1.本发明提供一种三维去毛刺工艺及工作站,属于机电产品加工工艺及装备领域,主要用于回转类零部件加工之后的去毛刺工作。
背景技术:
2.目前,回转类零部件的去毛刺工作一般采用人工作业方式。由于回转类零部件上的面、线等一般比较多、结构特征复杂,因此人工去毛刺的工作量较大、占用劳动力多,且效率较低、质量不够理想,有时甚至会发生伤手事故。据了解,市场上尚未见到利用工业机器人进行去毛刺的工艺方法或相关设备,因此如何提高去毛刺的工作效率和质量,减轻工人的劳动强度越来越引起人们的高度重视。
3.综观机电产品加工工艺及装备行业现状,急需一种去毛刺工作效率高、质量好,加工工艺切实可行、且占用劳动力少的三维去毛刺工艺及工作站。
技术实现要素:
4.本发明的目的是提供一种能够克服现有机电产品加工工艺及装备行业所存在的问题,不仅去毛刺工作效率高、切实可行,且占用劳动力少的三维去毛刺工艺及工作站。
5.其技术方案为:去毛刺对象是回转类工件,外圆和内孔均呈直径大小不等的2段阶梯形状,外圆大端设有4个圆周方向均布的径向阶梯孔,远离工件小端的一端设有4对、每对2个圆周方向均布的径向沉孔,小端设有4个圆周方向均布的轴向半圆孔,大端端面设有1个轴向工艺孔;去毛刺工艺如下:a. 抓取、吹屑及装夹:从去毛刺前的指定位置抓取1件工件移动至可圆周方向对零的去毛刺工位上方,吹落定位元件上的切屑等杂物后,将工件在定位元件上准确定位并夹紧;b. 圆周方向对零:转动装夹元件和工件,准确记忆工件大端端面的轴向工艺孔在圆周方向上的相对位置;c. 小端棱线、大小端连接处棱线及各径向孔棱线去毛刺:依此去除工件小端的各棱线、大小端连接处的各棱线以及各径向孔的棱线上的毛刺;d. 抓取、调头、吹屑及装夹:抓取已去除小端棱线、大小端连接处棱线及各径向孔棱线上毛刺后的工件转移至另一装夹组件的气动卡盘上方、并将工件调头,吹落定位元件上的切屑等杂物后,将工件在定位元件上准确定位并夹紧;e. 大端棱线去毛刺:去除工件大端的各棱线上的毛刺;f. 抓取及摆放:抓取已完成全部去毛刺任务的工件摆放至去毛刺后的指定位置。
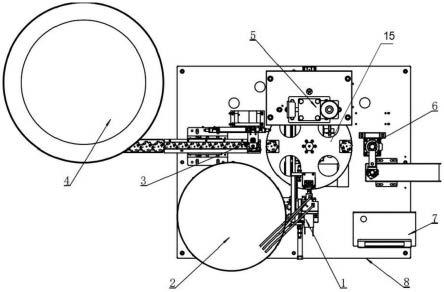
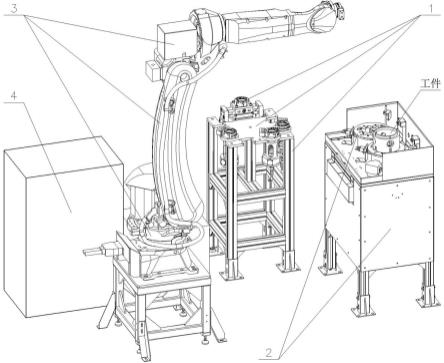
6.所述的三维去毛刺工艺所配套的工作站,包括工作台、工装组件、机器人和控制组件,工作台包括工作台架、装夹组件、吹屑装置、定位检测装置、夹紧检测装置和零点超程检测装置,其中工作台架包括工作台架体、切削液收集盒和护板,工作台架体呈缺少1面的6面箱体型结构,并通过缺少的1面扣放于地面上,一侧侧板的靠近顶板处装有切削液收集盒,
工作台架体的顶板上方除了装有切削液收集盒的一侧面之外装有呈u形的护板;装夹组件包括卡盘驱动装置和气动卡盘,2件卡盘驱动装置分别安装在工作台架体的顶板下平面,卡盘驱动装置的输出轴向上穿过顶板后的伸出端分别装有气动卡盘,气动卡盘的上端面装有定位销;工作台架体的顶板上方、2件装夹组件周围分别装有1件吹屑装置、1件定位检测装置和1件夹紧检测装置,1件装夹组件周围装有零点超程检测装置;工装组件包括工装台、抓取组件和快换刀具,其中工装台包括工装台架和工装台板,呈空间框架结构的工装台架置于地面,朝上的1面装有工装台板;抓取组件包括抓取缸和抓取夹头,抓取缸放置在工装台的工装台板上平面的一侧边缘处,两端水平伸出的伸缩杆末端均装有内侧设有凸块的抓取夹头,工装台的工装台板的其它边缘处挂装有快换刀具;具有6条回转轴的机器人的支架置于地面,远离支架的最远端设有抓取头;控制组件包括总控制器和机器人控制器,总控制器和机器人控制器均置于地面。
7.本发明在现有技术基础上,针对回转类工件的去毛刺工艺如下:a. 抓取、吹屑及装夹:从去毛刺前的指定位置抓取1件工件移动至去毛刺工位上方,该工位可对工件进行圆周方向对零,即记忆工件圆周方向的准确位置;然后吹落定位元件上的切屑等杂物,并将工件在定位元件上准确定位后进行夹紧;b. 圆周方向对零:转动装夹元件和工件,准确记忆工件大端端面的轴向工艺孔在圆周方向上的相对位置,以便于准确去除工件圆柱面上的径向孔棱线上的毛刺;c. 小端棱线、大小端连接处棱线及各径向孔棱线去毛刺:依此去除工件小端的各棱线、大小端连接处的各棱线以及各径向孔的棱线上的毛刺;d. 抓取、调头、吹屑及装夹:抓取已去除小端棱线、大小端连接处棱线及各径向孔棱线上毛刺后的工件转移至另一装夹组件的气动卡盘上方,并将工件调头;吹落定位元件上的切屑等杂物后,再次将工件在定位元件上准确定位并夹紧;e. 大端棱线去毛刺:去除工件大端的各棱线上的毛刺;f. 抓取及摆放:抓取已完成全部去毛刺任务的工件摆放至去毛刺后的指定位置。
8.工作台的工作台架的工作台架体呈缺少1面的6面箱体型结构,并通过缺少的1面扣放于地面上;一侧侧板的靠近顶板处装有切削液收集盒,以便将加工过程中喷洒在加工表面、然后洒落在工作台架体顶面的切削液收集起来,过滤后供循环使用;工作台架体的顶板上方除了装有切削液收集盒的一侧面之外的其他边缘处装有呈u形的护板,以防止工装或工件滑落。装夹组件的2件卡盘驱动装置分别安装在工作台架体的顶板下平面,卡盘驱动装置的输出轴向上穿过顶板后的伸出端分别装有气动卡盘,气动卡盘的上端面装有定位销,工件定位时,以限制工件绕着自身轴线的转动这个自由度;工作台架体的顶板上方、2件装夹组件周围分别装有1件吹屑装置、1件定位检测装置和1件夹紧检测装置;更换工件时,2件吹屑装置可分别将洒落在气动卡盘上的切屑吹落,以防止影响定位精度;工件在定位过程中,2件定位检测装置可分别检测工件的定位是否准确,当工件已准确定位时便将“准确定位”信号发送至控制组件的总控制器;工件在夹紧过程中,2件夹紧检测装置可分别检测工件的夹紧是否可靠,当工件已可靠夹紧时便将“可靠夹紧”信号发送至控制组件的总控制器;1件装夹组件周围装有零点超程检测装置,工件在靠近零点超程检测装置的装夹组件上定位夹紧之后,气动卡盘带动定位销连同工件转动至指定位置时,零点超程检测装置记忆、并标记为“零点角度”,以便于准确加工工件圆柱面上的径向孔;另外,零点超程检测装置还
会限制气动卡盘和工件的转动角度,当转动角度达到π时,零点超程检测装置便向控制组件的总控制器发出信号,进而总控制器控制气动卡盘连同工件反向转动,以防止气动卡盘的供气管路缠绕在气动卡盘上。工装组件的工装台的工装台架呈空间框架结构,工装台架置于地面,朝上的1面装有工装台板;抓取组件的抓取缸放置在工装台的工装台板上平面的一侧边缘处,抓取夹头一侧设有凸块,2件抓取夹头分别安装在抓取缸两端水平伸出的伸缩杆末端、且抓取夹头的凸块朝向内侧,工装台的工装台板的其它边缘处挂装有快换刀具。机器人具有6条回转轴,机器人的支架置于地面,远离支架的最远端设有绕着机器人的第6轴转动的抓取头,抓取头与工装组件的抓取组件和快换刀具均可连接。控制组件的总控制器和机器人控制器均置于地面,总控制器用于控制整个三维去毛刺工作站工作,机器人控制器用于控制机器人工作。
9.其工作原理为:启动三维去毛刺工作站,去毛刺过程如下:a. 机器人的抓取头与工装组件的抓取组件连接,并通过抓取头带动抓取组件绕着机器人的第6轴转动π/2、即使得设置在抓取组件的抓取夹头上的凸块向上转动至抓取组件的抓取缸一侧;抓取头带动抓取组件移动至去毛刺前的指定位置,当抓取夹头的2件凸块对准工件的径向孔时,抓取缸启动,两端的伸缩杆同时缩回,并带动2件抓取夹头将凸块分别插入工件的2个径向孔内;工作台上周围设有零点超程检测装置的1件吹屑装置对着装夹组件吹出高速气流,将气动卡盘上的磨屑吹落;进而抓取头带动抓取组件夹持着工件移动至周围设有零点超程检测装置的装夹组件的气动卡盘上方,当工件一端的轴向工艺孔对准设置在气动卡盘上端面的定位销时,抓取缸反向启动,两端的伸缩杆同时伸出,并带动抓取夹头将凸块从工件的径向孔内拨出,从而将工件放置在气动卡盘上;当定位检测装置检测到工件一端端面和轴向工艺孔在气动卡盘上准确定位后,便将“准确定位”信号发送至控制组件的总控制器,气动卡盘启动,3个卡爪将工件夹紧;b. 当夹紧检测装置检测已可靠夹紧时便将“可靠夹紧”信号发送至控制组件的总控制器,气动卡盘带动定位销连同工件转动至指定位置时,零点超程检测装置记忆、并标记为“零点角度”;c. 机器人的抓取头从工装组件抓取快换刀具,依次去除工件上端面各棱线的毛刺及工件外圆柱面上的各径向孔棱线的毛刺;在此过程中,当气动卡盘和工件的转动角度达到π时,零点超程检测装置便向控制组件的总控制器发出信号,进而总控制器控制气动卡盘连同工件反向转动,陆续去除工件外圆柱面上的其他径向孔棱线的毛刺;d. 机器人的抓取头再次与工装组件的抓取组件连接,并抓取已去除完上端面的各棱线及工件外圆柱面上的各径向孔棱线的工件转移至周围无零点超程检测装置的装夹组件的气动卡盘上方、并调头;工作台上周围未设置零点超程检测装置的1件吹屑装置对着装夹组件吹出高速气流,将气动卡盘上的磨屑吹落;然后重复如前所述的定位、夹紧过程;e. 机器人的抓取头再次从工装组件抓取快换刀具,去除工件另一端面各棱线的毛刺;f. 机器人的抓取头再次与工装组件的抓取组件连接,并抓取已完成全部去毛刺任务的工件摆放至去毛刺后的指定位置后,返回至去毛刺前的指定位置。
10.重复上述各个抓取、吹屑、定位、夹紧、检测和去毛刺动作,依此类推,周而复始。
11.本发明与现有本领域现状相比,从工件的抓取、吹屑、定位、夹紧和去毛刺等各个
动作过程全部自动完成,不仅生产效率高、质量好、生产工艺安全可行,且占用劳动力少;由于设有零点超程检测装置,可准备记忆、标记为“零点角度”,以便于准确去除工件圆柱面上的径向孔棱线上的毛刺;另外,零点超程检测装置还会限制气动卡盘和工件的转动角度,当转动角度达到π时,零点超程检测装置便向控制组件的总控制器发出信号,进而总控制器控制气动卡盘连同工件反向转动,以防止气动卡盘的供气管路缠绕在气动卡盘上。
附图说明
12.图1是本发明实施例的轴测图;图2是本发明图1所示实施例工作台的轴测图;图3是本发明图2所示实施例工件台架的轴测图;图4是本发明图2所示实施例装夹组件的轴测图;图5是本发明图1所示实施例工装组件的轴测图;图6是本发明图5所示实施例工装台的轴测图;图7是本发明图5所示实施例抓取组件的轴测图;图8是本发明图1所示实施例机器人的轴测图;图9是本发明图1所示实施例控制组件的轴测图;图10是本发明所加工对象的回转类工件的轴测图。
具体实施方式
13.1、工作台11、工作台架111、工作台架体112、切削液收集盒113、护板12、装夹组件121、卡盘驱动装置122、气动卡盘123、定位销13、吹屑装置14、定位检测装置15、夹紧检测装置16、零点超程检测装置2、工装组件21、工装台211、工装台架21、工装台板22、抓取组件221、抓取缸222、抓取夹头23、快换刀具3、机器人31、支架32、抓取头4、控制组件41、总控制器42、机器人控制器。
14.针对回转类工件的去毛刺工艺如下:a.抓取、吹屑及装夹:从去毛刺前的指定位置抓取1件工件移动至去毛刺工位上方,该工位可对工件进行圆周方向对零,即记忆工件圆周方向的准确位置;然后吹落定位元件上的切屑等杂物,并将工件在定位元件上准确定位后进行夹紧;b.圆周方向对零:转动装夹元件和工件,准确记忆工件大端端面的轴向工艺孔在圆周方向上的相对位置,以便于准确去除工件圆柱面上的径向孔棱线上的毛刺;c.小端棱线、大小端连接处棱线及各径向孔棱线去毛刺:依此去除工件小端的各棱线、大小端连接处的各棱线以及各径向孔的棱线上的毛刺;d.抓取、调头、吹屑及装夹:抓取已去除小端棱线、大小端连接处棱线及各径向孔棱线上毛刺后的工件转移至另一装夹组件的气动卡盘上方,并将工件调头;吹落定位元件上的切屑等杂物后,再次将工件在定位元件上准确定位并夹紧;e.大端棱线去毛刺:去除工件大端的各棱线上的毛刺;f.抓取及摆放:抓取已完成全部去毛刺任务的工件摆放至去毛刺后的指定位置。
15.在图1-图9所示的实施例中:工作台1的工作台架11的工作台架体111呈缺少1面的6面箱体型结构,并通过缺少的1面扣放于地面上;一侧侧板的靠近顶板处装有切削液收集
盒112,以便将加工过程中喷洒在加工表面、然后洒落在工作台架体111顶面的切削液收集起来,过滤后供循环使用;工作台架体111的顶板上方除了装有切削液收集盒112的一侧面之外的其他边缘处装有呈u形的护板113,以防止工装或工件滑落。装夹组件的2件卡盘驱动装置121分别安装在工作台架体111的顶板下平面,卡盘驱动装置121的输出轴向上穿过顶板后的伸出端分别装有气动卡盘122,气动卡盘122的上端面装有定位销123,工件定位时,以限制工件绕着自身轴线的转动这个自由度;工作台架体111的顶板上方、2件装夹组件12周围分别装有1件吹屑装置13、1件定位检测装置14和1件夹紧检测装置15;更换工件时,2件吹屑装置13可分别将洒落在气动卡盘122上的切屑吹落,以防止影响定位精度;工件在定位过程中,2件定位检测装置14可分别检测工件的定位是否准确,当工件已准确定位时便将“准确定位”信号发送至控制组件4的总控制器41;工件在夹紧过程中,2件夹紧检测装置15可分别检测工件的夹紧是否可靠,当工件已可靠夹紧时便将“可靠夹紧”信号发送至控制组件4的总控制器41;1件装夹组件12周围装有零点超程检测装置16,工件在靠近零点超程检测装置16的装夹组件12上定位夹紧之后,气动卡盘122带动定位销123连同工件转动至指定位置时,零点超程检测装置16记忆、并标记为“零点角度”,以便于准确加工工件圆柱面上的径向孔;另外,零点超程检测装置16还会限制气动卡盘122和工件的转动角度,当转动角度达到π时,零点超程检测装置16便向控制组件4的总控制器41发出信号,进而总控制器41控制气动卡盘122连同工件反向转动,以防止气动卡盘122的供气管路缠绕在气动卡盘122上。工装组件2的工装台21的工装台架211呈空间框架结构,工装台架211置于地面,朝上的1面装有工装台板212;抓取组件22的抓取缸221放置在工装台21的工装台板212上平面的一侧边缘处,抓取夹头222一侧设有凸块,2件抓取夹头222分别安装在抓取缸221两端水平伸出的伸缩杆末端、且抓取夹头222的凸块朝向内侧,工装台21的工装台板212的其它边缘处挂装有快换刀具23。机器人3具有6条回转轴,机器人3的支架31置于地面,远离支架31的最远端设有绕着机器人3的第6轴转动的抓取头32,抓取头32与工装组件2的抓取组件22和快换刀具23均可连接。控制组件4的总控制器41和机器人控制器42均置于地面,总控制器41用于控制整个三维去毛刺工作站工作,机器人控制器42用于控制机器人3工作。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。