1.本实用新型涉及工业生产辅助设备技术领域,具体涉及一种用于工件加工时的定位定心虎钳等治具。
背景技术:
2.工业零件的加工通常需要用到治具来进行定位定心,在一些规则的零件上二次加工孔或特征,一般使用虎钳作为治具,此类一边为固定钳口,另一边为活动钳口。如果要定位精准,则需要每个零件的外观尺寸加工成完全一致,在批量生产中,这会增加上道工序的成本。如果不能保证外观尺寸绝对一致,那么只能每加工一个零件,然后需重新找正工件中心并定位,这样又会增加装夹找正时间,增加工时成本。比如,使用常规虎钳每装夹找正一个零件,需用分中棒找正工件原点,耗时约1.5分钟,这样在批量生产时就会耗费大量的时间。而现有一些能够实现零件自动找正定心的治具通常结构比较复杂,对于操作的技术要求较高。
技术实现要素:
3.本实用新型针对现有技术存在的缺点,提供一种结构简单、操作方便、定心定位快捷高效的高精度自动定心治具。
4.为解决上述技术问题,本实用新型采用如下技术方案:一种高精度自动定心治具,其特征在于:包括有导轨和丝杆,丝杆与导轨平行设置,在导轨上安装有左、右滑块;丝杆上设置有左丝段和右丝段,左丝段和右丝段上的螺纹方向相反,即双向丝杆,一边为顺丝,另一边为反丝;左滑块通过一螺母与左丝段连接,右滑块通过另一螺母与右丝段连接,使左滑块与右滑块形成可随丝杆转动而做相向或反向直线运动的结构;在左滑块上安装有左定位块,在右滑块上安装有右定位块,左定位块和右定位块上设置有相对的夹持槽,左定位块与右定位块合拢时通过两者的夹持槽形成对被加工零件的夹持空间。
5.进一步地,所述导轨包括有两根,两根导轨分别安装在一底板;在两根导轨之间具有一间隙,丝杆安装于该间隙中,左滑块和右滑块分别跨设在两根导轨上并伸入一部于间隙中套住丝杆。
6.进一步地,在底板上通过一定位压板固定有一丝杆定位环,该丝杆定位环套住丝杆上左丝段与右丝段之间的部位,以实现对丝杆的定位。
7.进一步地,在丝杆定位环的顶部通过另一定位压板装设有一中间防尘盖,该中间防尘盖位于左滑块与右滑块之间并盖住两导轨之间的一段间隙。
8.进一步地,在左滑块的中间固定有一左防尘盖,在右滑块的中间固定有一右防尘盖,通过左防尘盖盖住中间防尘盖左侧的一段间隙,通过右防尘盖盖住中间防尘盖右侧的一段间隙,以实现对整个间隙的覆盖,防止加工产生的碎屑落在丝杆上。
9.进一步地,所述左防尘盖、右防尘盖和中间防尘盖之间在竖直方向上的位置相互错开,以使左定位块与右定位块合拢后左防尘盖及右防尘盖与中间防尘盖上下堆叠在一
起。
10.进一步地,在左右两螺母的外侧分别固定有丝杆压圈以形成对螺母外侧端的封闭结构,防尘螺母侧面进入尘屑。
11.进一步地,在左滑块及右滑块的两边底部各固定有导滑板,左滑块及右滑块分别通过导滑板夹设在导轨上,使得两滑块在滑动时更为稳定顺畅。
12.优选地,左定位块和右定位块的夹持槽均为对称的v型槽。
13.本实用新型利用双向丝杆带动滑块快速定位原点,装夹由两个方向变成四个方向,不仅装夹牢固,而且每批零件只需第一个零件找正定心即可,后面的零件即实现自动找正工件原点,每个零件可以节省1.5分钟,以每批零件100件计算,可节约2.5小时;且定位块可方便地根据零件外形更换成不同材料及不同形状,以适应加工的需要,缩短辅助加工时间,提高生产效率及产品合格率,降低成本。
附图说明
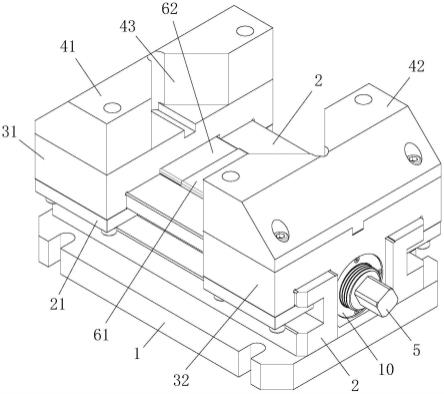
14.图1为本实用新型立体结构图;
15.图2为本实用新型正面结构图;
16.图3为本实用新型俯视结构图;
17.图4为图3的a-a剖面图;
18.图5为本实用新型侧面结构图。
19.图中,1为底板,2为导轨,21为导滑板,31为左滑块,32为右滑块,41为左定位块,42为右定位块,43为夹持槽,5为丝杆,51为左丝段,52为右丝段,61为中间防尘盖,62为左防尘盖,63为右防尘盖,7为螺母,8为丝杆定位环,9为定位压板,10为丝杆压圈。
具体实施方式
20.本实施例中,参照图1-图5,所述高精度自动定心治具,包括有导轨2和丝杆5,丝杆5与导轨2平行设置,在导轨2上安装有左、右滑块31、32;丝杆5上设置有左丝段51和右丝段52,左丝段51和右丝段52上的螺纹方向相反,即双向丝杆,一边为顺丝,另一边为反丝,两边对称;左滑块31通过一螺母7与左丝段51连接,右滑块32通过另一螺母7与右丝段52连接,使左滑块31与右滑块32可随丝杆5转动而做相向或反向直线运动,从而实现左右定位块的张开及合拢,以达到松开和夹紧被加工零件的目的;在左滑块31上安装有左定位块41,在右滑块32上安装有右定位块42,左定位块41和右定位块42上设置有相对的夹持槽43,左定位块41与右定位块42合拢时通过两者的夹持槽43形成对被加工零件的夹持空间,这样既可以定位定心方形零件,又可以定位定心圆形零件,还可以定位定心椭圆形零件等多种规则的零件。
21.所述导轨2包括有两根,两根导轨2分别安装在一底板1;在两根导轨2之间具有一间隙,丝杆5安装于该间隙中,左滑块31和右滑块32分别跨设在两根导轨2上并伸入一部于间隙中通过螺母7来套住丝杆5。
22.在底板1上通过一定位压板9固定有一丝杆定位环8,该丝杆定位环8套住丝杆5上左丝段51与右丝段52之间的部位,以实现对丝杆5的定位。
23.在丝杆定位环8的顶部通过另一定位压板9装设有一中间防尘盖61,该中间防尘盖
61位于左滑块31与右滑块32之间并盖住两导轨2之间的一段间隙。
24.在左滑块31的中间固定有一左防尘盖62,在右滑块32的中间固定有一右防尘盖63,通过左防尘盖62盖住中间防尘盖61左侧的一段间隙,通过右防尘盖63盖住中间防尘盖61右侧的一段间隙,以实现对整个间隙的覆盖,防止加工产生的碎屑落在丝杆5上。
25.所述左防尘盖62、右防尘盖63和中间防尘盖61之间在竖直方向上的位置相互错开,以使左定位块41与右定位块42合拢后左防尘盖62及右防尘盖63与中间防尘盖61能够上下堆叠在一起,而不会相互对碰。
26.在左右两螺母7的外侧分别固定有丝杆压圈10以形成对螺母7外侧端的封闭结构,防尘螺母7侧面进入尘屑。
27.在左滑块31及右滑块32的两边底部各固定有导滑板21,左滑块31及右滑块32分别通过导滑板21夹设在导轨2上,使得两滑块在滑动时更为稳定顺畅。
28.左定位块41和右定位块42的夹持槽43均为对称的v型槽。
29.本实用新型适用于cnc卧式加工中心进行多面加工、立式加工中心快速定位等领域,可实现快速定位且可更换不同形状钳口的左右定位块,实用性更强,传动部分及定位使用高精度丝杆及螺母,以保证虎钳重复定位精度,重复定位及自动定心证券可控制在0.005mm内。
30.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。