1.本实用新型涉及包装盒生产技术领域,具体涉及一种全自动多功能磁铁铁片安装机。
背景技术:
2.随着当今通讯行业的日益发达,各种手机及电子配件的生产俱增。每个电子产品都需要相应的包装盒,一个高档漂亮的包装盒必定为产品带来良好的形象,增加使用者的购买欲,高档包装盒都带有可打开的盒盖,顾客彩打开面盖后即能通过透明视窗清楚看到盒内的电子产品,比如:蓝牙耳机,充电器等;这种高档包装盒通常具有两个特点:一是带自吸的活动盖,实现盒盖自吸的原理是通过盒体与盒盖内分别贴有两个超薄的磁铁和铁片来实现的,二是带有能看到内部产品的透明视窗口,透明ppt胶片材质的产品透视窗口,采用透明薄片与盒体通过特种胶水粘合,但是上述生产工序目前市场上全是依靠手工来完成,缺点是生产效率低,贴合位置不准确,不能满足实际生产的需求。
3.综合上述,成为本领域技术人员亟待要解决的技术问题。
技术实现要素:
4.本实用新型的目的在于提供一种全自动多功能磁铁铁片安装机,整机综合挖孔工序、喷胶工序、贴片工序、磁铁铁片供料工序、供胶工序等为一体,使得包装盒生产实现自动生产,大大提高了生产效率,提高了包装盒粘贴的准确性,并且减少了生产人员,为高档包装盒生产水平上了一个新台阶。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种全自动多功能磁铁铁片安装机,包括纸板上料装置,传输装置,沿传输装置输送方向设置的的挖孔装置、点胶装置、粘贴装置、磁铁铁片上料装置、供胶装置,以及与供胶装置配合工作的贴胶带机。
7.纸板上料装置为可调节通道结构供料机构,根据实际生产需要,可将机构调节为双通道结构,供两张小型纸板同时通过作业;当对大型纸板作业时,可将将机构调节为单通道结构,供大型纸板通过作业。
8.传输装置包括传输装置ⅰ和传输装置ⅱ,传输装置ⅰ和传输装置ⅱ均设置有平移滑块机构。
9.挖孔装置包括铝材支撑板,连接在两两铝材支撑板上的铝材梁,铝材梁上设置有x轴直线导轨,以及连接在x轴直线导轨上的y轴导轨安装铝材,y轴导轨安装铝材上设置有y轴直线导轨,y轴直线导轨上连接有两组相对应设置的挖孔机构;
10.挖孔机构包括导轨安装板,连接在导轨安装板上的伺服电机,连接在导轨安装板上的z轴直线导轨,连接z轴直线导轨上的滑块,连接在滑块上的导轨丝杆连接座,导轨丝杆连接座上连接有滚柱丝杆,滚柱丝杆还与伺服电机连接,导轨丝杆连接座上还连接有挖孔主轴电机安装座,挖孔主轴电机安装座上连接有主轴电机,主轴电机上连接有铣孔刀,铣孔
刀外部包围有密封伸缩柱。
11.挖孔工序采用伺服驱动丝杆传动,深度控制精密。高速主轴电机旋转铣孔刀,达到研磨的效果使挖孔更美观深度更精准。铣孔刀外部包围的密封伸缩柱,其作用起密封作用使吸尘器将铣孔的灰尘吸干净避免灰尘外溢到外部空间,也可以将变形的纸板压平进行铣孔使铣孔深度更精准。
12.点胶装置包括冷胶点胶机构和热胶点胶机构。其设计作用是热胶是起到初固定,冷胶是最终粘固,优点就是避免冷胶干的慢,避免热胶粘的不牢。
13.粘贴装置包括铝材支撑板,连接在两两铝材支撑板上的铝材梁,以及连接在两两铝材梁之间的铝材梁支柱,铝材梁支柱上设置有两组直线导轨,每组直线导轨上连接有三组粘贴机构;
14.粘贴机构包括导轨安装板,连接在导轨安装板上表面的电机安装座,连接在电机安装座上的伺服电机;连接在导轨安装板下表面的直线导轨,连接在直线导轨上的滑块,连接在滑块上的滑块连接板,连接在滑块连接板上的连接板,连接在连接板上的气缸安装板,连接在气缸安装板上的气缸,以及穿设在气缸安装板上的吸嘴杆,吸嘴杆由上至下设有直线轴承、吸嘴杆限位套ⅰ、吸嘴杆固定座、吸嘴杆限位套ⅱ、吸嘴,气缸输出端穿过气缸安装板与嘴杆固定座连接。
15.两两导轨铝材梁之间连接有导向组件,导向组件包括连接在铝材梁上的支撑板固定板,连接在支撑板固定板上导向轴支撑板,连接在导向轴支撑板上的锁紧块,连接在锁紧块上的轴承固定板,连接在轴承固定板上的直线轴承,连接在两两直线轴承之间的导向轴。
16.磁铁铁片上料装置包括铁片供料机构,与铁片供料机构连接的磁铁供料机构;铁片供料机构包括连接板,连接两连接板之间的导杆ⅰ和导杆ⅱ,其中,导杆ⅰ上穿设模具座ⅰ并与气缸连接,导杆ⅱ穿设模具座ⅱ并与气缸连接,导杆ⅲ穿设模具座ⅰ和模具座ⅱ,导杆ⅲ远离模具座ⅰ的一端连接有进料块,进料块上连接有直线轴承,直线轴承上连接有连接块,连接块和模具座ⅱ上连接有接近开关座,接近开关座上连接有接近开关,模具座ⅱ上连接有步进电机,步进电机连接有丝杆,丝杆的另一端穿过进料块连接至连接块,进料块与模具座ⅱ之间连接有顶杆,模具座ⅰ和模具座ⅱ之间连接有铁片模具。
17.磁铁供料机构包括与铁片供料机构上的连接板连接的磁铁部固定板,连接在两磁铁部固定板之间的磁铁部调节杆,连接在磁铁部调节杆上的调节块,连接在磁铁部调节杆上的导向座,连接在导向座上的导向块,连接在导向块上的滑槽,连接在滑槽内的滑条,控制滑条运动的气缸,气缸输出端连接有连接块,连接块与滑条连接,滑条远离气缸的一端连接供料块,滑槽上设置有模具座,模具座上设置有模具,连接在模具内的压杆,压杆上连接有压头。
18.供胶装置包括热胶槽安装座,两热胶槽安装座之间设置有胶槽,胶槽内设置有过胶滚筒和发热管,过胶滚筒两端连接有深沟球轴承,深沟球轴承连接在轴承座上,轴承座连接在胶槽外,胶槽外设置有隔热垫板、胶槽盖板以及调胶板,热胶槽安装座的一侧连接有电机安装板,电机安装板上连接有电机,电机输出端连接有链条连接,链条连接的另一端连接过胶滚筒。
19.贴胶带机包括机架,连接在机架上的输送带,连接在机架上的贴头安装架组件;贴头安装架组件包括对称设置的贴头支撑板,连接在贴头支撑板上的贴头调节座,连接在两
贴头调节座之间的贴头调节杆和调节螺杆,套设在贴头调节杆上的贴头固定座,贴头固定座上设置胶带贴头;贴头支撑板上开设有弧形槽,贴头调节座为t型结构,其中的一端连接贴头支撑板,另一端通过轴型零件连接在贴头支撑板弧形槽内,贴头调节座中部与气缸连接。
20.本实用新型的有益效果:提供一种全自动多功能磁铁铁片安装机,整机综合挖孔工序、喷胶工序、贴片工序、磁铁铁片供料工序、供胶工序等为一体,使得包装盒生产实现自动生产,大大提高了生产效率,提高了包装盒粘贴的准确性,并且减少了生产人员,为高档包装盒生产水平上了一个新台阶。
21.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
22.图1所示为本实用新型全自动多功能磁铁铁片安装机结构示意图;
23.图2所示为本实用新型挖孔装置结构示意图;
24.图3所示为本实用新型挖孔装置结构示意图;
25.图4所示为本实用新型粘贴装置结构示意图;
26.图5所示为本实用新型粘贴装置结构示意图;
27.图6所示为本实用新型磁铁铁片上料装置结构示意图;
28.图7所示为本实用新型磁铁铁片上料装置结构示意图;
29.图8所示为本实用新型供胶装置、贴胶带机结构示意图;
30.图9所示为本实用新型供胶装置结构示意图;
31.图10所示为本实用新型贴胶带结构示意图;
32.图11所示为本实用新型贴胶带结构示意图。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
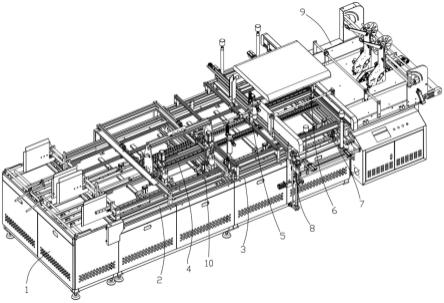
34.参阅附图1-11,本实施例提供一种全自动多功能磁铁铁片安装机,包括纸板上料装置1,传输装置,沿传输装置输送方向设置的的挖孔装置4、点胶装置5、粘贴装置6、磁铁铁片上料装置7、供胶装置8,以及与供胶装置8配合工作的贴胶带机9。
35.本实施例的纸板上料装置1为可调节通道结构供料机构,根据实际生产需要,可将机构调节为双通道结构,供两张小型纸板同时通过作业;当对大型纸板作业时,可将将机构调节为单通道结构,供大型纸板通过作业。
36.本实施例的传输装置包括传输装置ⅰ2和传输装置ⅱ3,传输装置ⅰ2和传输装置ⅱ3均设置有平移滑块机构10。
37.本实施例的挖孔装置4包括铝材支撑板41,连接在两两铝材支撑板41上的铝材梁42,铝材梁42上设置有x轴直线导轨43,以及连接在x轴直线导轨43上的y轴导轨安装铝材
44,y轴导轨安装铝材44上设置有y轴直线导轨45,y轴直线导轨45上连接有两组相对应设置的挖孔机构40;
38.挖孔机构40包括导轨安装板400,连接在导轨安装板400上的伺服电机401,连接在导轨安装板400上的z轴直线导轨402,连接z轴直线导轨402上的滑块403,连接在滑块403上的导轨丝杆连接座404,导轨丝杆连接座404上连接有滚柱丝杆405,滚柱丝杆405还与伺服电机401连接,导轨丝杆连接座404上还连接有挖孔主轴电机安装座406,挖孔主轴电机安装座406上连接有主轴电机407,主轴电机407上连接有铣孔刀408,铣孔刀408外部包围有密封伸缩柱。
39.通过上述设计,解决了传统挖孔工序普通采用传统方式人工手动去挖孔或是半自动化的,满足精确挖孔的位置要求,以及对孔洞的形状和深度能保证一定的精度,利用控制系统和传感器自动控制挖孔工作,提高对孔洞的形状和深度能保证一定的精度,采用双挖孔机构可以保证设备同时对多个产品或一个产品进行多个挖孔操作,在保证孔洞的形状和深度质量的同时提高效率。
40.挖孔工序采用伺服驱动丝杆传动,深度控制精密。高速主轴电机旋转铣孔刀,达到研磨的效果使挖孔更美观深度更精准。铣孔刀外部包围的密封伸缩柱,其作用起密封作用使吸尘器将铣孔的灰尘吸干净避免灰尘外溢到外部空间,也可以将变形的纸板压平进行铣孔使铣孔深度更精准。
41.本实施例的点胶装置5包括冷胶点胶机构和热胶点胶机构,其设计作用是热胶是起到初固定,冷胶是最终粘固,优点就是避免冷胶干的慢,避免热胶粘的不牢。
42.本实施例的粘贴装置6包括铝材支撑板61,连接在两两铝材支撑板61上的铝材梁62,以及连接在两两铝材梁62之间的铝材梁支柱63,铝材梁支柱63上设置有两组直线导轨64,每组直线导轨64上连接有三组的粘贴机构65;
43.粘贴机构65包括导轨安装板650,连接在导轨安装板650上表面的电机安装座651,连接在电机安装座651上的步进电机652;连接在导轨安装板650下表面的直线导轨653,连接在直线导轨653上的滑块,连接在滑块上的滑块连接板654,连接在滑块连接板654上的连接板655,连接在连接板655上的气缸安装板656,连接在气缸安装板656上的气缸657,以及穿设在气缸安装板656上的吸嘴杆658,吸嘴杆658由上至下设有直线轴承659、吸嘴杆限位套ⅰ6510、吸嘴杆固定座6511、吸嘴杆限位套ⅱ6512、吸嘴6513,气缸657输出端穿过气缸安装板656与嘴杆固定座6511连接。
44.两两导轨铝材梁62之间连接有导向组件69,导向组件69包括连接在铝材梁62上的支撑板固定板690,连接在支撑板固定板690上导向轴支撑板691,连接在导向轴支撑板691上的锁紧块692,连接在锁紧块692上的轴承固定板693,连接在轴承固定板693上的直线轴承694,连接在两两直线轴承694之间的导向轴695。
45.通过上述设计,满足精确粘贴的位置要求,利用控制系统和传感器自动控制粘贴工作,提升粘贴效率,多工位分布可以保证设备同时对多个产品进行粘贴,在保证粘贴质量的同时提高粘贴效率。
46.本实施例的磁铁铁片上料装置7包括铁片供料机构71,与铁片供料机构71连接的磁铁供料机构72;铁片供料机构71包括连接板710,连接两连接板710之间的导杆ⅰ711和导杆ⅱ712,其中,导杆ⅰ711上穿设模具座ⅰ713并与气缸714连接,导杆ⅱ712穿设模具座ⅱ715
并与气缸连接,导杆ⅲ716穿设模具座ⅰ713和模具座ⅱ715,导杆ⅲ716远离模具座ⅰ713的一端连接有进料块717,进料块717上连接有直线轴承718,直线轴承718上连接有连接块719,连接块719和模具座ⅱ715上连接有接近开关座7191,接近开关座7191上连接有接近开关,模具座ⅱ715上连接有步进电机7192,步进电机7192连接有丝杆7193,丝杆7193的另一端穿过进料块717连接至连接块719,进料块717与模具座ⅱ715之间连接有顶杆7194,模具座ⅰ713和模具座ⅱ715之间连接有铁片模具7195。
47.磁铁供料机构72包括与铁片供料机构71上的连接板710连接的磁铁部固定板720,连接在两磁铁部固定板720之间的磁铁部调节杆721,连接在磁铁部调节杆721上的调节块722,连接在磁铁部调节杆722上的导向座723,连接在导向座723上的导向块724,连接在导向块724上的滑槽725,连接在滑槽725内的滑条726,控制滑条726运动的气缸727,气缸输出端连接有连接块728,连接块728与滑条726连接,滑条726远离气缸的一端连接供料块729,滑槽725上设置有模具座7291,模具座7290上设置有模具7292,连接在模具7292内的压杆7293,压杆7293上连接有压头7294。
48.通过上述设计,解决现有装置中铁片容易发生倾斜导致装置无法正常运行,产品质量不好,生产效率低的问题。
49.本实施例的供胶装置8包括热胶槽安装座820,两热胶槽安装座820之间设置有胶槽821,胶槽821内设置有过胶滚筒822和发热管,过胶滚筒822两端连接有深沟球轴承,深沟球轴承连接在轴承座823上,轴承座823连接在胶槽821外,胶槽821外设置有隔热垫板824、胶槽盖板825以及调胶板826,热胶槽安装座的820一侧连接有电机安装板827,电机安装板827上连接有电机828,电机828输出端连接有链条连接829,链条连接829的另一端连接过胶滚筒。
50.通过上述设计,采用双边同步工作的供胶机构,解决了传统技术单边供胶机构工作,在贴好的磁铁贴片表面贴膜,进行加固,避免冷胶干的慢不能立马收料需要较长的输送带传输占地面积大,也避免热熔胶粘贴不牢固导致下工位铁片磁铁掉落产生不良品,有效提高效率。
51.本实施例的贴胶带机9包括机架,连接在机架上的输送带910,连接在机架上的贴头安装架组件911;贴头安装架组件911包括对称设置的贴头支撑板912,连接在贴头支撑板912上的贴头调节座913,连接在两贴头调节座913之间的贴头调节杆914和调节螺杆915,套设在贴头调节杆914上的贴头固定座916,贴头固定座916上设置胶带贴头917;贴头支撑板912上开设有弧形槽918,贴头调节座913为t型结构,其中的一端连接贴头支撑板912,另一端通过轴型零件连接在贴头支撑板912弧形槽918内,贴头调节座913中部与气缸919连接。
52.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本实用新型技术方案的内容,依据本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。