1.本技术涉及铆接设备领域,尤其是涉及一种无耗材铆接枪。
背景技术:
2.铆接是利用铆钉的变形将两个工件铆接在一起的连接方式,这种加工工艺俗称压铆,多用于两个板材之间的连接加工。先将两个工件打孔,而后将两个工件的孔位对齐,将铆钉穿过两个工件的通孔,利用铆接机将铆钉挤压变形,变形后的铆钉抵接在两个工件相互远离的一侧进而实现对两个工件的铆接。
3.针对上述中的相关技术,在铆接的过程中需要消耗一定量的铆钉,提高了企业加工成本,且需要将工件预先打孔,然后在孔中穿设铆钉,加工工艺繁琐复杂,不利于提高生产效率。
技术实现要素:
4.为了改善铆接时消耗铆钉增加企业成本和预打孔再穿设铆钉降低生产效率的情况,本技术提供一种无耗材铆接枪。
5.本技术提供的一种无耗材铆接枪采用如下的技术方案:
6.一种无耗材铆接枪,包括:
7.枪体,设置有用于放置待铆接工件的铆接槽;
8.铆接爪,能够靠近或远离铆接槽往复运动,趋向铆接槽运动时冲压多个工件,工件对应被冲压处形成弯曲部,弯曲部位于工件远离滑块一侧;
9.铆接块,设置于枪体对应铆接槽和工件远离铆接爪一侧,铆接爪使工件形成弯曲部后,铆接块向工件运动并挤压工件的弯曲部。
10.通过采用上述方案,铆接爪在驱动组件的推动下将工件冲出通孔的同时,利用冲孔的废料形成弯曲部,铆接爪和铆接块配合将弯曲部向工件挤压折叠,最终使弯曲部形成铆接结构,使多个工件铆接在一起。改善了利用铆钉铆接时需要消耗材料的情况,降低了企业的加工成本;改善了先打孔再穿设铆钉的工序,打孔和铆接同步完成,提高了企业的生产效率。
11.优选的,铆接爪设置有两个,两个铆接爪靠近铆接槽一端均设置有冲压斜面,冲压斜面使工件被冲出的弯曲部与工件的连接处位于两个铆接爪相互靠近的一侧。
12.优选的,两个铆接爪靠近冲压斜面位置处均设置有弧形的第一导向面,两个第一导向面设置于两个铆接爪相互靠近一侧,两个第一导向面使两个弯曲部向相互靠近的方向弯曲。
13.优选的,铆接块靠近铆接槽一侧设置有弧形的第二导向面,第二导向面的弧口朝向铆接槽。
14.通过采用上述方案,铆接爪利用倾斜的冲压斜面将工件冲破并形成弯曲部,弧形的第一导向面使弯曲部向相互靠近的方向弯曲,铆接块的第二导向面进一步的挤压弯曲
部,弯曲部在第一导向面和第二导向面的依次作用下紧密折叠挤压在一起,叠放在一起的工件在折叠挤压的弯曲部的作用下铆接在一起。
15.优选的,枪体设置有沿枪体长度方向滑动的滑块,滑块开设有用于安装两个铆接爪的安装槽,滑块对应两个铆接爪相互远离一侧均设置有波珠螺丝,两个波珠螺丝分别抵接于两个铆接爪相互远离一侧。
16.通过采用上述方案,铆接爪将工件冲压出弯曲部的过程中,工件对冲压斜面和第一导向面的反作用力使两个铆接爪受到相互远离的力,两个铆接爪在波珠螺丝的缓冲下向相互远离的方向摆动和变形。
17.优选的,安装槽设置有两个沿枪体长度方向设置的导向段和一个垂直枪体长度方向的抵接段,两个铆接爪远离铆接槽位置处均设置有抵接部,抵接部设置于两个铆接爪相互靠近一侧;铆接爪的抵接部位于安装槽的抵接段,抵接部远离铆接槽一侧抵接于抵接段远离铆接槽的侧壁,安装槽的抵接段对应两个抵接部之间位置处设置有具有弹性的缓冲块,两个抵接部抵接于缓冲块。
18.通过采用上述方案,在铆接冲压时,两个铆接爪的抵接部则向相互靠近的方向运动,缓冲块利用自身的形变缓冲两个抵接部相互靠近的力。波珠螺丝和缓冲块相互配合,在给铆接爪适当摆动空间的同时对铆接爪提供支撑和缓冲,降低铆接爪在工件反作用力下发生塑性形变的概率。
19.优选的,枪体设置有驱动滑块滑动的驱动组件,驱动组件包括:
20.活塞腔,沿枪体长度方向开设于枪体内,活塞腔内设置有沿枪体长度方向滑动的活塞杆,活塞腔连接于压力气源或液压站,活塞腔增压时,活塞杆驱动滑块向铆接槽滑动;
21.第一复位弹簧,给活塞杆远离铆接槽方向的力。
22.通过采用上述方案,活塞腔内被加压时,活塞杆通过滑块带动铆接爪向铆接槽运动,活塞腔内减压时,第一复位弹簧推动活塞杆和铆接爪复位。
23.优选的,活塞杆的截面积大于铆接爪的截面积。
24.通过采用上述方案,便于铆接爪将活塞杆受到的压力进一步集中,即进一步增大对工件产生的压强,增大对气源的压力气体产生的压强的放大倍数,提高铆接效果。
25.优选的,枪体靠近铆接块位置处设置有第二复位弹簧,第二复位弹簧给铆接块远离工件的力。
26.通过采用上述方案,在铆接动作完成后,第二复位弹簧便于铆接块恢复到初始状态,铆接块的第二导向面转动到远离滑块位置处。
27.综上所述,本技术具有以下有益效果:
28.1.铆接爪在驱动组件的推动下将工件冲出通孔的同时,利用冲孔的废料形成弯曲部,铆接爪和铆接块配合将弯曲部向工件挤压折叠,最终使弯曲部形成铆接结构,使多个工件铆接在一起;
29.2.改善了利用铆钉铆接时需要消耗材料的情况,降低了企业的加工成本;
30.3.改善了先打孔再穿设铆钉的工序,打孔和铆接同步完成,提高了企业的生产效率。
附图说明
31.图1是本技术实施例的一种无耗材铆接枪的结构示意图;
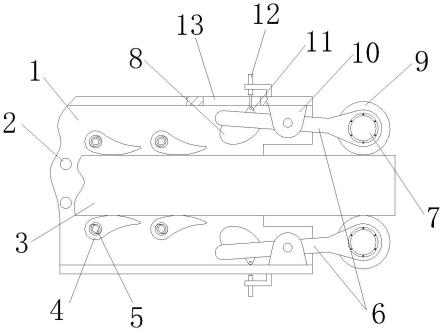
32.图2是本技术实施例的一种无耗材铆接枪的剖视图;
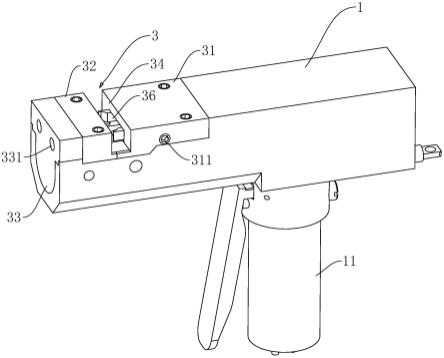
33.图3是本技术实施例的一种无耗材铆接枪的突出铆接爪的结构示意图;
34.图4是本技术实施例的一种无耗材铆接枪的突出铆接块的结构示意图。
35.附图标记说明:1、枪体;11、握把;2、驱动组件;21、活塞腔;22、活塞杆;23、凸块;24、第一复位弹簧;25、垫板;3、铆接组件;31、第一封盖;311、波珠螺丝;32、第二封盖;321、导向槽;33、第三封盖;331、让位孔;34、铆接槽;35、滑块;351、安装槽;3511、导向段;3512、抵接段;352、缓冲块;36、铆接爪;361、冲压斜面;362、第一导向面;363、抵接部;37、铆接块;371、第二导向面;372、引导槽;38、顶块;381、第二复位弹簧。
具体实施方式
36.以下结合附图1-4对本技术作进一步详细说明。
37.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
39.本技术实施例公开一种无耗材铆接枪,参照图1和图2,包括枪体1和握把11,握把11固接于枪体1长度方向的一侧,枪体1设置有用于将多个工件铆接在一起铆接组件3和直接驱动铆接组件3的驱动组件2。
40.参照图1和图2,铆接组件3包括沿枪体1长度方向依次排列的第一封盖31、第二封盖32和第三封盖33,第三封盖33位于枪体1的一端,第一封盖31、第二封盖32和第三封盖33均螺栓连接于枪体1,第一封盖31和第二封之间盖留有空隙,第一封盖31和第二封之间形成铆接槽34,铆接槽34垂直枪体1的长度方向,工件能够插设于铆接槽34。
41.参照图2和图3,第一封盖31和枪体1之间滑动连接有滑块35,滑块35沿枪体1长度滑动,滑块35设置于铆接槽34远离第三封盖33一侧,滑块35在驱动组件2的驱动下趋向或远离铆接槽34运动。滑块35连接有两个铆接爪36,铆接爪36长度方向平行枪体1的长度方向,两个铆接爪36靠近铆接槽34一端到第二封盖32的距离相等。铆接爪36随滑块35向铆接槽34运动时冲压多个工件,工件对应被冲压处形成弯曲部,弯曲部位于工件远离滑块35一侧。
42.参照图2和图3,第二封盖32对应铆接爪36位置处开设有导向槽321,导向槽321沿铆接爪36长度方向设置,铆接爪36能够沿自身长度方向在导向槽321中滑动。导向槽321提
高铆接爪36滑动过程中的稳定性,降低铆接爪36在工件的反作用力下发生弯曲变形的概率。第三封盖33对应导向槽321位置处开设有让位孔331,让位孔331沿导向槽321长度方向,让位孔331连通于导向槽321。让位孔331降低铆接爪36与第三封盖33发生碰撞的概率,也便于铆接过程中产生的碎屑排出枪体1。
43.参照图2和图3,第三封盖33靠近铆接槽34位置处转动连接有铆接块37,铆接块37的转动中心靠近铆接块37的中部,铆接块37的转动平面平行枪体1的长度方向。铆接块37一端在驱动组件2的驱动下向第一封盖31转动,铆接块37挤压工件的弯曲部,铆接块37使多个工件的弯曲部折叠在一起。
44.参照图3和图4,两个铆接爪36靠近铆接槽34一端均开设有冲压斜面361,两个冲压斜面361由两个铆接爪36相互远离方向到两个铆接爪36相互靠近方向向滑块35倾斜,冲压斜面361使工件被冲出的弯曲部与工件的连接处位于两个铆接爪36相互靠近的一侧。两个铆接爪36靠近冲压斜面361位置处均开设有弧形的第一导向面362,两个第一导向面362设置于两个铆接爪36相互靠近一侧,两个第一导向面362的弧口朝向铆接槽34设置,两个第一导向面362使两个弯曲部向相互靠近的方向弯曲。铆接块37靠近铆接槽34一侧开设有弧形的第二导向面371,第二导向面371的弧口朝向铆接槽34,第二导向面371将两个弯曲部向滑块35方向继续弯曲折叠。
45.参照图2和图3,滑块35靠近第一封盖31一侧开设有安装槽351,安装槽351设置有两个沿铆接爪36长度方向设置的导向段3511和一个垂直枪体1长度方向的抵接段3512,抵接段3512连接两个导向段3511。铆接爪36安装于导向段3511中,铆接爪36与导向段3511侧壁存在间隙,两个铆接爪36远离铆接槽34位置处均固接有抵接部363,抵接部363设置于两个铆接爪36相互靠近一侧,抵接部363位于安装槽351的抵接段3512,抵接部363远离铆接槽34一侧抵接于抵接段3512远离铆接槽34的侧壁。安装槽351的抵接段3512对应两个抵接部363之间位置处放置有具有弹性的缓冲块352,缓冲块352可由橡胶或塑料制成,缓冲块352用于缓冲两个抵接部363相互靠近的力。第一封盖31对应两个铆接爪36相互远离一侧均螺纹连接有波珠螺丝311,两个波珠螺丝311分别抵接于两个铆接爪36相互远离一侧。在铆接冲压时,两个铆接爪36的抵接部363则向相互靠近的方向运动,缓冲块352利用自身的形变缓冲两个抵接部363相互靠近的力。波珠螺丝311和缓冲块352相互配合,在给铆接爪36适当摆动空间的同时对铆接爪36提供支撑和缓冲,降低铆接爪36在工件反作用力下发生塑性形变的概率。
46.参照图2和图3,驱动组件2包括开设于枪体1内的活塞腔21,活塞腔21沿枪体1长度方向设置,活塞腔21滑动密封有沿枪体1长度方向滑动的活塞杆22,活塞杆22的截面积大于铆接爪36的截面积。活塞腔21连接于压力气源或液压站,活塞杆22由压力气体或液压油驱动,活塞腔21增压时,活塞杆22驱动滑块35向铆接槽34滑动。
47.参照图2和图3,滑块35固接于活塞杆22靠近铆接槽34位置处,活塞杆22靠近铆接槽34一端固接有凸块23,凸块23能够抵接于铆接块37远离第二导向面371位置处,凸块23推动铆接块37远离第二导向面371位置处向第二封盖32转动时,第二导向面371向铆接槽34转动。铆接块37使多个工件的弯曲部折叠在一起。
48.参照图2和图3,铆接块37远离第二导向面371位置处开设有引导槽372,引导槽372位于铆接块37远离凸块23一侧,第三封盖33对应引导槽372位置处固接有第二复位弹簧
381,第二复位弹簧381沿枪体1长度方向设置,第二复位弹簧381远离第三封盖33一端固接有顶块38,第二复位弹簧381给顶块38抵接铆接块37的力,顶块38抵接于铆接块37对应引导槽372位置处。在铆接动作完成后,第二复位弹簧381便于铆接块37恢复到初始状态,铆接块37的第二导向面371转动到远离滑块35位置处。顶块38与引导槽372的滑动配合提高第二复位弹簧381伸缩过程中的稳定性和第二复位弹簧381与抵接块接触的顺滑度。
49.参照图2和图3,第三封盖33对应活塞杆22位置处固接有垫板25,垫板25抵接有第一复位弹簧24,第一复位弹簧24沿枪体1长度方向设置,第一复位弹簧24远离垫板25一端抵接于活塞杆22靠近铆接槽34一端,第一复位弹簧24给活塞杆22远离铆接槽34方向的力,活塞腔21减压后,第一复位弹簧24推动活塞杆22和滑块35远离铆接槽34运动。垫板25降低第一复位弹簧24干涉铆接块37的概率。
50.本技术实施例的实施原理为:铆接爪36利用倾斜的冲压斜面361将工件冲破并形成弯曲部,弧形的第一导向面362使弯曲部向相互靠近的方向弯曲,铆接块37的第二导向面371进一步的挤压弯曲部,弯曲部在第一导向面362和第二导向面371的依次作用下紧密折叠挤压在一起,叠放在一起的工件在折叠挤压的弯曲部的作用下铆接在一起。铆接爪36在驱动组件2的推动下将工件冲出通孔的同时,利用冲孔的废料形成弯曲部,铆接爪36和铆接块37配合将弯曲部向工件挤压折叠,最终使弯曲部形成铆接结构,使多个工件铆接在一起。改善了利用铆钉铆接时需要消耗材料的情况,降低了企业的加工成本;改善了先打孔再穿设铆钉的工序,打孔和铆接同步完成,提高了企业的生产效率。
51.本技术实施例改善铆接时消耗铆钉增加企业成本和预打孔再穿设铆钉降低生产效率的情况。
52.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。