1.本实用新型涉及发动机燃油分配管钎焊领域,特别是一种在线分配管自动钎焊冷却装置。
背景技术:
2.在分配管的生产过程中的自动钎焊阶段,生产线通过网带把分配管带入钎焊炉中进行钎焊。网带通过滑动摩擦在水套的内腔体动作,带动分配管移动。由于长时间的摩擦,会造成内腔体的磨损,特别是在高温的环境下,磨损会更加剧烈,从而导致水套被磨损,导致穿孔损坏。现有技术中,冷却水腔的长度短于内腔体长度,使得内腔体暴露在冷却水腔外的部分无法得到有效的降温,加速了水套的磨损。
技术实现要素:
3.本实用新型的目的在于提供一种在线分配管自动钎焊冷却装置,用于解决上述传统技术中的问题。
4.本实用新型提供一种在线分配管自动钎焊冷却装置,其特征在于,由冷却水腔和内腔体构成;所述冷却水腔包含第一端盖、第二端盖和中空的环状柱体;所述第一端盖和所述第二端盖分别与所述环状柱体的两端密封连接,与所述环状柱体的外壁一起形成密封的水套;在所述外壁上布置进水口和出水口,冷却水从所述进水口进入从所述出水口离开,带走所述水套内的热量;所述内腔体为管状,贴合套装在所述环状柱体的内部;当钎焊完成的产品在网带的驱动下从所述内腔体的产品入口进入并从产品出口离开时,所述产品的热量经过所述内腔体被传导至所述水套中,由所述冷却水带走;所述内腔体的所述产品入口一端与所述冷却水腔一端对齐或者位于所述冷却水腔内部。
5.进一步地,所述冷却水腔分为上水腔和下水腔;所述上水腔位于所述下水腔上方,在所述上水腔和所述下水腔之间形成供所述内腔体穿过的空腔;在所述上水腔和所述下水腔之间设置管道连通,供所述冷却水通过。
6.进一步地,所述上水腔的截面外侧为矩形,截面内侧的形状与内腔体截面的外侧的顶部形状配合;所述下水腔的截面外侧为矩形,截面内侧的形状与内腔体截面的外侧的底部形状配合。
7.进一步地,所述内腔体的截面上部为三角形,下部为矩形。
8.进一步地,所述进水口设置在所述下水腔底部,所述出水口设置在所述上水腔的顶部。
9.进一步地,所述进水口在所述出水口的下方。
10.进一步地,所述进水口的数目大于等于所述出水口数目。
11.进一步地,进水口数量为2个,所述出水口数量为1个。
12.进一步地,所述进水口沿所述环状柱体的轴向均匀分布。
13.进一步地,所述出水口沿所述环状柱体的轴向均匀分布。
14.本实用新型的在线分配管自动钎焊冷却装置,通过外层冷却水腔完全包裹内层内腔体的技术方案,与现有技术相比,具有显著特点为,通过快速有效的降低整个内腔体内的温度,从而降低内腔体的磨损,增加水套的使用寿命。本实用新型适用于产线在线生产方式,速度快,效率高,操作便捷,工艺可靠性好,经济效益显著。
附图说明
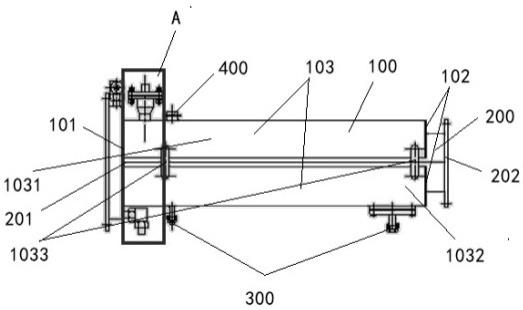
15.图1是本实用新型在线分配管自动钎焊冷却装置的一个较佳实施例的结构示意图;
16.图2是图1 的截面剖视图;
17.图3是现有技术中在线分配管自动钎焊冷却装置的结构示意图。
18.其中,100-冷却水腔,200-内腔体,300-进水口,400-出水口,500-网带;
19.101-第一端盖,102-第二端盖,103-环状柱体;
20.1031-上水腔,1032-下水腔,1033-管道;
21.201-产品入口,202-产品出口。
具体实施方式
22.以下将结合附图说明本实用新型的具体实施例。
实施例
23.请参阅图1和图2,本实用新型在线分配管自动钎焊冷却装置,它的一个较佳实施例,由冷却水腔100、内腔体200、进水口300和出水口400构成。
24.冷却水腔100是一个密封体,包含第一端盖101、第二端盖102和中空的环状柱体103。第一端盖101和第二端盖102固定在环状柱体103的两端,与环状柱体103密封连接。第一端盖101、第二端盖102和环状柱体103的外壁构成了一个密封空间,成为冷却装置的水套。内腔体200为管状,其截面上部为三角形,下部为矩形。内腔体200贴合套装在水套的环状柱体103的内壁上,方便快速传递热量。在具体的实践中,环状柱体103由分别加工的上水腔1031和下水腔1031组合而成。上水腔1031的截面外侧为矩形,截面内侧的形状与内腔体200的顶部的三角形形状配合,相互贴合。下水腔1032的截面外侧为矩形,截面内侧的形状与内腔体200的底部的矩形形状配合,相互贴合。当位于上方的上水腔1031和位于下方的下水腔1032完成装配后,形成环状柱体103。在上水腔1031和下水腔1032之间形成的空腔,则成为环状柱体103的中空部分,供内腔体200从中穿过。在上水腔1031和下水腔1032之间设置管道1033连通,供冷却水通过。
25.在冷却水腔100的环状柱体103的外壁上布置有进水口300和出水口400。进水口300(冷水)布置在出水口400(热水)的下方,从而保证热量流动方向和水流方向一致。同时,进水口300的数目应当大于等于出水口400数目。具体而言,本实施例中,2个进水口300在下水腔1032的底部,沿着轴向均匀分布;1个出水口400在上水腔1031的顶部,沿着轴向均匀分布。冷却水(冷水)从进水口300进入,吸收热量后,从出水口400离开,带走热量。
26.当钎焊完成的产品在网带500的驱动下从内腔体200的左侧的产品入口201进入并从右侧的产品出口202离开时,产品的热量经过内腔体200被传导至水套中,被冷却水带走。
产品通过内腔体200时,产品温度同时降低。为确保产品并快速有效的降温,减少网带500对内腔体200的磨损,内腔体200上的产品入口201应当与冷却水腔100一端对齐或者位于冷却水腔100内部空间中。本实施例中,产品入口201应当与冷却水腔100一端对齐(图1中区域a)。
27.请参阅图3,在现有技术中,内腔体200上的产品入口201伸出冷却水腔100,在第一端盖101的外部。此时,内腔体200位于产品入口201处的部分区域无冷却(图3中区域a)。在这个区域,产品始终于高温状态,内腔体200与网带500同时在高温状态下摩擦,造成磨损加剧,导致内腔体200被快速磨损穿孔损坏。改善后,由于产品一进入内腔体200就被迅速降温,内腔体200处于恒定的低温温度状态下,在同样的滑动摩擦的状态下,网带与内腔体200的磨损降低,增加冷却装置的使用寿命。
28.综上所述仅为本实用新型的较佳实施例而已,并非用来限定本实用新型的实施范围。即凡依本实用新型申请专利范围的内容所作的等效变化与修饰,都应为本实用新型的技术范畴。
技术特征:
1.一种在线分配管自动钎焊冷却装置,其特征在于,由冷却水腔和内腔体构成;所述冷却水腔包含第一端盖、第二端盖和中空的环状柱体;所述第一端盖和所述第二端盖分别与所述环状柱体的两端密封连接,与所述环状柱体的外壁一起形成密封的水套;在所述外壁上布置进水口和出水口,冷却水从所述进水口进入从所述出水口离开,带走所述水套内的热量;所述内腔体为管状,贴合套装在所述环状柱体的内部;当钎焊完成的产品在网带的驱动下从所述内腔体的产品入口进入并从产品出口离开时,所述产品的热量经过所述内腔体被传导至所述水套中,由所述冷却水带走;所述内腔体的所述产品入口一端与所述冷却水腔一端对齐或者位于所述冷却水腔内部。2.如权利要求1所述的在线分配管自动钎焊冷却装置,其特征在于,所述冷却水腔分为上水腔和下水腔;所述上水腔位于所述下水腔上方,在所述上水腔和所述下水腔之间形成供所述内腔体穿过的空腔;在所述上水腔和所述下水腔之间设置管道连通,供所述冷却水通过。3.如权利要求2所述的在线分配管自动钎焊冷却装置,其特征在于,所述上水腔的截面外侧为矩形,截面内侧的形状与内腔体截面的外侧的顶部形状配合;所述下水腔的截面外侧为矩形,截面内侧的形状与内腔体截面的外侧的底部形状配合。4.如权利要求1所述的在线分配管自动钎焊冷却装置,其特征在于,所述内腔体的截面上部为三角形,下部为矩形。5.如权利要求2或3所述的在线分配管自动钎焊冷却装置,其特征在于,所述进水口设置在所述下水腔底部,所述出水口设置在所述上水腔的顶部。6.如权利要求1至4中任一所述的在线分配管自动钎焊冷却装置,其特征在于,所述进水口在所述出水口的下方。7.如权利要求1至4中任一所述的在线分配管自动钎焊冷却装置,其特征在于,所述进水口的数目大于等于所述出水口数目。8.如权利要求7所述的在线分配管自动钎焊冷却装置,其特征在于,进水口数量为2个,所述出水口数量为1个。9.如权利要求1至4中任一所述的在线分配管自动钎焊冷却装置,其特征在于,所述进水口沿所述环状柱体的轴向均匀分布。10.如权利要求1至4中任一所述的在线分配管自动钎焊冷却装置,其特征在于,所述出水口沿所述环状柱体的轴向均匀分布。
技术总结
本实用新型涉及发动机燃油分配管钎焊领域,特别是一种在线分配管自动钎焊冷却装置,由冷却水腔和内腔体构成;所述冷却水腔包含第一端盖、第二端盖和中空的环状柱体;所述第一端盖和所述第二端盖分别与所述环状柱体的两端密封连接,与所述环状柱体的外壁一起形成密封的水套。快速有效的降低整个内腔体内的温度,从而降低内腔体的磨损,增加水套的使用寿命。命。命。
技术研发人员:杨旭 刘礼民 蔡伟毅 冀伟涛
受保护的技术使用者:赛沃智造(上海)科技有限公司
技术研发日:2021.12.24
技术公布日:2022/6/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。