1.本实用新型涉及轧辊制造领域,尤其涉及一种缩短辊模内孔的专用芯铁。
背景技术:
2.轧辊是轧钢生产过程中大量消耗使用的专属配件,由于轧机类型的不同,各钢厂使用的轧辊直径和长度也不同,离心辊模是生产轧辊的专业工具,不同直径和长度必须使用相对应的辊模,造成辊模的大量积压。
3.为了降低公司在工装方面的资金投入,减少资金占用,同时也可以缩短辊模的准备时间,缩短生产周期,保证及时交货,因此设计一款可缩短辊模内孔的装置,使得原有辊模可生产更多轧辊尺寸,减少辊模的数量迫在眉睫。
技术实现要素:
4.(一)要解决的技术问题
5.为了解决现有技术的上述问题,本实用新型提供一种缩短辊模内孔的专用芯铁,采用缩短辊模内孔的调整装置,提高了辊模的利用率,缩短了生产周期(准备一个辊模大约30天),提高生产效率,为及时交货提供了保障。缩短的长度调整范围为50~100mm。
6.(二)技术方案
7.为了达到上述目的,本实用新型采用的主要技术方案包括:
8.一种缩短辊模内孔的专用芯铁,其特征在于:包括设置在中空的辊模两端的端盖;所述辊模两端容置端盖的端部的开口孔径大于中心部的孔径从而在辊模两端形成限位端盖的台阶面;所述端盖朝向中心部的一端形成有紧贴台阶面设置的内凹的限位槽;所述端盖的内孔斜面与限位槽相连通;所述中心部的至少一端设有芯铁;所述芯铁与限位槽相连;所述内孔斜面与芯铁上设有型砂层。
9.进一步的,所述端部的开口呈锥形;所述端盖通过固定销与辊模固定连接。
10.进一步的,所述芯铁包括设置在中心部端部的呈圆筒状的芯铁本体,以及芯铁本体外周均匀设置的与限位槽配合的定位块。
11.进一步的,所述定位块与芯铁本体的一端平齐;所述定位块为芯铁本体外周设置的环形定位块或者沿外周均匀设置的三个独立定位块。
12.进一步的,所述芯铁本体内孔设有用于固定型砂层的凸块。
13.进一步的,所述凸块环形设置在芯铁本体内孔且横截面呈三角形;所述凸块沿芯铁本体长度方向设置多个。
14.进一步的,所述型砂层沿内孔斜面延伸至芯铁的内侧面通过凸块固定;所述型砂层内孔呈喇叭形;所述型砂层内孔的大孔径一端朝向中心部设置。
15.进一步的,所述端盖中部开口向外侧突出形成端盖子口;所述型砂层的外端面与端盖子口平齐。
16.进一步的,所述固定销呈锥形。
17.进一步的,所述辊模两端开口的周向设有若干朝向圆心设置的与固定销配合的固定孔。
18.(三)有益效果
19.本实用新型的有益效果是:通过芯铁结构有效的缩短了辊模内孔的长度,并且保证了型砂层与芯铁的紧密结合,并且可以直接利用现有端盖结构与芯铁配合实现辊模长度的缩短,不用单独加工新的端盖,有效的降低了成本。
附图说明
20.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
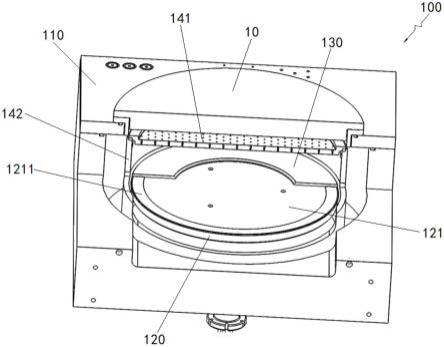
21.图1是本实用新型结构剖视图;
22.图2是本实用新型芯铁剖面图;
23.图3是本实用新型芯铁俯视图;
具体实施方式
24.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
25.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
27.实施例一,请参照图1-3所示:
28.一种缩短辊模内孔的专用芯铁,包括设置在中空的辊模2两端的端盖1;所述辊模2两端容置端盖1的端部201的开口孔径大于中心部202的孔径从而在辊模2两端形成限位端盖1的台阶面203;所述端部201的开口呈锥形;所述端盖1朝向中心部202的一端形成有紧贴
台阶面203设置的内凹的限位槽101;限位槽101位于端盖1内侧,端盖1外侧抵靠在台阶面203的外侧;锥形的端部201开口能够对端盖1进行导向,方便安装,并且具有定位功能。
29.所述端盖1的内孔斜面102与限位槽101相连通;所述中心部202的一端设有芯铁3;所述芯铁3包括设置在中心部202端部的呈圆筒状的芯铁本体301,以及芯铁本体301外周均匀设置的与限位槽101配合的定位块302;所述定位块302与芯铁本体301的一端平齐,从而使得芯铁3在安装后,定位块302置于限位槽101中,芯铁本体301的顶部能够抵靠在限位槽101的上侧面(如图1所示),这样能够在进行填充造型砂时给造型砂提供完整的支撑力,保证造型砂填充紧实,也可以防止由此处在外层离心浇注时跑铁(跑钢),所述芯铁本体301内孔设有用于固定型砂层的凸块303;所述内孔斜面102与凸块303上设有型砂层103;所述凸块303环形设置在芯铁本体301内孔且横截面呈三角形;所述凸块303沿芯铁本体301长度方向设置多个,通过凸块303形成的凸齿结构,能够增加与型砂层103的接触面积,并且提供足够的支撑力,增加型砂层103的固定效果;凸块303还可以设置成点状分布的圆锥形凸块或棱锥形凸块或弧形凸点等结构用于增加接触面积并提供支撑横向支撑面以增加稳定性。所述型砂层103沿内孔斜面102延伸至芯铁3的内侧面通过凸块303固定;所述型砂层103内孔呈喇叭形;所述型砂层103内孔的大孔径一端朝向中心部202设置,内侧面喇叭形结构设置的好处是进行离心铸造的时候,圆弧形状的端盖砂型利于渣滓往内表面方向漂浮,填芯的时候会随着玻璃浮渣带到冒口部分,而现有技术中非圆弧的形状,或圆弧形状不规则则不利渣滓上浮,易产生夹渣缺陷。通过该形状的设置能够有效的提升轧辊离心浇注的质量。所述端盖1通过固定销4与辊模2固定连接。所述端盖1中部开口向外侧突出形成端盖子口104;所述型砂层103的外端面与端盖子口104平齐;所述固定销4呈锥形;所述辊模2两端开口的周向设有若干朝向圆心设置的与固定销4配合的固定孔204。
30.本实用新型的一实施例中,所述定位块302为芯铁本体301外周设置的环形定位块或者沿外周均匀设置的三个独立定位块。
31.芯铁3是起到缩短辊模内孔长度的作用,用以实现用长一些的辊模也可以铸造满足长度要求的轧辊;芯铁本体301是用于芯铁与辊模的固定和端盖的定位的作用;凸块303用来固定造型砂,达到提高砂型强度的作用。
32.该实用新型的操作过程:首先将专用芯铁3放入通用端盖1的下端子口内组合下一起,再将通用端盖1和芯铁3一起放入端盖造型底座的母口内,然后将端盖造型样子放置在端盖造型底座内圈的定位母口上,在端盖造型样子和端盖内孔斜面102及凸块303之间填充造型砂并捣固,捣实后将多余的型砂清理干净,刚好与芯铁3的界线(图2中芯铁下底面)持平,将砂型修整光滑后刷挂涂料,造型完成;将完成造型的端盖组合端盖安装于辊模的两个端面上,并用端盖固定销4将端盖打紧、压实。专用芯铁的长度可根据订货产品辊身长度和现有的与要求辊模长度最为接近的辊模内孔长度来确定。
33.操作时也可以如图1中仅在一端的中心部202设置芯铁3后进行型砂层的填充,另一端不设置芯铁3,而是直接在端盖1上进行型砂层的填充,同样可以缩短内孔的直径。
34.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。