技术特征:
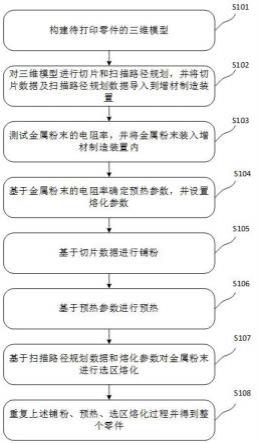
1.一种增材制造成形三维零件的方法,其特征在于,包括:构建待打印零件的三维模型;对所述三维模型进行切片和扫描路径规划,并将切片数据及扫描路径规划数据导入到增材制造装置;测试金属粉末的电阻率,并将所述金属粉末装入增材制造装置内;基于所述金属粉末的电阻率确定预热参数,并设置熔化参数;基于所述切片数据进行铺粉;基于所述预热参数进行预热;基于所述扫描路径规划数据和熔化参数对所述金属粉末进行选区熔化;重复上述铺粉、预热、选区熔化过程并得到整个零件。2.根据权利要求1所述的方法,其特征在于,所述基于所述金属粉末的电阻率确定预热参数,并设置熔化参数的步骤,包括:将所述金属粉末的电阻率与预设的电阻率阈值进行比较;当所述金属粉末的电阻率不大于所述阈值时,采用基础预热参数作为所述预热参数;当所述金属粉末的电阻率大于所述阈值时,以所述基础预热参数为基础按照预设的规则进行调整,并将调整后的参数作为所述预热参数;其中,所述预设的规则包括:随着所述金属粉末的电阻率的增大而降低所述基础预热参数的起始预热电流;或者随着所述金属粉末的电阻率的增大而增加所述基础预热参数的预热分级数;或者随着所述金属粉末的电阻率的增大而增加所述基础预热参数的总预热时间。3.根据权利要求2所述的方法,其特征在于,所述预设的电阻率阈值为200~400mω.cm范围内的任意值。4.根据权利要求2所述的方法,其特征在于,所述基础预热参数包括:预热速度10~15m/s,预热间距0.7~1.5mm,预热最终设置电流40~48ma,总预热时间15~30s,预热分级数为2~5级,起始预热电流15~30ma。5.根据权利要求2所述的方法,其特征在于,所述预设的规则还包括:调整后的起始预热电流≥3ma,预热分级数n≤10级,总预热时间≤80s。6.根据权利要求2所述的方法,其特征在于,所述预设的规则还包括:在每增加1级所述预热分级数时所述总预热时间增加1~3s,第n级预热的预热电流i
n
满足i
n-i
n-1
≤i
n-1-i
n-2
,其中,n为大于等于2的整数。7.根据权利要求1所述的方法,其特征在于,所述金属粉末包括以下预定特性:粉末球形度≥85%,卫星粉率≤5%,粉末含水率低于0.001%。8.根据权利要求1所述的方法,其特征在于,所述金属粉末包括以下预定特性:粉末粒度为45μm~150μm的金属粉末质量百分占比≥90%,粉末粒度≤45μm的金属粉末质量百分占比不大于5%,粉末粒度>150μm的金属粉末质量百分占比不大于5%。9.根据权利要求1所述的方法,其特征在于,所述金属粉末包括以下预定特性:粉末粒度组成为45~75μm,75~90μm,90~106μm,106~150μm的金属粉末对应质量百分占比分别为:10%~20%,15%~25%,15%~25%,30%~50%。10.根据权利要求1-9任一项的所述的方法,其特征在于,所述测试金属粉末的电阻率,
并将所述金属粉末装入增材制造装置内的步骤,包括:采用四探针方法测试所述金属粉末的电阻率。
技术总结
本发明是关于一种增材制造成形三维零件的方法,包括:构建待打印零件的三维模型;对所述三维模型进行切片和扫描路径规划,并将切片数据及扫描路径规划数据导入到增材制造装置;测试金属粉末的电阻率,并将所述金属粉末装入增材制造装置内;基于所述金属粉末的电阻率确定预热参数,并设置熔化参数;基于所述切片数据进行铺粉;基于所述预热参数进行预热;基于所述扫描路径规划数据和熔化参数对所述金属粉末进行选区熔化;重复上述铺粉、预热、选区熔化过程并得到整个零件。本发明基于金属粉末的电阻率确定预热参数,使不同电阻率的金属粉末能够通过逐级预热,从而逐步提升其抗溃散能力更加有效的保证了成形过程的稳定性。更加有效的保证了成形过程的稳定性。更加有效的保证了成形过程的稳定性。
技术研发人员:李会霞 车倩颖 贺卫卫 潘登 向长淑 袁新波 程康康 王宇
受保护的技术使用者:西安赛隆增材技术股份有限公司
技术研发日:2022.12.06
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。