1.本发明涉及粉末冶金技术领域,具体涉及一种集成控速过滤气雾化制粉的中间包导流系统。
背景技术:
2.在增材制造用金属粉末需求量急剧增长的同时,对增材制造用金属粉末的品质要求也日益严格。尤其在航空、航天和医疗等增材制造已经成熟应用的领域,增材制造用金属粉末的纯净度直接影响着成形件的组织性能,毫不夸张的说,增材制造用金属粉末中夹杂物的水平是直接决定其能否在航空、航天等高端领域应用的关键。此外,最为常用的激光选区熔化成形增材制造技术所应用的粉末粒径为15-53μm(下文统称细粉),因此,制粉技术所对应的15-53μm的收得率就直接关系着后续增材制造的生产成本,在医疗领域,如齿科,价格竞争异常激烈。综上所述,提升增材制造用金属粉末的纯净度和提高增材制造用金属粉末细粉收得率已经成为当前增材制造产业发展必须解决的技术问题。
3.气雾化制粉技术是当前增材制造用金属粉末的主流技术,尤其是viga(真空熔炼气雾化)技术,具备设备简单、适用性强、产量高和易于工业化生产等诸多优点,成为增材制造用镍基、铁基、钴基和铝基等粉末产品制备的主导技术。但由于viga采用坩埚熔炼,耐火材料的中间包系统导流金属液至雾化喷盘,金属液在高温真空条件下易于坩埚材料发生反应,并对耐火材料产生冲刷,最终导致金属粉末中含有耐火材料等颗粒夹杂,不仅降低了金属粉末的纯净度,还会因为夹杂颗粒堵塞导流嘴使雾化过程中断,带来人力、物力的浪费。此外,当金属液浇注至中间包之后,就难以实现对金属液流速的控制,从而导致气液比控制困难,影响细粉收得率。综述之,viga制粉技术存在金属液流速控制难、雾化不稳定、导流嘴易堵塞、粉末产品中存在夹杂物、细粉收得率较低等弊端,亟需解决。
4.众所周知,传统铸造领域通过过滤的方法来提升金属液纯净度的方案已经十分成熟,取得突破极为困难。真空气雾化是一种新型制备金属粉末的方法,具有经济、节省人力和物力,以及可工业化生产等优点。但在真空气雾化领域,金属液必须具备一定的过热度和必要的流量,才能有效避免金属液在导流嘴中或者前端因为冷却而凝固和保障雾化的稳定进行,使得真空气雾化领域的过滤方案应用并不多见。此外,真空气雾化领域,过滤器堵塞后并不能采取传统铸造领域直接更换过滤器的方案,也对生产带来直接挑战。因此,如何实现金属液在进入雾化喷嘴之前的过滤一直是困扰本领域技术人员的难题,需要解决的异常有:过滤器在中间包中漂浮,影响金属液浇注和液位控制;过滤器破碎,产生新的夹杂或堵塞导流嘴,导致雾化失败;过滤器本身堵塞,金属液难以稳定流出,雾化被迫中断等。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的真空气雾化中间包导流系统的过滤设计难、金属液流速控制难、雾化不稳定、导流嘴易堵塞、粉末产品中存在夹杂物和细粉收得率较低等不足中的一种而提供一种集成控速过滤气雾化制粉的中间包导流系统。
6.本发明的目的可以通过以下技术方案来实现:
7.本发明的构思为:采用“之”字型组合过滤器和导流嘴上端的过滤片,同步实现多级过滤,流速控制功能,可以切实提升粉末纯净度,“之”字型组合过滤器的设计,可以通过调整不同过滤片的倾斜角度,实现金属液流速控制,提升细粉收得率,具体方案如下:
8.一种集成控速过滤气雾化制粉的中间包导流系统,该中间包导流系统包括中间包、置于中间包内的呈之字形结构的组合过滤器、与中间包底部相连的导流嘴和置于中间包底部且位于导流嘴顶部的过滤片。根据逐级过滤技术方案,先过滤大颗粒,在过滤小颗粒的整体方案确定之字形过滤器的具体结构及要求。
9.进一步地,所述的之字形组合过滤器包括依次首尾相连的长方形过滤片、椭圆形过滤片和圆形过滤片;具体为圆形过滤片位于靠近过滤片的一侧,并与中间包倾斜接触;所述的椭圆形过滤片一侧抵接圆形过滤片,另一侧抵接中间包;所述的长方形过滤片一侧抵接椭圆形过滤片,另一侧抵接中间包。
10.进一步地,所述的长方形过滤片包括泡沫陶瓷过滤片,材质为氧化锆,厚度为15-20mm,孔径规格为10-20ppi,采用直孔排布。
11.进一步地,所述的椭圆形过滤片包括采用网状结构排布的颗粒陶瓷过滤片,材质包括氧化铝或氧化锆中的一种,厚度为10-15mm,孔径规格为30-40ppi。填充物为cao、mgo或al2o3中的至少一种。
12.进一步地,所述的圆形过滤片包括采用网状结构排布的泡沫陶瓷过滤片,材质为氧化锆,厚度为8-10mm,孔径规格为40-60ppi。
13.实现过滤的同时,对之字形组合过滤器的具体摆放角度及固定方式进行确定。
14.进一步地,所述的长方形过滤片与中间包顶面之间的夹角α范围为0-80
°
。需要较大金属液流速时,α角度呈减少趋势即可,此种情况下更适合制备铝基、铁基合金粉末。当需要较低金属液流流速时,α角度呈增大趋势,此种情况下更适合制备镍基、钴基合金粉末。
15.进一步地,所述的椭圆形过滤片与长方形陶瓷过滤片的夹角β范围为30-60
°
。
16.进一步地,所述圆形陶瓷过滤片长方形陶瓷过滤片与平行,且长方形陶瓷过滤片、圆形陶瓷过滤片、圆形陶瓷过滤片的接触位置采用耐火材料固定。
17.进一步地,所述导流嘴材质包括氧化锆、氧化铝或氮化硼中的一种。为了减少导流嘴的堵塞,在中间包底部导流嘴顶部进一步设计了过滤片,且利用此过滤片对进入导流嘴的金属液进一步完成整流作用,确保形成稳定少气含量的金属液流。
18.进一步地,所述过滤片包括采用直孔排布的圆形陶瓷过滤片,陶瓷过滤片的材质包括氧化锆、氧化铝或氮化硼中的一种,厚度为10-15mm,孔径规格为20-30ppi。
19.与现有技术相比,本发明具有以下优点:
20.(1)本发明解决了真空气雾化中间包导流系统的过滤设计难、金属液流速控制难、雾化不稳定、导流嘴易堵塞、粉末产品中存在夹杂物和细粉收得率较低等不足等问题;为了应对增材制造领域对细粉收得率及粉末纯净度的严格要求,设计集成过滤及可控制金属液流速的中间包导流系统尤为重要,本发明对于促进国内工业级真空气雾化制粉技术进步意义重大。
21.(2)本发明通过独特的过滤器组合设计,同步实现金属液多级过滤、金属液流速控制,减少粉末中夹杂物,提升粉末纯净度和细粉收得率,使其满足增材制造领域的严格要
求,并降低最终生产成本。
22.(3)本发明不仅适用于真空气雾化,亦可适用于非真空气雾化。
附图说明
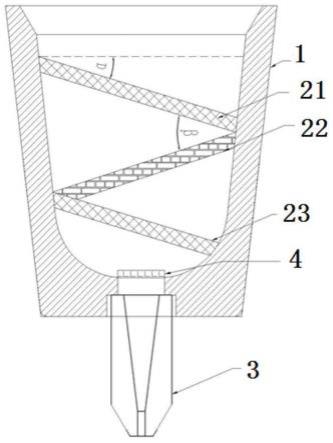
23.图1为一种集成控速过滤气雾化制粉的中间包导流系统的整体示意;
24.图中标号所示:1-中间包;2-组合过滤器;21-长方形过滤片、22-椭圆形过滤片;23-圆形过滤片;3-导流嘴;4-过滤片。
具体实施方式
25.下面结合附图和具体实施例对本发明进行详细说明。本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
26.一种集成控速过滤气雾化制粉的中间包导流系统,该中间包导流系统包括中间包1、置于中间包1内的呈之字形结构的组合过滤器2、与中间包底部相连的导流嘴3和置于中间包底部且位于导流嘴顶部的过滤片4。
27.组合过滤器2包括长方形过滤片21、椭圆形过滤片22和圆形过滤片23;圆形过滤片23位于靠近过滤片4的一侧,并与中间包1倾斜接触;椭圆形过滤片22一侧抵接圆形过滤片23,另一侧抵接中间包1;长方形过滤片21一侧抵接椭圆形过滤片22,另一侧抵接中间包1。长方形过滤片21包括泡沫陶瓷过滤片,材质为氧化锆,厚度为15-20mm,孔径规格为10-20ppi,采用直孔排布。椭圆形过滤片22包括采用网状结构排布的颗粒陶瓷过滤片,材质包括氧化铝或氧化锆中的一种,厚度为10-15mm,孔径规格为30-40ppi。圆形过滤片23包括采用网状结构排布的泡沫陶瓷过滤片,材质为氧化锆,厚度为8-10mm,孔径规格为40-60ppi。长方形过滤片21与平行与中间包1顶面的平面之间的夹角α范围为0-80
°
。椭圆形过滤片22与长方形陶瓷过滤片21的角度β范围为30-60
°
。圆形陶瓷过滤片23长方形陶瓷过滤片21与平行,过滤片4包括采用直孔排布的圆形陶瓷过滤片,陶瓷过滤片的材质包括氧化锆、氧化铝或氮化硼中的一种,厚度为10-15mm,孔径规格为20-30ppi。导流嘴3材质包括氧化锆、氧化铝或氮化硼中的一种。
28.实施例1
29.基于250kg真空气雾化制粉设备,过热度为260℃,雾化压力为4.5mpa。中间包系统的长方形陶瓷过滤片21的角度α为30
°
,厚度为20mm,孔径规格为10ppi。椭圆形陶瓷过滤片22与长方形陶瓷过滤片21的角度β为60
°
,厚度为15mm,孔径规格为40ppi。圆形陶瓷过滤片23厚度为8mm,孔径规格为60ppi。导流嘴材质为氧化锆,直径4.5mm,过滤片4材质为氧化锆,厚度为15mm,孔径规格为20ppi。
30.实施例2
31.基于250kg真空气雾化制粉设备,过热度为280℃,雾化压力为4.5mpa。中间包系统中长方形陶瓷过滤片21的角度α为60
°
,厚度为20mm,孔径规格为15ppi。椭圆形陶瓷过滤片22与长方形陶瓷过滤片21的角度β为45
°
,厚度为15mm,孔径规格为40ppi。圆形陶瓷过滤片23厚度为10mm,孔径规格为60ppi。导流嘴材质为氧化锆,直径4.4mm,过滤片4材质为氧化锆,厚度为15mm,孔径规格为20ppi。
32.现有技术公开了一种提高镍基高温合金粉末纯净度的过滤装置,该装置中组合过滤器与金属液体的接触面积小、过滤器的孔隙容易堵住,且只适用于制备镍基高温合金粉末。而本发明中采用之字型结构的组合过滤器,显著提高了合金液体与过滤器的接触面积。根据逐级过滤技术方案,先过滤大颗粒,在过滤小颗粒的整体方案,长方形陶瓷过滤片21采用直孔排布,可有效阻拦合金液体中的大颗粒,椭圆形陶瓷过滤片22和圆形陶瓷过滤片23为网状结构排布,起到精细筛分小颗粒的作用。同时可以调节角度,使得该中间包系统适用于不同高温合金粉末的制备。此外,为了进一步减少导流嘴3的堵塞,在中间包底部导流嘴3顶部进一步设计了过滤片4,且利用此过滤片4对进入导流嘴3的金属液进一步完成整流作用,确保形成稳定少气含量的金属液流。
33.对比例1
34.本对比例与实施例1操作条件基本一致,不同之处在于,本对比例中中间包系统无组合过滤器2和过滤片4。
35.表1实施例1与传统中间包系统雾化(相同工艺条件下)数据对比表
[0036] 细粉夹杂数量钢液流速细粉收得率对比例132颗/1000g23kg/min30%实施例112颗/1000g15kg/min36%
[0037]
对比例2
[0038]
本对比例与实施例1操作条件基本一致,不同之处在于,本对比例中中间包系统无组合过滤器2和过滤片4。
[0039]
表2实施例2与传统中间包系统雾化(相同工艺条件下)数据对比表
[0040] 细粉夹杂数量钢液流速细粉收得率对比例224颗/1000g18kg/min32%实施例28颗/1000g10kg/min42%
[0041]
如表1、2所示,本发明采用之字型组合过滤器2和导流嘴上端的过滤片4,同步实现多级过滤,流速控制功能,可以切实提升粉末纯净度,之字型组合过滤器2的设计,可以通过调整不同过滤片的倾斜角度,实现金属液流速控制,提升细粉收得率,通过调节组合过滤器2中的夹角,可以有效控制钢液的流速,避免出现气液比控制困难,影响细粉收得率的情况。
[0042]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。