1.本发明属于模具技术领域,尤其是涉及一种提升铸件合格率的换向阀加工用模具。
背景技术:
2.换向阀是具有两种以上流动形式和两个以上油口的方向控制阀。是实现液压油流的沟通、切断和换向,以及压力卸载和顺序动作控制的第一阀门。换向阀一般通过铸造成型,传统铸造工艺都是采用底部进料方式,铸件底部补缩能力足,顶部无补缩能力,铸件铸造缺陷多,产品合格率低。
技术实现要素:
3.本技术的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本技术的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
4.本发明为了克服现有技术的不足,提供一种提升铸件合格率的换向阀加工用模具。
5.为了实现上述目的,本发明采用以下技术方案:一种提升铸件合格率的换向阀加工用模具,包括:下模,被构造成具有一个铸造换向阀的下模腔;上模,被构造成具有一个铸造换向阀的上模腔;若干侧模,连接至下模和上模上封闭下模腔和上模腔;下模上设有进料管以将进料点设置于换向阀中部。
6.进一步的,下模上设有分料下腔,上模上设有分料上腔,进料管与分料下腔相通,上模和上模合并时,分料下腔和分料上腔侧壁贴合形成分料腔。
7.进一步的,提升铸件合格率的换向阀加工用模具还包括:密封板,用于封闭分料腔;驱动件,用于推动密封板以垂直于分料腔方向做直线运动;上模上设有用于容纳密封板的活动腔。
8.进一步的,上模上设有进料管,进料管设于进料管下方,进料管内设有第一阀门。
9.进一步的,提升铸件合格率的换向阀加工用模具还包括:第一连接板,用于连接驱动件和密封板;密封板沿平行于分料腔方向滑动连接于第一连接板上。
10.进一步的,密封板侧壁上设有挡板,挡板贴合分料上腔底壁。
11.进一步的,密封板上设有密封块,密封板上设有供密封块插设的第一活动槽,第一活动槽内设有支撑弹簧。
12.进一步的,分料下腔顶部设有第一斜槽,密封块顶部设有第二斜槽。
13.进一步的,提升铸件合格率的换向阀加工用模具还包括:第一推板,设于密封板一侧;推杆,与第一推板相连;驱动件推动推杆移动时,推杆推动第一推板往进料管方向移动。
14.进一步的,进料管的顶部设有第一导槽。
15.本发明的有益之处在于:提供一种铸件变形量小、铸造缺陷少、铸件合格率高的提
升铸件合格率的换向阀加工用模具。
附图说明
16.构成本技术的一部分的附图用来提供对本技术的进一步理解,使得本技术的其它特征、目的和优点变得更明显。本技术的示意性实施例附图及其说明用于解释本技术,并不构成对本技术的不当限定。
17.另外,贯穿附图中,相同或相似的附图标记表示相同或相似的元素。应当理解附图是示意性的,元件和元素不一定按照比例绘制。
18.在附图中:
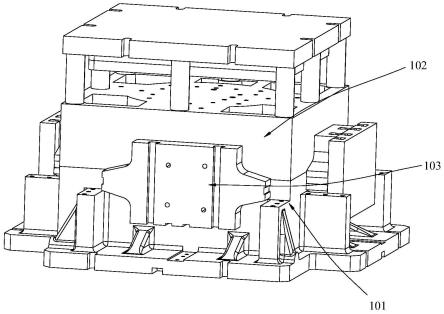
19.图1为根据本发明一种实施例中的提升铸件合格率的换向阀加工用模具的结构示意图;
20.图2为图1所示实施例中提升铸件合格率的换向阀加工用模具的剖视图;
21.图3为根据本发明另一种实施例中的提升铸件合格率的换向阀加工用模具的剖视图;
22.图4为图3所示实施例中提升铸件合格率的换向阀加工用模具的第一推板处的放大图;
23.图5为图3所示实施例中提升铸件合格率的换向阀加工用模具的进料管处的放大图;
24.图6为根据本发明又一种实施例中的提升铸件合格率的换向阀加工用模具的剖视图;
25.图7为图6所示实施例中提升铸件合格率的换向阀加工用模具的第一推板处的放大图;
26.图8为图6所示实施例中提升铸件合格率的换向阀加工用模具的第二滑块处的放大图。
27.图中附图标记的含义如下:
28.101、下模;101a、分料腔;102、上模;103、侧模;104、进料管;
29.201、下模;202、上模;203、驱动件;204、密封板;2041、支撑弹簧;205、密封块;206、填料;207、分料腔;208、挡板;2081、第二滑块;209、第二滑槽;210、第一连接板;211、隔热层;212、进料管;2121、支管;214、进气管;2141、第三阀门;215、模腔;
30.301、驱动件;302、第一推板;3021、第二连接弹簧;3022、第二连接块;3023、第二连接板;3024、第一连接块;303、推杆;304、传动杆;305、第一连接板;306、第一连接弹簧;307、活动块;308、挡板;3081、第二滑块;309、第一导槽;311、第二推板;3111、连接杆;3112、第三连接弹簧;3113、限位板;312、第二滑槽。
具体实施方式
31.下面将参照附图更详细地描述本公开的实施例。虽然附图中显示了本公开的某些实施例,然而应当理解的是,本公开可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例。相反,提供这些实施例是为了更加透彻和完整地理解本公开。应当理解的是,本公开的附图及实施例仅用于示例性作用,并非用于限制本公开的保护范围。
32.另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
33.需要注意,本公开中提及的“第一”、“第二”等概念仅用于对不同的装置、模块或单元进行区分,并非用于限定这些装置、模块或单元所执行的功能的顺序或者相互依存关系。
34.需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
35.本公开实施方式中的多个装置之间所交互的消息或者信息的名称仅用于说明性的目的,而并不是用于对这些消息或信息的范围进行限制。
36.下面将参考附图并结合实施例来详细说明本公开。
37.如图1至2所示,一种提升铸件合格率的换向阀加工用模具,包括下模101、上模102及若干侧模103。
38.本技术加工的换向阀为三通阀,故而相对应的设置三个侧模103,三个侧模103依次与三通阀的三个通道相对应。
39.下模101被构造成具有一个铸造换向阀的下模腔;上模102被构造成具有一个铸造换向阀的上模腔;侧模103连接至下模101和上模102上封闭下模腔和上模腔,下模101和上模102合并时,下模腔和上模腔相闭合形成完成的模腔;下模101上设有进料管104以将进料点设置于换向阀中部,下模101上设有分料下腔,上模102上设有分料上腔,进料管104与分料下腔相通,上模102和下模101合并时,分料下腔和分料上腔侧壁贴合形成分料腔101a,分料腔101a为三个,在模具内形成多个进料点,使原料从多个进料点进入到模腔内铸成换向阀。
40.进料采用单个进料管,三个进料点的方式,进料点位于阀体中部,采用该进料方式优点在于,上下补缩能力均衡,铸件变形量小,铸造缺陷少,铸件合格率高的特点。
41.如图3至5所示,作为进一步的优选方案,上模202上设有与分料上腔相通的活动腔,活动腔设于分料上腔顶部,活动腔内设有密封板204和驱动件203,该驱动件203为气缸,驱动件203用于推动密封板204以垂直于分料腔207方向做直线运动,密封板204进入到分料上腔内后将分料上腔封闭,活动腔设于靠近模腔215位置,距离模腔215一定距离。
42.进料管212内设有第一阀门,该第一阀门为电磁阀,用于控制进料管212开关;进料管侧壁上设有支管2121,支管内设有第二阀门,第二阀门为电磁阀,用于控制支管的开关;上模上设有进气管214,进气管214内设有第三阀门2141,第三阀门为电磁阀,用于控制进气管214的开关。
43.原料从进料管内进入后,第一阀门将进料管212封闭,从进料管进入的原料沿分料腔207流动进入到模腔内,进料点处于模腔中部位置处,使得模腔上下补缩能力更加均衡;模腔内填充完原料后,驱动件203推动密封板204进入到分料腔207内,密封板204将分料腔207封闭,此时仍有部分的分料腔207与模腔215相通用于补充铸件的热胀冷缩,第一阀门将进料管212开启,第二阀门将支管开启,处于进料管和分料腔207连接处的原料进入到进料管212内的原料从支管处排出,对该部分的原料做回收,避免该部分原料固化后连接在铸件表面,提升浇铸系统去除效率;回收的原料可直接用于下一个铸件的浇铸,减少原料损耗,降低铸造成本。
44.驱动件203的活塞杆上设有第一连接板210,密封板204沿平行于分料腔207方向滑
动连接于第一连接板210上,密封板204顶部设有第一滑块,第一连接板210上设有与第一滑块相配合的第一滑槽,限定密封板204移动的方向。
45.原料填充完模腔后,驱动件203推动密封板204从活动腔内降下,密封板204进入到分料腔207内将分料腔207隔断,第一阀门开启将进料管212开启,使得进料管和分料腔207连接处的原料从进料管212内流出,对该部分的原料进行回收;进料管和分料腔207连接处的原料回收完成后,第三阀门开启后从进气管内通入空气,第一阀门将进料管212封闭,进料管和分料腔207连接处的气压增加,对密封板204产生推力,模腔内的原料在冷却时体积收缩,当模腔内出现空隙时,密封板204在气压作用下往模腔方向移动,密封板204推动分料腔207内的原料继续往模腔内移动,补足模腔内的空隙,减小铸件变形量,提升铸件合格率。
46.密封板204封闭分料腔207时仍留部分空间与模腔相通,以便补充模腔内的收缩量,减小铸件变形量;通过往进气管内通气的方式,增加密封板204一侧的气压,使得密封板204产生往模腔方向移动的趋势,以将原料推入到模腔内补充模腔内空隙;通过密封板204和进料管212的设置,实现直接对液态原料的回收,同时极大的减小铸件上浇铸系统体积,使得浇铸系统的切除更加方便。
47.密封板204两侧侧壁上分别设有挡板208,挡板208贴合分料上腔顶壁,挡板208顶部设有第二滑块2081,分料上腔顶部设有与第二滑块2081相配合的第二滑槽209,第二滑块2081上设有复位弹簧;密封板204上设有凸条,挡板208上设有与凸条相对应的第三滑槽。
48.挡板208将活动腔封闭,避免原料进入到活动腔内;第二滑块2081和第二滑槽209相配合对挡板208起导向作用,使得挡板208始终处于分料上腔内;凸块与第三滑槽相配合,保证密封板204和挡板208始终连接在一起,密封板204进入到活动腔内时,密封板204底面与挡板208底面处于同一高度上,使原料能够从分料腔207内正常流过;密封板204截面小于活动腔截面,使得密封板204可在活动腔内移动,密封板204伸入到分料腔207内封闭分料腔207时,分料腔内的气压增加挤压密封板204,模腔内产生空隙时密封板204带动挡板208一同移动,使挡板208始终封闭活动腔,避免原料进入到活动腔内对密封板204的移动造成阻碍;铸件冷却成型后,将进气腔内的空气排出,复位弹簧推动第一滑块往回移动,使挡板208往回复位至初始位置上,以便密封板204的下次使用。
49.密封板204上设有密封块205,密封板204上设有供密封块205插设的第一活动槽,第一活动槽内设有支撑弹簧2041,密封块205顶部设有与第一活动槽相对应的插槽,第一活动槽内填充有填料206,辅助支撑弹簧2041为密封块205提供支撑作用,密封块205设于密封板204底部;分料下腔底部设有第一斜槽,密封块205底部设有第二斜槽,第一斜槽和第二斜槽倾斜方向和倾斜角度相一致。
50.密封板204进入到分料腔207内后,密封块205抵在分料腔207底部,第一斜槽和第二斜槽相接触,在第一斜槽和第二斜槽配合下对密封块205产生倾斜向上的推力,密封块205往第一活动槽顶部移动,增加密封块205与分料腔207底面的接触效果,避免密封块205与分料腔207内壁产生间隙;利用填料206为支撑弹簧2041提供辅助支撑,减轻弹簧受力,增加密封块205与分料腔207内壁的接触效果;在插槽设置下,使密封板204伸入到分料腔207内后整个密封块205均处于分料腔207内,保证密封块205对分料腔207的密封效果。
51.下模201上设有冷却腔,冷却腔设于分料下腔上方,冷却腔内设有隔热层211,隔热层211设于靠近分料腔207方向,在隔热层211设置下,避免冷却腔内的温度传递至分料腔
207内,使分料腔207内的原料始终处于液态流动状态,避免分料腔207内的原料固化,对进料管和分料腔207内的原料以液态形式回收。
52.如图6至8所示,作为另一种的优选方案,密封板一侧设有第一推板302,第一推板302贴合在密封块上,第一连接板305顶部设有第一连接弹簧306,第一连接弹簧306顶端设有活动块307,驱动件301为电动推杆,驱动件301的活塞杆设于活动块307顶部,密封块上设有空腔,第一推板302上设有第一连接块3024,第一连接块3024穿设于空腔内,第一连接块3024上转动连接有推杆303,推杆303顶端转动连接有传动杆304,密封块顶部设有供传动杆304穿过的第一通腔,密封板顶部设有供传动杆304穿过的第二通腔,第一通腔和第二通腔相对齐,传动杆304顶端连接于活动块307上;传动杆304顶部设有第三滑块,活动块307上设有与第三滑块相配合的第四滑槽,实现传动杆304与活动块307的滑动连接,使得密封板在活动腔内正常移动;推杆303以倾斜状态处于空腔内。
53.原料进入到模腔内后,驱动件301推动活动块307往下运动,活动块307通过第一连接弹簧306推动第一连接板305往下运动,密封板从活动腔内下降进入到分料腔内,密封块底部抵在分料腔底部将分料腔封闭,第一阀门将进料管开启,处于进料管和分料腔的连接处的原料从进料管内流出;驱动件301推动活动块307继续往上运动,活动块307相对于第一连接板305往上运动,活动块307带动传动杆304一同往上运动,传动杆304推动推杆303转动,推杆303绕连接点转动推动第一推板302往分料腔内移动,第一推板302对分料腔内壁上的原料做清理,将分料腔内的原料推送至进料管内,减少原料在分料腔内的残留,以便对原料进行回收。
54.进料管的顶部设有第一导槽309,第一推板302顶部设有第三斜槽,挡板308与密封板之间留有放置第一推板302的空隙,第一推板302底部设有第二连接弹簧3021,第二连接弹簧3021底部设有第二连接块3022,第二连接块3022上设有第二连接板3023,第二连接板3023抵在第一推板302侧壁上,利用第二连接板3023封闭第二连接块3022和第一推板302之间的空隙。
55.活动块307相对于第一连接板305往上运动时,传动杆304推动推杆303转动,推杆303推动第一推板302相对于挡板308往分料腔内移动,在第三斜槽设置下,使第一推板302自动往挡板308底部移动,第二连接弹簧3021处于压缩状态,第二连接块3022抵在分料腔底部,利用第二连接弹簧3021提供的弹力增加将第一推板302与挡板308和分料腔内壁的接触效果,第一推板302相对于挡板308在挡板308上移动时对挡板308表面的原料做清理,原料被从挡板308上推下,挡板308设于第一导槽309一端,从挡板308上掉落的原料直接进入到第一导槽309内,将分料腔内残留的原料从储料腔内排出,减少原料的浪费;通过第一导槽309的设置,使第一推板302移动较小的行程即可将分料腔内的原料推出,减小密封板厚度,从而减小活动腔在的上模内占据的空间,使得上模上的冷却流道设置更加均匀,提升对铸件的冷却效果。
56.第二滑槽312顶部设有第二活动槽,活动腔内壁上设有第三活动槽,第二活动槽和第三活动槽通过一个连接腔相连,第三活动槽内设有第二推板311,第二推板311上设有连接杆3111,连接杆3111通过连接腔穿设于第二活动槽内,连接杆3111底部设有限位板3113;连接杆3111分为两段,两段连接杆3111之间通过一个第三连接弹簧3112相连,第二推板311从第三活动槽内伸出。
57.第一连接板305往上移动时,第一连接板305与第二推板311顶部相接触,第一连接板305推动第二推板311往上运动,第二推板311带动限位板3113一同往上运动,限位板3113抵在第二滑块3081顶部,利用限位板3113和第二滑块3081的配合将挡板308固定,使得第一推板302能够相对于挡板308移动对挡板308表面做清理。
58.利用第三连接弹簧3112的压缩为限位板3113提供弹力支撑,进一步的提升限位板3113与第二滑块3081的接触效果,以将挡板308固定在当前位置上;限位板3113设于整个第二滑槽312顶部,使得第二滑块3081不论处于第二滑槽312内的何种位置上均能被固定,减少挡板308和分料腔内的原料残留,对原料做充分回收。
59.以上描述仅为本公开的一些较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本公开的实施例中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本公开的实施例中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。