接收来自所述至少一个供应通道的熔融塑料材料流,
[0027]-以及如上所述的部件,其布置在所述至少一个供应通道和所述至少一个注射通道之间,用于将熔融塑料材料流从所述至少一个供应通道转向到所述至少一个注射通道;
[0028]
优选地,其中所述部件是插入到歧管中的开闭器的引导主体的一端,或者在插入到歧管中的开闭器的引导主体的一端内获得,或者是与所述引导主体不同的并且插入到歧管的腔中的元件。
[0029]
本发明的另一个方面涉及注射模制设备的所述部件的制造工艺,其中所述部件通过烧结或3d打印获得,或者其中,中心部分、第一隔板、第二隔板、第三隔板、至少一个第一
侧向表面和至少一个第二侧向表面通过从金属材料块或从注射喷嘴的开闭器的引导主体的实心圆柱形端部的机械加工获得。
[0030]
有利地,本发明的解决方案允许实现进入注射通道的熔融塑料材料流的更好的细分。
[0031]
与在常规解决方案中发生的情况相反,本发明的部件的特殊配置确保所有材料在进入注射通道之前被分隔。两个区域始终被标识为:前开闭器区域f1和后开闭器区域f2。
[0032]
从有限元分析和试验的结果来看,部件的特殊几何形状确保了在上述两个区域的速度分布相似,从而确保了材料的更大的均匀性。
[0033]
在诸如预成型件或试管的具有旋转轴线的产品中,部件的新几何形状允许材料均匀化,减少了开闭器背面上的区域中具有与周围材料不同的特征和形态的材料带的问题。在预成型件的情况下,与所述材料带的减小相关的改进导致在由拉伸吹塑工艺生产的最终容器中更均匀的材料厚度。
[0034]
从属权利要求描述了本发明的优选的实施例。
[0035]
附图简述
[0036]
借助于附图,鉴于对通过非限制性示例公开的注射模制设备的部件的优选但非唯一的实施例的详细描述,本发明的进一步特征和优点将变得更加明显,在附图中:
[0037]
图1是现有技术的注射模制设备的一部分的部分截面透视图;
[0038]
图2是使用现有技术的部件的两个流动区域的示意图;
[0039]
图3是根据本发明的注射模制设备的一部分的部分截面透视图;
[0040]
图4是图3的一部分的放大图,其中示意了两个流动区域;
[0041]
图5是根据本发明的部件的第一实施例的透视图;
[0042]
图6是图5中的部件的第一侧视图;
[0043]
图7是图5中的部件的第二侧视图;
[0044]
图8是根据本发明的部件的第二实施例的第一侧视图;
[0045]
图9是图8中的部件的俯视图;
[0046]
图10是图8中的部件的透视图;
[0047]
图11是根据本发明的部件的第三实施例的透视图;
[0048]
图12是图11中的部件的第一侧视图;
[0049]
图13是图12中的部件的沿平面b-b截取的截面图;
[0050]
图14是图11中的部件的俯视图;
[0051]
图15是图14中的部件的沿平面c-c的截面图;
[0052]
图16是图14中的部件的沿平面a-a的截面图;
[0053]
图17是注射模制设备的示例的截面图。
[0054]
图中相同的参考数字指示相同的元件或构件。
[0055]
发明的优选实施例的详细描述
[0056]
参照图3-图16,描绘了根据本发明的注射模制设备的部件的一些实施例。
[0057]
已知,注射模制设备用于生产由热塑性材料(例如pet)制成的物品(例如预成型件)。预成型件例如是瓶预成型件。
[0058]
具体地,注射模制设备用于在注射模制或注射压缩模制工艺中通过注射喷嘴25将
熔融塑料注射到相应的预成型模制腔(未示出)中。
[0059]
一般地,注射模制设备包括:
[0060]-至少一个注射喷嘴25,其用于将熔融塑料注射到相应的模制腔中;
[0061]-至少一个开闭器23,其限定纵向轴线,用于打开或关闭注射喷嘴25;
[0062]-至少一个缸-活塞系统40(图17),其适于将所述至少一个开闭器23从注射喷嘴的打开位置移动到注射喷嘴的关闭位置,和从注射喷嘴的关闭位置移动到注射喷嘴的打开位置;
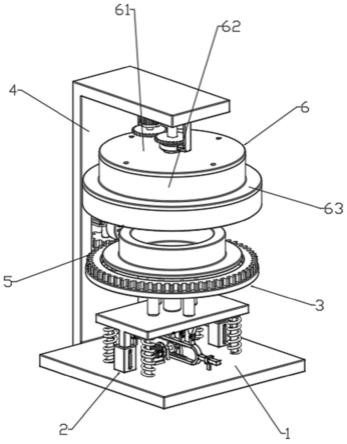
[0063]-用于熔融塑料材料的分配装置24,在本领域中称为歧管或热室,该分配装置24设有通道(热流道(hot-runner))系统,熔融塑料材料利用该通道系统在每个模制腔中分配。为了简单起见,图3中只示出了这些通道中的一个通道。
[0064]
歧管或热室24布置在支撑注射喷嘴25的喷嘴板100和支撑缸-活塞系统40的背板102之间。
[0065]
特别地,歧管24在内部设置有:
[0066]-至少一个供应通道21,其用于供应熔融塑料材料流,
[0067]-至少一个注射通道22,其被相应的开闭器23同轴穿过,横向于至少一个供应通道21布置,并适于接收来自所述至少一个供应通道21的熔融塑料材料流,
[0068]-以及部件1,或分流器,其将熔融塑料材料流从所述至少一个供应通道21转向到所述至少一个注射通道22。
[0069]
在本发明的所有实施例中,如图5-图16所示,部件1包括主体2,主体2设有:
[0070]-中心部分10,其被通孔3穿过,通孔3限定纵向轴线x,通孔3用于开闭器23的通过;
[0071]-第一隔板4,其从中心部分10突出,沿轴线x在通孔3的端部边缘3’远侧,并且布置在供应通道21的一端,即布置在供应通道21的出口区段,以将来自供应通道21的熔融塑料材料流分成两部分;
[0072]-第二隔板5和第三隔板6,其从中心部分10以在直径上相反的方式突出,由通孔3彼此分开,并且在通孔3的端部边缘3’的近侧,并且布置在注射通道22的一端,即布置在注射通道的入口区段,以使得所述两个流部分在注射通道22中同行(accompany);
[0073]-至少一个第一侧向表面7和至少一个第二侧向表面8,其分别布置在第一隔板4的第一侧和与第一侧相对的第二侧,以使所述两个流部分从第一隔板4朝向第二隔板5和第三隔板6两者同行。
[0074]
如图5中更好地示出的,第一隔板4相对于主体2的中心部分10布置在与第三隔板6相同的一侧;因此,所述第一隔板4布置在第二隔板5的相对侧。优选地,在第一隔板4和第三隔板6之间以及在第一隔板4和第二隔板5之间设置至少一个连接表面,以便最小化熔融塑料材料流中的任何湍流。
[0075]
至少一个第一侧向表面7和至少一个第二侧向表面8是主体2的表面,至少一个第一侧向表面7和至少一个第二侧向表面8可以具有倾斜平面或可以至少部分弯曲,布置在第一隔板4和主体2的中心部分10的侧向。优选地,侧向表面7、8的第一端部在第一隔板4处,而侧向表面7、8的第二端部在第二隔板5处。
[0076]
第一隔板4具有在中心部分10的远侧的端部边缘4’。所述端部边缘4’可以平行于纵向轴线x或相对于所述纵向轴线x以不为零的角度(例如小于45
°
的角度,优选在0.1
°
和
45
°
之间或在0.1
°
和20
°
之间)倾斜。
[0077]
第二隔板5也具有端部边缘5’,并且第三隔板6具有端部边缘6’。端部边缘5’、6’横向于,例如垂直于,纵向轴线x。优选地,端部边缘5’、6’彼此对齐。
[0078]
在一变型中,隔板的端部边缘4’、5’、6’位于包含纵向轴线x的同一平面上。
[0079]
在另一变型中,可结合前面的变型,端部边缘5’、端部边缘6’和通孔3的端部边缘3’位于垂直于纵向轴线x的同一平面上。
[0080]
有利地,第一隔板4的厚度从端部边缘4’朝向主体2的中心部分10逐渐增加。该解决方案允许在至少一个第一侧向表面7和至少一个第二侧向表面8的支撑下以更均匀的方式使两个流部分从第一隔板4朝向第二隔板5和第三隔板6同行。可选地,第二隔板5的厚度和第三隔板6的厚度从各自的端部边缘5’、6’朝向第一隔板4所在的区域逐渐增加。
[0081]
以上所述的一切都可以应用于图5-图7、图8-图10以及图11-图16中所示的所有实施例。
[0082]
如图5-图7所示的本发明的第一实施例涉及部件1,其中,中心部分10、第一隔板4、第二隔板5、第三隔板6、至少一个第一侧向表面7和至少一个第二侧向表面8以及至少一些刚才提到的元件之间的任何连接表面都是通过从注射喷嘴的开闭器的引导主体20的实心圆柱形端部开始机械加工获得的。因此,部件1表示开闭器23的引导主体20的一端。
[0083]
有利地,该第一实施例允许制造集成在开闭器的引导主体20中的简单且紧凑的分流部件1。
[0084]
优选地,该部件1沿轴线x的尺寸可以从20mm到45mm变化,例如从20mm到40mm变化。
[0085]
如图3所示,这样的引导主体20与其机械加工的端部一起插入歧管或热室24的第一端部处的相应孔中,该第一端部相对于喷嘴板100在远侧且相对于相应的缸-活塞系统40在近侧。这样的孔在其中限定供应通道21和注射通道22之间的连接点。肩部表面31是与歧管24的侧向表面或基部邻接的表面。因此,部件1处于将熔融塑料材料流从供应通道21转向到注射通道22的适当位置。因此,通过将引导主体20的加工端部在注射通道22与供应通道21的连接处设置在注射通道22内,获得了由第一隔板4分隔的两个流部分的路径。所述路径部分地由引导主体20的加工端部且部分地由注射通道22的内表面界定。
[0086]
如图8-图10所示,本发明的第二实施例与第一实施例的不同之处仅在于,被第一隔板4分隔的两个流部分的路径在供应通道21和注射通道22之间的连接区域处完全由引导主体20的加工端部界定而不由注射通道22的内表面界定。
[0087]
在这种情况下,部件1在插入到歧管或热室24的第一端部处的孔中的引导主体20的圆柱形端部29内完全通过机械加工获得,该第一端部相对于喷嘴板100在远侧并且相对于相应的缸-活塞系统40在近侧。
[0088]
因此,引导主体20的圆柱形端部29将是部分中空的圆柱形端部,该圆柱形端部具有圆形端部边缘30,该圆形端部边缘30限定用于与注射通道22连通的开口。
[0089]
在圆柱形端部29的侧向表面上还设置了开口32,圆柱形端部29和开口32均用于机械加工部件1的不同部分(包括隔板4),并且一旦机械加工已经完成并且圆柱形端部29已经插入歧管24的孔中,就允许与供应通道21连通。肩部表面31(图8)是与歧管24的侧向表面或基部邻接的表面。
[0090]
有利地,该第二实施例允许制造集成在开闭器的引导主体20中的简单且紧凑的分
流部件1。
[0091]
优选地,呈插入件形式的部件1沿轴线x的尺寸可以从20mm至45mm变化,例如从20mm至40mm变化。
[0092]
优选地,但不是必须的,圆形端部边缘30限定了也包含隔板5、6的端部边缘5’、6’的平面。可替代地,端部边缘5’、6’可以相对于圆形端部边缘30处于更内部的位置。
[0093]
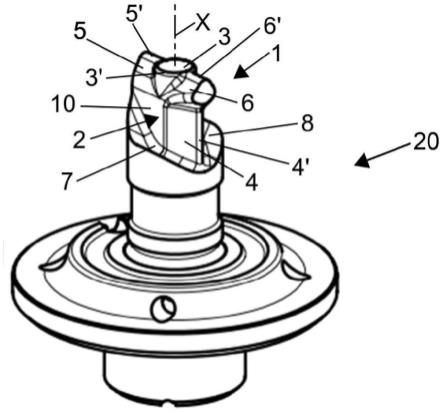
如图11-图16所示,本发明的第三实施例提供了通过从与注射喷嘴的开闭器的引导主体的实心圆柱形端部不同的实心金属块开始的机械加工整个获得的部件1。因此,在这种情况下,部件1是与开闭器的引导主体不同的元件。这样的部件1可以插入到歧管或热室24的腔以便将供应通道21与注射通道22连接,注射通道22的轴线相对于供应通道21的轴线以非90
°
的角度倾斜(图12)。因此,歧管24的这种腔或座设置在供应通道和注射通道之间的连接区域处。
[0094]
在该第三实施例中,部件1包括中空周边部分9,该中空周边部分9与纵向轴线x同轴并且将中心部分10包含在其中。
[0095]
中空周边部分9具有第一开口11和第二开口12,第一开口11被端部边缘4’分隔成两部分并且适于与供应通道21连通,第二开口12被端部边缘5’、端部边缘6’和通孔3的端部边缘3’分隔成两部分并适于与注射通道22连通。
[0096]
在这种情况下,至少一个第一侧向表面7和至少一个第二侧向表面8是中空周边部分9的内表面。
[0097]
用于熔融塑料材料流的相应部分的两条路径由隔板4分隔,被限定在中空周边部分9内,每个路径至少由第一隔板4、由至少一个第一侧向表面7或至少一个第二侧向表面8、由中心部分10、由第二隔板5和由第三隔板6界定。
[0098]
有利地,该第三实施例允许将分流器制造为简单的、高度紧凑的插入件,与始终存在于模制设备中的开闭器的引导主体20不同,这样的插入件能够插入歧管或热室24的相应腔中。优选地,呈插入件的形式的部件1沿轴线x的尺寸可以从8mm至40mm变化,例如从8mm至30mm变化。
[0099]
优选地,中空周边部分9具有圆柱形部分13,该圆柱形部分13包括第二开口12,第二隔板5和第三隔板6搁置在该圆柱形部分13的内表面上,并且中空周边部分9具有与圆柱形部分相邻的截锥形部分14,该截锥形部分14包括位于其侧向表面上的第一开口11。歧管或热室24的腔(其中插入呈紧凑插入件形式的部件1)可以具有截锥形状,以便与部件1的截锥形部分14联接。
[0100]
可选地,在截锥形部分14的侧向表面上设置有壳体,以接收定心销33的一部分,定心销33又布置在歧管24的上述腔内。
[0101]
在该变型中,至少一个第一侧向表面7和至少一个第二侧向表面8部分地设置在截锥形部分14的内表面上并且部分地设置在圆柱形部分13的内表面上。
[0102]
在该第三实施例中,通过从实心金属块开始的机械加工获得以下:
[0103]-中空周边部分9,其包括第一开口11、第二开口12、至少一个第一内部侧向表面7和至少一个第二内部侧向表面8;
[0104]-内部中心部分10;
[0105]-第一隔板4;
[0106]-第二隔板5;
[0107]-第三隔板6;
[0108]-以及可能的至少有一个连接表面,其在第一隔板4与第三隔板6之间以及在第一隔板4与第二隔板5之间。
[0109]
可替代地,本发明的部件1可以通过烧结或3d打印获得。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。