1.本实用新型涉及电气设备领域,尤其涉及一种连续加工系统。
背景技术:
2.现有的流水线设备涉及多个工序加工,由于加工类型不同,则存在其中一个加工工序加工时长较长,下一加工工序需要等待后才能继续进行;在不间断的流水线运行中,会产生某一加工装置等待上一加工装置加工的情况,进而导致加工效率低,存在加工时长长的问题。因此,有必要提供一种安全可靠的连续加工系统和以解决上述问题,进而满足市场使用发展需要。
技术实现要素:
3.本实用新型提供了一种连续加工系统,旨在提高在部件端的流水线加工中提高加工效率,并减少不同加工装置之间的间隔时间。
4.本实用新型公开了一种连续加工系统,其按照加工顺序依次包括用于将胚料加工成料架的粗加工平台、用于将料架加工成半成品的整料平台和用于将半成品加工成成品的精加工平台、多个输送带和多个输送组件;多个所述输送带分别设置于所述粗加工平台、整料平台和精加工平台的一侧;多个所述输送组件能够往返于所述粗加工平台、整料平台、精加工平台和多个所述输送带之间,以将所述粗加工平台的料架、整料平台的半成品和精加工平台的成品移动至所述输送带上;
5.所述输送带包括至少两级皮带和驱动组件,所述驱动组件与所述皮带驱动连接,至少两级所述皮带呈梯形构造设置,且设置于上层的所述皮带短于设置于下层的所述皮带。
6.在本实用新型一实施方式的连续加工系统中,所述粗加工平台包括切料装置和热压成型装置,所述热压成型装置设置于所述切料装置的一端,所述切料装置用于将胚料裁切成料片,所述热压成型装置用于将料片热压形成料架。
7.在本实用新型一实施方式的连续加工系统中,所述输送带包括第一传送带,所述第一传送带设置于所述切料装置和所述热压成型装置之间;所述第一传送带将料片由靠近所述切料装置的一端运输至最大程度接近所述热压成型装置的另一端;所述输送组件包括第一移动机构,所述第一移动机构能够往返于所述热压成型装置和所述第一传送带之间,使得所述第一移动机构将设置在所述第一传送带上的料片移动至所述热压成型装置上。
8.在本实用新型一实施方式的连续加工系统中,所述输送带包括第二传送带,所述第二传送带设置于所述第一移动机构和所述整料平台之间,所述第一移动机构将料架移动至所述第二传送带的一端,使得料架被运输至所述第二传送带的另一端,以使得料架最大程度接近所述整料平台;所述第二传送带上设置有冷却组件,所述冷却组件用于将料架冷却。
9.在本实用新型一实施方式的连续加工系统中,所述整料平台包括粗切装置、涂胶
装置和干胶装置,所述粗切装置设置于所述涂胶装置的一端,所述干胶装置设置于所述涂胶装置的另一端,所述粗切装置用于粗切料架的边缘,所述涂胶装置用于在料架上涂抹胶水,所述干胶装置用于将胶水风干。
10.在本实用新型一实施方式的连续加工系统中,所述输送组件包括第二移动机构,所述第二移动机构能够往返于所述粗切装置、所述涂胶装置和所述输送带之间;使得所述第二移动机构将位于所述输送带上的料架移动至所述粗切装置上,所述第二移动机构再将料架由所述粗切装置移动至所述涂胶装置上。
11.在本实用新型一实施方式的连续加工系统中,所述输送带包括第三传送带,所述第三传送带设置于所述干胶装置上;所述干胶装置包括爪架和干胶风机;所述爪架设置于所述干胶风机中,所述爪架勾取料架并带动料架在所述干胶风机中移动,所述爪架将料架由所述干胶风机的一端移动至所述干胶风机的另一端;所述干胶风机的另一端设置有升降机构,所述升降机构将风干的半成品移动至所述第三传送带上;所述第三传送带将半成品由靠近所述升降机构的一端运输至最大程度接近所述精加工平台的另一端。
12.在本实用新型一实施方式的连续加工系统中,所述精加工平台包括填料装置、覆膜装置和精切装置,所述填料装置设置于所述覆膜装置的一端,所述精切装置设置于所述覆膜装置的另一端,所述填料装置用于填充半成品,所述覆膜装置用于在半成品上覆盖膜料形成成品,所述精切装置用于切割成品后完成出料。
13.在本实用新型一实施方式的连续加工系统中,所述输送组件包括第三移动机构,所述第三移动机构能够往返于所述输送带、所述填料装置以及所述覆膜装置之间;使得所述第三移动机构将设置于所述输送带上的半成品移动至所述填料装置上,所述第三移动机构将位于所述填料装置上的半成品移动至所述覆膜装置上。
14.在本实用新型一实施方式的连续加工系统中,所述输送带包括第四传送带,所述第四传送带设置于所述覆膜装置的一侧,所述第三移动机构将成品移动至所述第四传送带上;所述第四传送带将成品由靠近所述覆膜装置的一端运输至最大程度接近所述精切装置的另一端;所述输送组件包括第四移动机构,所述第四移动机构能够往返于所述第四传送带和所述精切装置之间,使得所述第四移动机构将设置于第四传送带上的成品移动至所述精切装置上。
15.本技术实施例提供的技术方案可以包括以下有益效果:本技术设计了一种连续加工系统,通过在输送带上设置有至少两级皮带,使得在连续加工过程中产生的料架,或半成品,或成品有至少一个能够被运输到下一平台进行加工,以减短下一平台等待产品加工的时间,达到提高加工效率的目的;同时,设置于上层皮带的两端至少一端短于设置于下层的皮带的一端,在连续加工过程中产生的料架,或半成品,或成品有至少一个最靠近下一工序的加工工位,通过减短输送带与加工工位之间的距离,使得输送组件抓取料架,或半成品,或成品的效率更高。
16.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
17.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使
用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是本技术一实施例提供的一种连续加工系统的加工顺序示意图;
19.图2是本技术一实施例提供的一种切料装置的结构示意图;
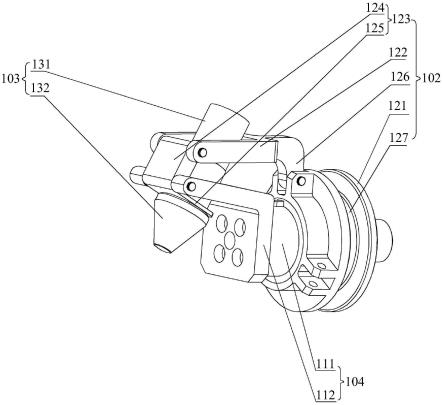
20.图3是本技术一实施例提供的一种涂胶装置的结构示意图;
21.图4是本技术一实施例提供的一种填料装置的结构示意图;
22.图5是本技术一实施例提供的一种升降组件的结构示意图;
23.图6是本技术一实施例提供的一种输送带的结构示意图;
24.图7是本技术一实施例提供的另一种输送带的结构示意图;
25.图8是本技术一实施例提供的一种输送组件的示意图;
26.图9是本技术一实施例提供的一种料片的示意图;
27.图10是本技术一实施例提供的一种料架的示意图;
28.图11是本技术一实施例提供的一种半成品的示意图;
29.图12是本技术一实施例提供的一种成品的示意图。
30.附图标记说明:
31.100、连续加工系统;200、粗加工平台;210、切料装置;211、第一气缸;212、压切刀;220、热压成型装置;221、伺服热压成型机;222、第一升降组件;300、整料平台;310、粗切装置;320、涂胶装置;321、滚轮;322、第一驱动件;330、干胶装置;331、爪架;332、干胶风机;400、精加工平台;410、填料装置;411、料台;412、移料机械手;413、工作台;420、覆膜装置;421、第二升降组件;422、伺服热压成型机;430、精切装置;500、输送带;510、第一传送带;520、第二传送带;521、冷却组件;530、第三传送带;540、第四传送带;550、皮带;560、驱动组件;501、第一工位;502、第二工位;503、第三工位;504、第四工位;600、输送组件;610、第一移动机构;620、第二移动机构;630、第三移动机构;640、第四移动机构;700、料片;710、料架;720、半成品;730、成品。
具体实施方式
32.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.下面结合附图,对本实用新型的一些实施方式作详细说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
34.如图1至图12所示,本技术提供的一种连续加工系统100,其按照加工顺序依次包
括用于将胚料加工成料架710的粗加工平台200、用于将料架710加工成半成品720的整料平台300和用于将半成品720加工成成品730的精加工平台400、多个输送带500和多个输送组件600;多个输送带500分别设置于粗加工平台200、整料平台300和精加工平台400的一侧;多个输送组件600能够往返于粗加工平台200、整料平台300、精加工平台400和多个输送带500之间,以将粗加工平台200的料架710、整料平台300的半成品720和精加工平台400的成品730抓夹至输送带500上。
35.实施性的,该输送带500包括第一传送带510、第二传送带520、第三传送带530和第四传送带540,该第一传送带510设置于粗加工平台200上;该第二传送带520设置于整料平台300上;该第二传送带520和第三传送带530设置于整料平台300上;该第四传送带540设置于精加工平台400上;该输送组件600包括第一移动机构610、第二移动机构620、第三移动机构630和第四移动机构640;该第一移动机构610设置于粗加工平台200上并往返于粗加工平台200、第一传送带510和第二传送带520之间,将料架710移动至第二传送带520上;该第二移动机构620设置于整料平台300上并往返于整料平台300和第二传送带520之间,将料架710由第二传送带520移动至整料平台300上;该第三移动机构630和第四移动机构640设置于精加工平台400上并往返于精加工平台400和第三传送带530之间,该第三移动机构630将半成品720由第三传送带530移动至精加工平台400上,该第四移动机构640将成品730由第四传送带540移动至精加工平台400上的另一加工位置。
36.其中,该输送带500包括至少两级皮带550和驱动组件560,该驱动组件560与皮带550驱动连接,至少两级皮带550呈梯形构造设置,且设置于上层的皮带550两端至少一端短于设置于下层的皮带550的一端;在本实施例中,该运输带能够将完成好加工工序的料片700、或料架710、或半成品720,或成品730移动至最接近下一工序的粗加工平台200,或整料平台300,或精加工平台400上。
37.综上,相比现有技术,该连续加工系统100至少具有以下有益效果:通过在输送带500上设置有至少两级皮带550,使得在连续加工过程中产生的料架710,或半成品720,或成品730有至少一个能够被运输到下一平台进行加工,以减短下一平台等待产品加工的时间,达到提高加工效率的目的;同时,设置于上层皮带550的两端至少一端短于设置于下层的皮带550的一端,在连续加工过程中产生的料架710,或半成品720,或成品730有至少一个最靠近下一工序的加工工位,通过减短输送带500与加工工位之间的距离,使得输送组件600抓取料架710,或半成品720,或成品730的效率更高。
38.在一个可选的实施方式中,该粗加工平台200包括切料装置210和热压成型装置220,该热压成型装置220设置于切料装置210的一端,该切料装置210用于将胚料裁切成料片700,该热压成型装置220用于将料片700热压形成料架710;在本实施例中,该切料装置210包括第一气缸211和压切刀212,该压切刀212与第一气缸211驱动连接,该第一气缸211驱动压切刀212将胚料裁切成料片700;该热压成型装置220包括伺服热压成型机221和第一升降组件222,该第一升降组件222带动料片700上升至伺服热压成型机221中热压,使得料片700被热压成料架710。
39.其中,该第一传送带510设置于切料装置210和热压成型装置220之间,该第一移动机构610能够活动地往返热压成型装置220和第一传送带510之间,使得料片700被第一移动机构610由第一传送带510移动至热压成型装置220上;在本实施例中,该第一传送带510上
设置有第一工位501和第二工位502,该第一工位501和第二工位502分别设置于该第一传送带510的两端,该第一工位501最大程度靠近切料装置210,该第二工位502最大程度靠近热压成型装置220,该切料装置210的上方设置有机械手,该机械手将切料装置210产生的料片700分别运输至不同的皮带550上的第一工位501,使得该料片700能够被第一传送带510运输至最大程度接近热压成型装置220的位置(即第二工位502),该第一移动机构610将位于第二工位502的料片700移动至热压成型装置220上加工成料架710。
40.在一个可选的实施方式中,该第二传送带520上设置有冷却组件521,该冷却组件521用于将料架710冷却,该第二传送带520设置于该第一移动机构610和整料平台300之间,该第一移动机构610将料架710移动至第二传送带520的一端,使得料架710被运输至该第二传送带520的另一端,以使得料架710最大程度接近所述整料平台300;在本实施例中,第二传送带520的一端与热压成型装置220连接,该第一移动机构610为机械手,该第一移动机构610移动热压好的料架710至第二传送带520的一端上;该第二传送带520设置于上层的皮带550两端均短于设置于下层的皮带550的两端,该第二传送带520上的冷却组件521罩设于皮带550上并露出该皮带550的两端,该皮带550将料架710由第二传送带520另一端运输至第二传送带520的另一端的过程中,该冷却组件521将热压好的料架710冷却;其中,该冷却组件521为风罩及风扇,该风扇设置于风罩中,该风罩开设有多个通风孔以实现皮带550带动料架710移动时能够排出风罩中的热气。
41.在一个可选的实施方式中,该整料平台300包括粗切装置310、涂胶装置320和干胶装置330,该粗切装置310设置于涂胶装置320的一端,该干胶装置330设置于涂胶装置320的另一端,该粗切装置310用于粗切料架710的边缘,该涂胶装置320用于在料架710上涂抹胶水,该干胶装置330用于将胶水风干;在本实施例中,该粗切装置310包括第二气缸和裁切刀,该第二气缸与裁切刀驱动连接,该第二气缸驱动裁切刀裁切料架710的周缘;该涂胶装置320包括滚轮321和第一驱动件322,该滚轮321上涂抹有浇水,该第一驱动件322驱动滚轮321转动将设置于滚轮321上的料架710涂抹上胶水。
42.其中,该干胶装置330包括爪架331和干胶风机332;该爪架331设置于干胶风机332中,该爪架331勾取涂胶装置320上涂抹好胶水的料架710并带动料架710在干胶风机332中移动,该爪架331将料架710由干胶风机332的一端移动至干胶风机332的另一端,使得涂抹胶水的料架710被风干;该干胶装置330的另一端设置有升降机构,且第三传送带530设置于干胶装置330上,该升降机构用于将风干的半成品720移动至第三传送带530的一端,该第三传送带530将半成品720移动至最接近精加工平台400的一侧;在本实施例中,该第三传送带530的一端与升降机构连接,该第三传送带530的另一端设置于上层的皮带550短于设置于下层的皮带550,该第三传送带530将半成品720由靠近升降机构的一端运输至最大程度接近精加工平台400的另一端;该干胶风机332包括第二驱动件、链条、风扇和风罩(图中未示),该爪架331安装于链条上,该链条与第二驱动件驱动连接,该风罩罩设于链条上,该风扇设置于风罩中;实施性的,该第二驱动件驱动链条转动,安装于链条上的爪架331料架710在干胶风机332移动,风扇将涂抹胶水的料架710风干,风罩防止胶水四溅。
43.在一个可选的实施方式中,该第二移动机构620能够往返于粗切装置310、涂胶装置320和输送带500(具体为第二传送带520)之间;该第二移动机构620先将位于输送带500上的料架710移动至粗切装置310上,该第二移动机构620再将粗切装置310上的料架710移
动至涂胶装置320上;在本实施例中,该第二移动机构620为机械手,该第二移动机构620设置于第二传送带520另一端冷却好的料架710移动至粗切装置310上,再将粗切好的料架710移动至涂胶装置320上。
44.在一个可选的实施方式中,该精加工平台400包括填料装置410、覆膜装置420和精切装置430,该填料装置410设置于覆膜装置420的一端,该精切装置430设置于覆膜装置420的另一端,该填料装置410用于将填充风干的半成品720,该覆膜装置420用于在半成品720上覆盖膜料形成成品730,该精切装置430用于切割成品730后完成出料;在本实施例中,该填料装置410包括料台411、移料机械手412和工作台413,该工作台413上放置风干的半成品720,该移料机械手412将料台411上的填料材料移动至工作台413上,工作台413将填料材料填充至风干的半成品720上;该覆膜装置420包括第二升降组件421、撕膜组件(图中未示)、伺服热压成型机422和膜料(图中未示),该撕膜组件将膜料覆盖与填好填料材料的半成品720上,该第二升降组件421带动覆盖膜料的半成品720上升至伺服热压成型机422中热压,使得半成品720被热压成成品730;其中,该精切装置430精切成品730的边缘,该精切装置430的尾端具有一出料工位,完成精切装置430的成品730通过出料工位出料。
45.在一个可选的实施方式中,该第三移动机构630能够活动地往返输送带500(具体为第三传送带530)、填料装置410以及覆膜装置420之间;该第三移动机构630先将设置于输送带500上的半成品720移动至填料装置410上,该第三移动机构630再将设置于填料装置410上的半成品720移动至覆膜装置420上;在本实施例中,该第三移动机构630为机械手,该第三移动机构630将设置于第三传送带530上被风干的料架710移动至填料装置410上,该填料装置410填充完半成品720后,该第三移动机构630再将填料的半成品720移动至覆膜装置420上覆膜。
46.实施性的,该输送带500包括第四传送带540,该第四传送带540设置于覆膜装置420的一侧,第三移动机构630将覆膜的成品730移动至第四传送带540上;其中,第四移动机构640能够往返于第四传送带540和精切装置430之间,该第四移动机构640将设置于第四传送带540上的成品730移动至精切装置430上;在本实施例中,该第四传送带540包括第三工位503和第四工位504,该第三工位503和第四工位504分别设置于第四传送带540的两端,该第三工位503最大程度靠近覆膜装置420,该第四工位504最大程度靠近精切装置430,第三移动机构630将覆膜的成品730移动至第三工位503上,使得该成品730能够被第四传送带540运输至最大程度接近热压成型装置220的位置,该第四移动机构640将位于第四工位504的成品730移动至精切装置430上进行精加工后出料;其中,该第三移动机构630和第四移动机构640均为机械手。
47.实施性,第一传送带510、第二传送带520、第三传送带530和第四传送带540上的皮带550为至少一条;第一移动机构610、第二移动机构620、第三移动机构630和第四移动机构640可以设置多个;在本实施例中,如该第一传送带510上的皮带550为三个;该第一移动机构610对应设置有三个。
48.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。