1.本发明实施例涉及增材制造技术领域,尤其涉及一种增材制造成形三维零件的方法。
背景技术:
2.粉床电子束增材制造技术,以电子束为能量源,通过高压电场加速电子,使电子具有很高的能量轰击金属粉末层,电子的动能和金属粉末相互作用后转化为热能使金属熔化。粉床电子束增材制造技术具有能量利用率高、可用材料来源广和成形速度高、成形应力低,真空洁净等优势。
3.然而,“吹粉”是粉床电子束增材制造技术成形过程中一直以来面临的一个问题,也就是铺置在粉末床上的金属粉末层,在电子束流的作用下,偏离原来的位置,甚至在成形仓内呈现“沙尘暴”状。目前,对“吹粉”问题的理解表现为2种不同的观点。第一种是,在高压电场的加速作用下每个电子都携带了很高的动能,电子撞击金属粉末后将动能传递给了金属粉末,金属粉末也具备了相当大的动能,当金属粉末所受的摩擦阻力不足以阻碍其运动趋势时将会发生金属粉末溃散,即“吹粉”;第二种是,电子束的作用会使得部分金属粉末颗粒带负电荷,带负电荷的金属粉末颗粒在库仑力的作用下使得带负电荷的金属粉末颗粒产生位移,同时推开附近的金属粉末颗粒,偏离其原来堆积位置,即产生溃散现象(俗称“吹粉”)。局部吹粉会造成工件层间结合不良,更有甚者直接导致成形过程中止,还有可能破坏电子枪等设备核心器件。
4.相关技术中,将设备成型缸与工作室壁直接电连接并接地,以试图导走粉末表面所带电荷。还有是利用电子束、激光、电磁线圈或其他方法对粉末层扫描烧结,通过烧结粉末层,使得粉末层的导电性得到增加,同时粉末颗粒间相互烧结在一起使其抗溃散能力也得到提高,进而提高了粉末层对电子束“吹粉”的抵抗性;或者改善设备成形缸结构,提高保温效果;优化扫描策略,提高预热效果及均匀性等方法。还有是在设备成形缸预加一个正电位,中和多余电子。或在接地的成型缸的相对两侧设置正电极和负电极,施加瞬时高压,将成型缸上的粉末床电击穿,使粉床沿水平方向电导通,避免“吹粉”。还有是通过加入导电材料(石墨烯和碳纤维的混合物),提高金属粉末的导电性,使金属粉末表面所带的负电荷迅速转移,而且还能够提高粉末颗粒间的粘接度,从而可以解决吹粉问题。
5.关于上述技术方案,发明人发现至少存在如下一些技术问题:现有手段通常需要对设备进行较大的改造,工程较大,改造成本较高,作用不一定明显。而在原料中添加导电材料的方式改变了成形材料的成分。运用最普遍的方法是粉末床进行逐层预烧结,一方面提高了粉末层的导电性,便于将积累的负电荷导走,一方面,粉末床经烧结后抗溃散能力也得到显著提高,但是基于不同材料特性的不同,该种方法并不能完全解决粉末的吹粉问题。
6.因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
7.需要注意的是,本部分旨在为权利要求书中陈述的本发明的技术方案提供背景或
上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现要素:
8.本发明的目的在于提供一种增材制造成形三维零件的方法,进而至少在一定程度上解决对粉床进行逐层预热时所发生的吹粉问题等由于相关技术的限制和缺陷而导致的一个或者多个问题。
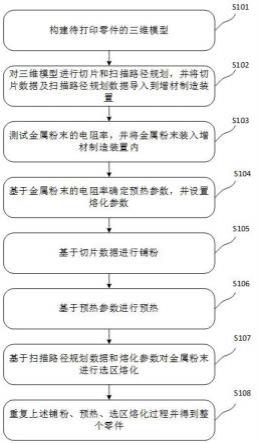
9.本发明提供一种增材制造成形三维零件的方法,包括:构建待打印零件的三维模型;对所述三维模型进行切片和扫描路径规划,并将切片数据及扫描路径规划数据导入到增材制造装置;测试金属粉的末电阻率,并将所述金属粉末装入增材制造装置内;基于所述金属粉末的电阻率确定预热参数,并设置熔化参数;基于所述切片数据进行铺粉;基于所述预热参数进行预热;基于所述扫描路径规划数据和熔化参数对所述金属粉末进行选区熔化;重复上述铺粉、预热、选区熔化过程并得到整个零件。
10.本发明中,所述测试金属粉末电阻率,并将所述金属粉末装入增材制造装置内的步骤,包括:将所述金属粉末的电阻率与预设的电阻率阈值进行比较;当所述金属粉末的电阻率不大于所述阈值时,采用基础预热参数作为所述预热参数;当所述金属粉末的电阻率大于所述阈值时,以所述基础预热参数为基础按照预设的规则进行调整,并将调整后的参数作为所述预热参数;其中,所述预设的规则包括:随着所述金属粉末的电阻率的增大而降低所述基础预热参数的起始预热电流;或者随着所述金属粉末的电阻率的增大而增加所述基础预热参数的预热分级数;或者随着所述金属粉末的电阻率的增大而增加所述基础预热参数的总预热时间。
11.本发明中,所述预设的电阻率阈值为200~400mω.cm范围内的任意值。
12.本发明中,所述基础预热参数包括:预热速度10~15m/s,预热间距0.7~1.5mm,预热最终设置电流40~48ma,总预热时间15~30s,预热分级数为2~5级,起始预热电流15~30ma。
13.本发明中,所述预设的规则还包括:调整后的起始预热电流≥3ma,预热分级数n≤10级,总预热时间≤80s。
14.本发明中,所述金属粉末包括以下预定特性:粉末球形度≥85%,卫星粉率≤5%,粉末含水率低于0.001%。
15.本发明中,所述金属粉末包括以下预定特性:粉末粒度为45μm~150μm的金属粉末质量百分占比≥90%,粉末粒度≤45μm的金属粉末质量百分占比不大于5%,粉末粒度>150μm的金属粉末质量百分占比不大于5%。
16.本发明中,所述金属粉末包括以下预定特性:粉末粒度组成为45~75μm,75~90μm,90~106μm,106~150μm的金属粉末对应质量百分占比分别为:10%~20%,15%~25%,15%~25%,
30%~50%。
17.本发明中,所述预设的规则还包括:在每增加1级所述预热分级数时所述总预热时间增加1~3s,第n级预热的预热电流in满足i
n-i
n-1
≤i
n-1-i
n-2
,其中,n为大于等于2的整数。
18.本发明中,所述测试金属粉末的电阻率,并将所述金属粉末装入增材制造装置内的步骤,包括:采用四探针方法测试所述金属粉末的电阻率。
19.本发明提供的技术方案可以包括以下有益效果:本发明中,通过上述方法,通过控制原材料金属粉末关键核心性能的角度,提出了一种解决电子束增材制造过程中“吹粉”问题的方法,并基于金属粉末的电阻率确定预热参数,从而使不同电阻率的金属粉末能够通过逐级预热,逐步提升其抗溃散能力,进而更加有效的解决“吹粉”的问题。
附图说明
20.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1示出本发明示例性实施例中增材制造成形三维零件的方法的流程示意图。
具体实施方式
22.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本发明将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。
23.此外,附图仅为本发明实施例的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。
24.本示例实施方式中首先提供了一种增材制造成形三维零件的方法,参考图1所示,该控制方法包括以下步骤:步骤s101:构建待打印零件的三维模型。
25.步骤s102:对三维模型进行切片和扫描路径规划,并将切片数据及扫描路径规划数据导入到增材制造装置。
26.步骤s103:测试金属粉末的电阻率,并将金属粉末装入增材制造装置内。
27.步骤s104:基于金属粉末的电阻率确定预热参数,并设置熔化参数。
28.步骤s105:基于切片数据进行铺粉。
29.步骤s106:基于预热参数进行预热。
30.步骤s107:基于扫描路径规划数据和熔化参数对金属粉末进行选区熔化。
31.步骤s108:重复上述铺粉、预热、选区熔化过程并得到整个零件。
32.需要理解的是,通过粉末形貌、粉末粒度组成、粉末含水率等方面对金属粉末进行
筛选,从而控制金属粉末原材料的电阻率。但并不是在金属粉末中加入其他材料,依然都是使用原本的金属粉末。具体的,金属粉末可以为tial基合金粉末、高熵合金粉末、niti合金粉末等,但不仅限于此。以上粉末因其本身材料特性或粉末表面结构、成分组成的原因,导致其导电性能和烧结性能较差,在电子束增材制造过程中更易发生吹粉。
33.还需要理解的是,从吹粉的根本原因出发,通过控制原材料的品质来控制吹粉,并能够在掌握粉末性能的基础上,建立预热参数与粉末性能之间的对应关系,解决电子束增材制造过程中的“吹粉”问题。
34.通过上述方法,通过控制原材料金属粉末关键核心性能的角度,提出了一种解决电子束增材制造过程中“吹粉”问题的方法,并基于金属粉末的电阻率确定预热参数,从而使不同电阻率的金属粉末能够通过逐级预热,逐步提升其抗溃散能力,进而更加有效的解决“吹粉”的问题。下面,对本示例实施方式中的上述方法进行更详细的说明。
35.在一些实施例中,步骤s104还包括:将金属粉末的电阻率与预设的电阻率阈值进行比较;当金属粉末的电阻率不大于阈值时,采用基础预热参数作为预热参数;当金属粉末的电阻率大于阈值时,以基础预热参数为基础按照预设的规则进行调整,并将调整后的参数作为预热参数;其中,预设的规则包括:随着金属粉末的电阻率的增大而减小基础预热参数的起始预热电流;或者随着金属粉末的电阻率的增大而增加基础预热参数的预热分级数;或者随着金属粉末的电阻率的增大而增加基础预热参数的总预热时间。
36.需要理解的是,在按照预设的规则进行调整时,可以对起始预热电流、预热分级数和总预热时间其中的任意一项单独进行调整,从而生成预热参数。也可以对起始预热电流、预热分级数和总预热时间其中的任意两项或者三项共同进行调整。其中,调整后的起始预热电流与金属粉末电阻率负相关,预热分级数与金属粉末电阻率正相关,预热时间与金属粉末电阻率成正相关。在金属粉末的电阻率超过预设的电阻率阈值时,采用基础预热参数已经超过了粉末抵抗“吹粉”的能力,降低起始预热电流,可以使得粉末层能够在较低的预热电流下,也就是在粉末层可承受的范围内,先缓慢进行烧结,逐步提升粉床的烧结性和抗“吹粉”能力,同时提高其“导电性”,最终实现稳定成形。增加预热分级数的原理也是类似的,通过增加预热分级数降低预热电流提高的速度,保证粉末在可承受的范围内先进行烧结,再逐步提高预热电流。还需要理解的是,只降低起始预热电流,或只增加预热分级数,或在降低预热电流同时增加预热分级数,且都不增加总预热时间的情况,需要保证预热过程的总能量输入是充足的。起始预热电流、预热分级数、总预热时间三者之间存在一定的协调关系。起始预热电流降低的情况下,总预热时间应加长,预热分级束增加的情况下,总预热时间也应加长。
37.其中,分级预热是指预热阶段开始后,预热电流分n级台阶式从预热起始电流i1逐渐增加至预热最终设置电流in,控制第1级、第2级、
……
第n-1级每级预热的次数为1~5次,第n级预热时间为总预热时间减前n-1级预热消耗时间,n为整数,2≤n≤10。
38.在一些实施例中,预设的电阻率阈值为200~400mω.cm范围内的任意值。需要理解的是,预设的电阻率阈值可以是200mω.cm,可以是300mω.cm,也可以是400mω.cm。
39.举例来说,预设的电阻率阈值可以是200mω.cm,当金属粉末的电阻率小于等于
200mω.cm时,在成形过程中,采用基础预热参数作为预热参数。当金属粉末的电阻率大于200mω.cm时,则需要按照预设的规则在基础预热参数的基础上,做适当调整后作为预热参数开展成形。
40.在一些实施例中,基础预热参数包括:预热速度10~15m/s,预热间距0.7~1.5mm,预热最终设置电流40~48ma,总预热时间15~30s,预热分级数为2~5级,起始预热电流15~30ma。需要理解的是,基础预热参数可以和预设的阈值相关。例如,当预设的电阻率阈值为200mω.cm时,当金属粉末的电阻率小于等于200mω.cm时,基础预热参数可以是:预热速度10m/s,预热间距0.7mm,预热最终设置电流40ma,总预热时间15s,预热分级数为2,起始预热电流15ma,采用基础预热参数作为预热参数。当金属粉末的电阻率大于200mω.cm时,在基础预热参数“预热速度10m/s,预热间距0.7mm,预热最终设置电流40ma,预热时间15s,预热分级数为2,预热起始电流15ma”的基础上,按照预设的规则做适当调整后作为预热参数。
41.在一些实施例中,金属粉末的电阻率不大于m值,m值的取值为2000~4000mω.cm范围内的任意值。需要理解的是,m值具体的取值可以任意设定,可以是2000mω.cm,可以是3000mω.cm,也可以是4000mω.cm。举例来说,m值的取值为4000mω.cm,当测试出金属粉末的电阻率大于4000mω.cm时,采用当前的金属粉末,或者在当前基础预热参数的基础上,按照预设的规则再做调整作为预热,也将无法实现稳定打印,仍然存在“吹粉”的风险。
42.在一些实施例中,预设的规则还包括:调整后的起始预热电流≥3ma,预热分级数n≤10级,总预热时间≤80s。需要理解的是,由于当金属粉末的电阻率大于预设的阈值时可以通过减小起始预热电流的方式来生成预热参数。但是当起始预热电流减小到3ma时就不能再减小起始预热电流了,可以通过其他方式进行调整,过小的起始预热电流不利于电子束能量源的下束,其次过小的预热电流起不到预热粉床的效果。预热级数大于10后,预热效率严重降低,将难以通过其他预热参数的调整来保证成形过程中稳定成形所需的热量输入,总预热时间高于80s,成形过程中预热时间所占比例严重影响整个成形过程中的效率,意义不大。
43.在一些实施例中,预设的规则还包括:在每增加1级预热分级数时总预热时间增加1~3s,第n级预热的预热电流in满足i
n-i
n-1
≤i
n-1-i
n-2
,其中,n为大于等于2的整数。需要理解的是,在预热最终设置电流、总预热时间不变的情况下,增加预热级数会降低整个预热过程中的总能量输入,不利于维持成形过程中热场的稳定,热场不稳定在特定条件下,也将会造成“吹粉”,因此每增加1级预热分级数,需要同时增加预热时间1~3s来保证整个预热过程中的总能量输入不变,保证成形过程中热场的稳定。当增加1级预热分级数时,所增加的总预热时间可以分配给最后一级,也可以平均或随机分配给每个分级。需要理解的是,当预热分级数为2级以及2级以上时,需满足i
n-i
n-1
≤i
n-1-i
n-2
,也就是说,在同一层粉末层预热过程中,随着预热分级数的增加,后一级预热电流大于前一级预热电流的同时,每一级预热的预热电流可以提高相同的数值,例如,第1级预热的预热电流为5ma,第2级预热的预热电流为10ma,第3级预热的预热电流为15ma,第4级预热的预热电流为20ma,依次递增,相邻两级的预热电流均提高5ma。在同一层粉末层预热过程中,随着预热分级数的增加,每一级预热的预热电流提高的数值,可以是逐渐降低,也就是前面级数的预热电流提高的速度相对更快一些。这也是为了尽可能通过预热逐级提高粉末抗“吹粉”能力的前提下,提高整个预热过程中的预热效率。其中,当存在i0时,i0=0。
44.在一些实施例中,金属粉末包括以下预定特性:粉末球形度≥85%,卫星粉率≤5%,粉末含水率低于0.001%。需要理解的是,良好的金属粉末球形度可以保证电子束增材制造过程中铺粉过程的均匀性,铺粉均匀的前提下,通过预热参数的调整来保证成形稳定才有意义,其次良好的球形度、卫星粉率,或粉末含水率越低,可以降低金属粉末的电阻率,同时可以保证成形过程中粉末在电子束的作用下,电荷能够尽可能均匀分布,不会在某些边缘或者角落形成电荷集中,不利于粉床的稳定。
45.在一些实施例中,金属粉末包括以下预定特性:粉末粒度为45μm~150μm的金属粉末质量百分占比≥90%,粉末粒度≤45μm的金属粉末质量百分占比不大于5%,粉末粒度>150μm的金属粉末质量百分占比不大于5%。需要理解的是,依据上述质量占比的粉末粒度的组成,保证了铺粉的均匀性,不会因铺粉层厚的不均而导致需求预热参数的不一致而导致局部吹粉,同时,在选定的切片层厚范围内,能够保证大部分的粉末都能够较为均匀的铺置在粉床上,不会随着粉末的不断循环使用,其粒度组成发生变化,从而保证了成形质量的一致性。在一些实施例中,金属粉末包括以下预定特性:粉末粒度组成为45~75μm,75~90μm,90~106μm,106~150μm的金属粉末对应质量百分占比分别为:10%~20%,15%~25%,15%~25%,30%~50%。需要理解的是,依据上述质量占比的粉末粒度的组成,能够保证粉末具有较高的松比,即粉末的松装密度与金属材料理论密度的比值,粉末松比越高,铺置在粉床上的粉末层的孔隙率越低,有利于选区熔化化完成后材料致密度的提高;同时,粉末松比越高,粉末颗粒间相互接触,金属粉末本身的电阻率也更低,粉末预热烧结后,粉末颗粒间相互接触更加连续,抗“吹粉”能力提高,同时粉床的导电性得到提高,有利于电荷及时导走,保证了成形的稳定性,抑制了“吹粉”。
46.在一些实施例中,步骤s103还包括:采用四探针方法测试金属粉末的电阻率。
47.需要理解的是,当四根金属探针排成一直线时,并以一定压力压在待测试材料上,在两侧处的探针之间通过电流,则会在中间处的两探针之间产生电位差。待测试材料的电阻率可以通过下述公式得到:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)公式(1)中,ρ为电阻率,v为中间处的两探针之间的电位差,i为两侧处的探针之间通过的电流,c通过下述公式求得:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)公式(2)中,s1、s2、s3分别为四个探针之间的间距。另外,为方便计算可以取值s1=s2=s3=1mm。c可以约等于6.28
±
0.05(cm)。另外,可以在两侧处的探针之间通过电流的值与c相等,则可以得到ρ=v。进而可以直接通过电压表读出电阻率。
48.需要理解的是,上述描述中的术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底
”ꢀ“
内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以
特定的方位构造和操作,因此不能理解为对本发明实施例的限制。
49.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
50.在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
51.在本发明实施例中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
52.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
53.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本技术旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由所附的权利要求指出。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。