1.本发明涉及一种大端子薄膜电容器的制造方法,尤其涉及一种大端子薄膜电容器的焊接方法、工装、焊片及生产方法。
背景技术:
2.随着现代科学技术水平的发展,电子、家电、通讯等多个行业更新换代周期越来越短。聚丙烯薄膜电容器凭借其良好的电工性能和高可靠性,成为工业发展中优选的电容器元件,广泛应用于航空、航天等领域。近年来,随着总装的不断升级,对薄膜电容器也提出了新的需求,尤其在高耐压、大电流、长寿命、高可靠性上的更高指标的需求,迫使薄膜电容器制造技术的不断进步。为了实现薄膜电容器的大电流指标的需求,逐步出现大引出端子的薄膜电容器(以下简称大端子薄膜电容器),这类薄膜电容器由于具有直径较大的引出端子,所以具有极高的耐电流能力,广泛应用于大功率充电、高频焊接、微波加热等各个领域。
3.目前,大端子薄膜电容器普及发展的瓶颈主要在于大引出端子的焊接工艺,由于大引出端子和电容器芯子之间的焊接面较大,且薄膜电容器不耐高温,导致焊接的可靠性和合格率较低。
4.大端子薄膜电容器的传统焊接方法,是将电容器芯子和大引出端子的焊接盘压实,采用锡焊的方法将电容器芯子和焊接盘焊接在一起,因为采用的是烙铁锡焊,实际焊点的面积远远小于焊接盘和电容器芯子的接触面积,电容器耐电流能力大打折扣。
5.基于以上原因,用传统焊接方法焊接的大端子薄膜电容器,用于一般电路环境没有问题,但是,如果在大电流、高功率的使用情况下,则存在以下多种缺陷:1、焊点接触面小,承载电流和可靠性不足,在大功率的电流作用下很容易发生断路,引起产品失效;2、大引出端子吸收热量较快,需要的焊接设备功率极大,以满足焊接高温需求,而焊接设备功率越大能耗越高;3、薄膜电容器芯子的耐温仅为120摄氏度,长时间锡焊会引起电容器芯子的破坏,降低产品性能;4、锡焊过程中,大引出端子吸收大量的热,温度较高,焊接结束后大引出端子降温慢,高温的大引出端子反作用于电容器芯子,可能导致芯子破坏失效;5、在焊接时间较长的情况下,大引出端子的温度达到焊接温度时极易发生氧化,一方面影响产品过流能力,另一方面影响产品外观。
6.另外,传统焊接方法有锡焊、铅焊等,主要方法是锡焊,锡焊的焊料如锡丝、锡片等,其成份或主要成份为锡,在焊接过程中需要全部通过外部热量(如电流加热即电焊、燃烧加热即气焊等)使焊料熔化并同时粘接在待焊接的两个部件上,从而实现两个部件之间的焊接目的。
7.上述传统焊料的缺陷在于:全部利用外部加热的方式熔化焊料,导致焊接时间较长,容易烫伤焊接元件,尤其对于不耐高温的元件如薄膜电容器来说,可能损坏元件,而且
易于发生氧化反应,降低焊接质量和产品质量,同时也难以适用于没有电源和气源的野外作业。
技术实现要素:
8.本发明的目的就在于为了解决上述问题而提供一种焊接时间短、承载电流大、可靠性高的大端子薄膜电容器的焊接方法、工装、焊片及生产方法。
9.本发明通过以下技术方案来实现上述目的:一种大端子薄膜电容器的焊接方法,所述大端子薄膜电容器包括电容器芯子和大引出端子,所述大引出端子的一端设有向外周方向凸起的焊接盘,两个所述大引出端子的焊接盘分别与所述电容器芯子的两端焊接连接,所述大端子薄膜电容器的焊接方法包括以下步骤:步骤1、准备焊片和焊接工装,所述焊片能够在点火时发生化学反应产生高温并熔化,所述焊片的外径与所述大引出端子的焊接盘的外径和所述电容器芯子的外径一致,所述焊接工装能够将所述大引出端子的焊接盘与所述电容器芯子对应压紧并设有点火器;步骤2、将一个所述大引出端子、所述电容器芯子和一个所述焊片安装在所述焊接工装上,所述焊片位于该大引出端子的焊接盘与所述电容器芯子的一端之间,对该大引出端子的焊接盘施压使该大引出端子的焊接盘、该焊片和所述电容器芯子之间相互紧密接触;步骤3、用点火器对该焊片点火,使该焊片发生急速化学反应并产生高温使所述焊片熔化;步骤4、冷却后完成一个所述大引出端子的焊接盘与所述电容器芯子的一端之间的焊接,然后重新将另一个所述大引出端子、所述电容器芯子和另一个所述焊片安装在所述焊接工装上,重复步骤2和步骤3,冷却后完成大端子薄膜电容器的焊接。
10.作为优选,为了实现快速点火并能够在使用电池情况下实现点火,所述点火器为激光点火器,所述大引出端子的焊接盘的圆周边缘设有一个用于点火的点火缺口。
11.一种大端子薄膜电容器的焊接方法采用的焊接工装,包括工装本体、加压柱、点火器支架和所述点火器,所述工装本体的下部设有上端开口、下端封闭的安装沉孔,所述安装沉孔的孔径略大于所述电容器芯子的外径,所述加压柱安装于所述工装本体的上部并能够上下移动,所述加压柱位于所述安装沉孔的正上方,所述点火器支架设于所述工装本体上,所述点火器设于所述点火器支架上并位于所述安装沉孔边缘的上方。上述加压柱的加压结构采用现有技术可以轻松实现,只需要较小加压力,比如采用电机或气缸控制加压柱上下移动即可实现;上述点火器为现有技术的常用点火器,比如下文的激光点火器,以高温激光为介质使焊片的局部急速升温,引发急速的自持化学反应。
12.一种大端子薄膜电容器的焊接方法采用的焊片,包括锡片,所述锡片的两侧分别设有化学反应层,所述化学反应层包括铝层(al)和镍层(ni)。
13.作为优选,为了提高化学反应效率并提高热量利用率,所述化学反应层包括相互间隔重叠排列的十层铝层和十层镍层且靠近所述锡片的一层为所述铝层。
14.作为优选,为了便于加工并进一步提高化学反应效率和热量利用率,所述铝层和所述镍层均通过真空环境下的磁控溅射方式设于所述锡片上,所述锡片的厚度为0.4mm,所
述铝层的厚度为9μm,所述镍层的厚度为6μm。
15.一种焊片的生产方法,包括以下步骤:步骤(1)、准备具有真空腔体的磁控溅射设备、初始锡片、铝靶材和镍靶材,其中,所述真空腔体的上部能够安装两个靶材,所述真空腔体内的下部设有可旋转的样品架,优选为在真空腔体外部控制旋转的电控样品架,采用现有技术即可轻易实现;步骤(2)、将所述铝靶材和所述镍靶材分别安装在所述真空腔体的上部,将所述初始锡片清洗后置于所述样品架上,关闭所述真空腔体;步骤(3)、对所述真空腔体抽真空,待真空度优于10-4
pa,向所述真空腔体内注入氩气,氩气的注入量以使所述真空腔体内的真空度保持在0.4pa为准;说明:氩气(ar)作为工作气体,在溅射中过程中,氩气在电场作用下电离形成ar 离子,并且在电场作用下高速撞击靶材,将al或者ni原子打出溅射在工件上,如果气压过高,电场力很难电离大量氩气,所以不能溅射,如果气压过低,少量的氩气电离也不足以溅射出金属原子,所以有一个低真空的要求,而根据试验结果来看,真空度为0.4pa时具有最好的溅射效果;步骤(4)、将所述初始锡片调整至所述铝靶材的正下方,启动磁控溅射设备,向所述初始锡片溅射铝材料,达到设定的溅射厚度后形成一层铝层,停止溅射;步骤(5)、将所述初始锡片调整至所述镍靶材的正下方,启动磁控溅射设备,向所述初始锡片上的铝层溅射镍材料,达到设定的溅射厚度后形成一层镍层,停止溅射;步骤(6)、重复步骤(4)和步骤(5),直到达到所需的所述铝层和所述镍层的层数为止;步骤(7)、打开所述真空腔体,将一侧溅射铝层和镍层后的初始锡片翻面,关闭所述真空腔体,然后重复步骤(3)-步骤(6),得到初始焊片;步骤(8)、打开所述真空腔体,取出溅射完成的多层结构的初始焊片,裁剪成适合焊接的形状,得到焊片成品,完成焊片生产。
16.本发明的有益效果在于:本发明利用焊片在点火时发生急速化学反应产生高温并熔化,达到将大引出端子的焊接盘与电容器芯子的端面急速焊接在一起的目的,能显著提升大端子薄膜电容器的工作功率、使用寿命和可靠性;具体优点如下:1、焊片与大引出端子的焊接盘和电容器芯子端面之间的接触面积大,其焊接面积相比于传统锡焊要大数倍,焊接部位的承载电流和可靠性显著提升,满足大功率电流的应用需求;2、不需要大功率电气焊接设备,节约能耗,操作简便;3、焊片可以在点火时激发能量发生自持化学反应放热,反应迅速,自持化学反应时间在ms(毫秒)级别(比如10ms),焊接完成迅速自冷,反应热不会烫伤电容器芯子,大引出端子的焊接盘和电容器芯子不会产生氧化反应,确保产品性能和外观不受影响;4、焊接过程只需通过点火器点火,不需要电源和气源,适合野外作业。
17.另外,通过设计特定的焊接工装,便于快速、可靠地完成焊接过程;通过在锡片的两侧分别设置包括铝层和镍层的化学反应层,在点火时,铝层和镍层发生急速的自持化学反应生成镍铝化物(即nial,也称为镍铝、镍铝合金等),产生高温使锡片瞬间熔化,在ms级时间内完成焊接,热量难以传递到空气和焊接件,显著提高了热量利用效率和焊接质量,同
时,采用特定层数和厚度的多层铝层和镍层结构,有效控制焊片点火后释放能量大以快速熔化锡片(铝和镍的厚度比例为3:2,对应铝和镍的摩尔比例为1:1,根据“al ni=nial,δh=-118.4kj/mol”,这种结构放热量最大),而锡片的两侧都有铝层和镍层,确保锡片吸热均匀,使锡片熔化速度更快,多层铝层和镍层间隔重叠排列,减小原子迁移距离,减少反应时间,更有效地利用反应热,加强焊接效果,焊片通过自持化学反应熔化,不需要电源和气源,适合野外焊接作业;通过采用具有真空腔体的磁控溅射设备生产焊片,便于以所需厚度的锡片作为基材,在其两侧表面交替溅射铝层和镍层,铝层和镍层的厚度和层数控制方便且结构稳固,焊片质量好。
附图说明
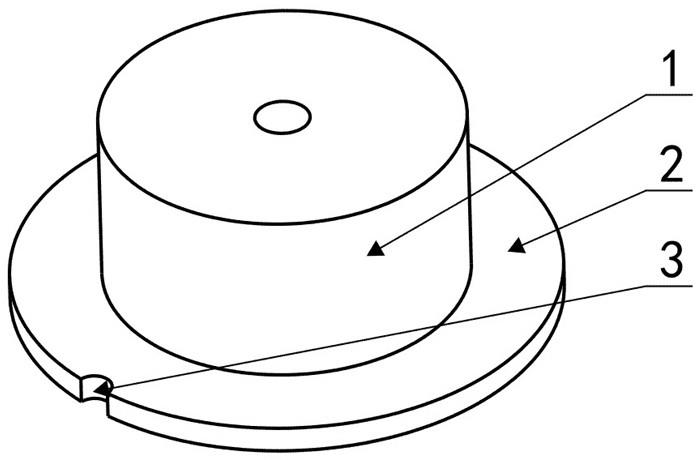
18.图1是本发明所述大端子薄膜电容器的大引出端子的立体结构示意图;图2是本发明所述大端子薄膜电容器焊接前的立体结构示意图,图中还示出了焊片;图3是本发明所述大端子薄膜电容器的焊接工装应用时的立体结构示意图;图4是本发明所述大端子薄膜电容器完成焊接后的立体结构示意图;图5是本发明所述大端子薄膜电容器的焊片的剖视结构示意图,图中比例大于图2和图3;图6是本发明所述磁控溅射设备的真空腔体的立体结构示意图;图7是本发明所述磁控溅射设备的真空腔体的立体局剖结构示意图,图中剖视部分为真空腔体的腔壁。
19.图中,1-大引出端子,2-焊接盘,3-点火缺口,4-焊片,5-电容器芯子,6-工装本体,7-加压柱,8-点火器支架,9-激光点火器,10-化学反应层,11-锡片,12-铝靶材,13-镍靶材,14-真空腔体,15-初始锡片,16-样品架。
具体实施方式
20.下面结合附图对本发明作进一步说明:为了便于更加清楚地描述本发明的焊接方法,下面先对本发明所述大端子薄膜电容器的结构、所述焊接工装的结构、所述焊片的结构以及所述焊片的生产方法进行说明。
21.如图1-图4所示,本发明所述大端子薄膜电容器包括电容器芯子5和大引出端子1,大引出端子1的一端设有向外周方向凸起的焊接盘2,大引出端子1的焊接盘2的圆周边缘设有一个用于点火的点火缺口3,两个大引出端子1的焊接盘2分别与电容器芯子5的两端焊接连接。
22.如图3所示,本发明所述焊接工装包括工装本体6、加压柱7、点火器支架8和激光点火器9,工装本体6的下部设有上端开口、下端封闭的安装沉孔(被图中的电容器芯子5挡住而不可视),所述安装沉孔的孔径略大于电容器芯子5的外径,加压柱7安装于工装本体6的上部并能够上下移动,加压柱7位于所述安装沉孔的正上方,点火器支架8设于工装本体6上,激光点火器9设于点火器支架8上并位于所述安装沉孔边缘的上方。
23.如图5所示,焊片4包括锡片11,锡片11的两侧即两个平面表面分别设有化学反应层10,化学反应层10包括相互间隔重叠排列的十层铝层(图中未标记)和十层镍层(图中未
标记)且靠近锡片11的一层为所述铝层,所述铝层和所述镍层均通过真空环境下的磁控溅射方式设于锡片11上,锡片11的厚度为0.4mm,所述铝层的厚度为9μm,所述镍层的厚度为6μm。
24.如图6和图7所示,本发明所述焊片的生产方法,包括以下步骤:步骤(1)、准备具有真空腔体14的磁控溅射设备(图中仅以简单示意的方式示出了其真空腔体14的结构,未示出磁控溅射设备的其它结构,均为常规结构)、初始锡片15、铝靶材12和镍靶材13,其中,真空腔体14的上部能够安装两个靶材,真空腔体14内的下部设有可旋转的样品架16,该样品架16为电控旋转的样品架且为“十”字形;步骤(2)、将铝靶材12和镍靶材13分别安装在真空腔体14的上部,将初始锡片15清洗后置于样品架16上,关闭真空腔体14;步骤(3)、对真空腔体14抽真空,待真空度优于10-4
pa,向真空腔体14内注入氩气,氩气的注入量以使真空腔体14内的真空度保持在0.4pa为准;步骤(4)、将初始锡片15调整至铝靶材12的正下方,启动磁控溅射设备,向初始锡片15溅射铝材料,达到设定的溅射厚度后形成一层铝层,停止溅射;步骤(5)、将初始锡片15调整至镍靶材13的正下方,启动磁控溅射设备,向初始锡片15上的铝层溅射镍材料,达到设定的溅射厚度后形成一层镍层,停止溅射;步骤(6)、重复步骤(4)和步骤(5),直到达到所需的所述铝层和所述镍层的层数为止;步骤(7)、打开真空腔体14,将一侧溅射铝层和镍层后的初始锡片15翻面,关闭真空腔体14,然后重复步骤(3)-步骤(6),得到初始焊片;步骤(8)、打开真空腔体14,取出溅射完成的多层结构的初始焊片,裁剪成适合焊接的形状,得到焊片成品,即得到图5所示的焊片4(图中仅示出了焊片4的一部分),完成焊片4的生产。
25.如图1-图4所示,本发明所述大端子薄膜电容器的焊接方法包括以下步骤:步骤1、准备焊片4和焊接工装,焊片4能够在点火时发生化学反应产生高温并熔化,焊片4的外径与大引出端子1的焊接盘2的外径和电容器芯子5的外径一致,所述焊接工装能够将大引出端子1的焊接盘2与电容器芯子5对应压紧并设有激光点火器9;步骤2、将一个大引出端子1、电容器芯子5和一个焊片4安装在所述焊接工装的工装本体6上,具体是将电容器芯子5竖向置于工装本体6的装置沉孔内,电容器芯子5被可靠限位且其上端露出安装沉孔外,将该焊片4置于电容器芯子5的上端表面上,将该大引出端子1的焊接盘2置于该焊片4上,此时焊片4位于该大引出端子1的焊接盘2与电容器芯子5的上端之间,然后控制加压柱7向下移动,对该大引出端子1的焊接盘2施加0.1mpa的压力使该大引出端子1的焊接盘2、该焊片4和电容器芯子5的上端表面之间相互紧密接触;步骤3、用激光点火器9对该焊片4点火,即将激光点火器9对准该大引出端子1的焊接盘2上的点火缺口3并发出点火激光,使该焊片4发生急速化学反应并产生高温使焊片4熔化,具体来说是使该焊片4的铝层和镍层发生急速自持化学反应生成镍铝化物,产生的高温使锡片11瞬间熔化,将该大引出端子1的焊接盘2与电容器芯子5的上端表面焊接在一起;步骤4、冷却后完成一个大引出端子1的焊接盘2与电容器芯子5的一端之间的焊接,然后重新将另一个大引出端子1、电容器芯子5和另一个焊片4安装在所述焊接工装上,
具体来说,需要将电容器芯子5上下换向,使没有焊接大引出端子1的一端向上,此时需要调整电容器芯子5的竖向高度(或者也可以调整加压柱7的高度以及激光点火器9的高度,无论哪种调整方式,都是现有技术即可轻易实现的),重复步骤2和步骤3,冷却后完成如图4所示的大端子薄膜电容器的焊接。说明:图4所示的大端子薄膜电容器中,在两个大引出端子1的焊接盘2与电容器芯子5的两端之间其实是有焊料(包括镍铝化物和锡)的,但因为焊料在熔化后与焊接件连接在一起,所以未在图中表示。
26.上述实施例只是本发明的较佳实施例,并不是对本发明技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本发明专利的权利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。