技术特征:
1.一种改善薄规格高碳冷轧钢板焊缝频繁断带的方法,生产工艺步骤包括:板坯加热
→
粗轧
→
精轧
→
冷却
→
卷取得热轧材
→
开卷
→
焊接
→
破鳞
→
酸洗漂洗
→
五机架轧制
→
卷取
→
卸卷
→
退火
→
平整
→
剪切
→
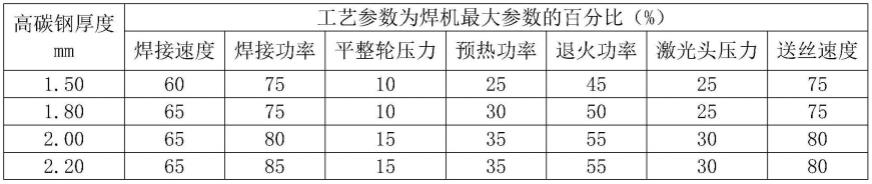
冷轧成品;其特征在于:所述的高碳冷轧钢板中,c:0.5%-0.56%;si:0.2%-0.3%;mn:0.6%-0.7%;所述的焊接工序流程为预热、焊接和退火:焊缝在经过1次预热 1次退火后,采用人工手动控制,关闭焊机的激光焊接功能,保持退火功率,焊机的焊轮从焊缝处重新走一遍,实现二次退火;所述的破鳞工序中,焊缝过破磷机,破磷机的弯曲辊和矫直辊打开;所述的冷轧工序采用五机架连轧工艺,压缩比为36~50%;各架负荷分配:一架:18-22%,二架:20%-25%,三架:18-22%,四架:12-15%,五架:5-6%;一架工作辊采用0.05mm辊曲线;二、三、四架采用0.06mm辊曲线;五架辊采用0mm辊曲线;轧机加入轧制液;所述的平整工序:厚度≤1.5mm,平整延伸率1.0%;厚度>1.5mm,平整延伸率1.2%。2.根据权利要求1所述的改善薄规格高碳冷轧钢板焊缝频繁断带的方法,其特征在于:高碳钢与高碳钢的搭接焊接参数,焊接速度为7.2~7.8m/min。3.根据权利要求1所述的改善薄规格高碳冷轧钢板焊缝频繁断带的方法,其特征在于:高碳钢与低碳钢的搭接焊接参数,焊接速度为7.8~8.4m/min。4.根据权利要求1所述的改善薄规格高碳冷轧钢板焊缝频繁断带的方法,其特征在于:所述的焊接工序中,所述的高碳钢焊接预热温度为250℃~350℃,消除应力热处理温度为600℃~650℃。5.根据权利要求1所述的改善薄规格高碳冷轧钢板焊缝频繁断带的方法,其特征在于:所述冷轧工序中,一、二、三、四架间张力2-5%。
技术总结
本发明公开了一种改善薄规格高碳冷轧钢板焊缝频繁断带的方法,属于冷轧钢板轧制领域,生产工艺步骤包括:板坯加热
技术研发人员:王野 郭久明 齐林雷 李远旭 郑茂刚 包红军
受保护的技术使用者:日照宝华新材料有限公司
技术研发日:2020.08.31
技术公布日:2022/12/12
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。