1.本发明涉及陶瓷基复合材料技术领域,尤其涉及基于恒液面浓缩-原位凝胶工艺制备氧化铝纤维增强陶瓷基复合材料的方法及其应用。
背景技术:
2.连续氧化铝纤维增强陶瓷基复合材料具有优异的力、热、电性能,作为结构材料以及热防护材料、透波材料等结构功能一体化材料,广泛应用于诸多领域。连续氧化铝纤维通常指美国3m公司的nextel550/610/720、日本住友公司的s-1920f/g以及其它550/610/720型纤维(即组成、性能与nextel550/610/720纤维相当的纤维),这些纤维经过编织或混编,成为具有特定多尺度结构的立体预制体织物,然后与溶胶或其混合物等复合,最终获得目标复合材料。
3.目前,预制体织物增强陶瓷基复合材料复合工艺一般有浸渍-原位凝胶法和浸渍-干燥法,浸渍-原位凝胶工艺是依靠溶胶在一定条件下发生凝胶反应,使浸入预制体织物内的溶胶生成三维网络结构而原位保留;浸渍-干燥工艺是靠纤维丝束间的毛细管力留存基体成分的原理实现复合材料密度的提升。上述工艺所用浆料的粘度必须低,一般小于50mpa.s,因为低粘度浆料具有较好的流动性,能确保浆料充分浸渍到预制体织物内部。但是,低粘度浆料一般具有较低的固含量,复合材料要达到理想的密度,传统复合工艺需要的浸渍循环次数通常不低于10次,而多次烧结会大幅度降低纤维的强度,从而降低复合材料的力学性能。一些同时兼具低粘度和高固含量的浆料,如高浓度硅溶胶,通常稳定性差,极易发生物理化学变化,且溶胶颗粒多以团聚态存在,不易在纤维束丝内部充分浸渍,最终影响复合材料的力学性能。
4.上述技术背景下,如何采用低粘度浆料实现复合材料均匀浸渍,同时又能避免浆料固含量偏低导致浸渍次数太多、复材性能不佳的问题,是目前复合材料制备工艺技术亟待解决的问题。
技术实现要素:
5.针对现有工艺制备的氧化铝纤维增强陶瓷基复合材料性能不佳、工序繁琐及成本偏高等问题,本发明提供了一种新的制备工艺,能够有效减少复合过程的浸渍和烧结次数,提高纤维的强度保留率,从而提高复合材料的力学性能;同时,该新工艺能够降低陶瓷浆料使用量,降低复合材料制备成本。
6.为了解决上述技术问题,本发明提供了如下技术方案:
7.一种基于恒液面浓缩-原位凝胶工艺制备氧化铝纤维增强陶瓷基复合材料的方法,所述制备方法包括如下步骤:
8.(1)编织纤维预制体织物:将连续氧化铝纤维编织或混编为一定结构的立体预制体织物;
9.(2)去除浸润剂:将预制体织物的纤维表面的有机浸润剂去除;
10.(3)真空-打压浸渍:将预制体织物放于浸渍装置中,抽真空后,将低粘度浆料从下部注入,使浆料没过预制体织物,随后对装置进行气体加压,以促进浸渍,最终进行反复抽真空-打压浸渍;
11.(4)恒液面减压浓缩:维持浸渍装置内部的真空度,并对浸渍装置搅拌、加热至一定温度,使低粘度浆料浓缩,同时不断从浸渍装置下部补充注入低粘度浆料,从而使浸渍装置内浆料液面高度维持恒定,预制体织物内部的浆料与外部浆料不断进行水和基体成分的置换,使预制体织物内部的基体成分的含量逐步提高;
12.(5)原位凝胶反应:当浆料达到一定粘度后,停止抽真空、搅拌、补充浆料,提高浸渍装置整体温度,使得高粘度浆料发生原位凝胶反应,而基体成分保留在预制体织物中;
13.(6)干燥:将含凝胶的预制体织物取出后先进行恒温变湿度干燥,随后进行彻底干燥;
14.(7)烧结:将步骤(6)得到的复合材料在一定温度下烧结一定时间,自然降温,得到氧化铝纤维增强陶瓷基复合材料。
15.进一步地,上述方法还可以包括步骤(8),即多次浸渍增密:如有需要,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-浓缩-凝胶-干燥-烧结,使得陶瓷密度达到要求。
16.优选地,所述步骤(1)按照如下方式进行:
17.所述连续氧化铝纤维,包括美国3m公司的nextel550/610/720、日本住友公司的s-1920f/g以及其它550/610/720型纤维(即组成、性能与nextel550/610/720纤维相当的纤维)。
18.所述预制体织物的结构包括2.5d结构、三维结构、针刺结构和缝合结构;所述预制体纤维的组成,包括纯氧化铝纤维或氧化铝纤维/石英纤维混编。
19.优选地,所述步骤(2)中,所述去除浸润剂的方法包括烧结、丙酮清洗、水洗。所述烧结的温度为500-800℃;所述丙酮清洗的温度为50-56℃;所述水洗的温度为60-90℃。
20.优选地,所述步骤(3)抽真空的真空度为约-0.1mpa;抽气时间为3-10h,使得纤维束丝内部充分排气;
21.所述低粘度浆料的粘度小于100mpa.s,一般控制在50mpa.s以下;
22.所述低粘度浆料为溶胶,或溶胶与陶瓷粉体的混合物;
23.所述溶胶包括氧化铝溶胶、氧化硅溶胶、莫来石溶胶及混合溶胶中的至少一种;所述陶瓷粉体包括氧化铝粉体、莫来石粉体中的至少一种。
24.优选地,所述步骤(4)中,所述加热的温度为40-60℃。
25.优选地,所述步骤(5)中原位胶凝反应的温度为80-100℃。
26.优选地,所述步骤(6)中,所述恒温变湿度干燥的温度为40-50℃,湿度为60-90%的饱和蒸汽湿度;
27.所述变湿度的施加工艺为:先在90%湿度下保湿24h后,再在80%湿度下保持24h,然后在70%湿度下保持24h,最后在60%湿度下保持24h。
28.优选地,所述步骤(7)中,所述烧结的温度为600-1200℃,所述烧结的时间为0.5-3h。
29.优选地,所述步骤(8)中的多次浸渍循环增密,如无必要,则可不实施。
30.一种氧化铝纤维增强陶瓷基复合材料,其采用以上方法制备得到。
31.优选地,所述的氧化铝纤维增强陶瓷基复合材料的常温拉伸强度大于100mpa。
32.本发明的氧化铝纤维增强陶瓷基复合材料的应用,可作为结构材料以及热防护材料、透波材料等结构功能一体化材料。
33.本发明提出了一种全新的复合工艺技术,即恒液面浓缩-原位凝胶工艺。低粘度浆料浸渍预制体后,对浆料体系进行恒液面减压蒸馏,缓慢提高浆料浓度,预制体织物内、外浆料间不断进行水和基体组分的置换,使得织物内部基体含量不断提高,最终通过升温引发高浓度浆料胶凝固化。恒液面浓缩的意义在于浓缩过程中不断补充的低粘度浆料能够使浓缩过程中的浆料始终具有一定比例的小粒径颗粒,不仅利于溶胶颗粒在纤维束丝内部充分浸渍,同时也有利于浆料的整体稳定性。恒液面浓缩-原位凝胶工艺所需浸渍循环次数不超过5次,极大的缩减了复合材料的制备周期,烧结次数的减少提高了纤维的强度保留率,复合材料的性能提升30%。同时,陶瓷浆料的使用量降为原来的25-35%,降低了复合材料制备成本。
34.具体来说,本发明的上述技术方案具有如下优点:
35.(1)本发明所用的恒液面浓缩-原位凝胶工艺,能够明显地缩短复合材料制备周期,复合次数由≥10次,降低为≤5次。
36.(2)本发明所用的恒液面浓缩-原位凝胶工艺,能够将浆料的使用量,降为原来的25-35%,极大地降低复合材料制备成本。
37.(3)本发明所用的恒液面浓缩-原位凝胶工艺适用的陶瓷基体形式多,涵盖溶胶,或溶胶与陶瓷粉体的混合物。
38.(4)本发明所用的恒液面浓缩-原位凝胶工艺,对纤维损伤小,制备的复合材料力学强度可提升约30%以上。
附图说明
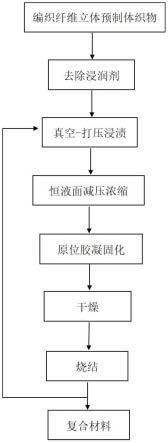
39.图1是本发明制备氧化铝纤维增强陶瓷基复合材料的流程图。
40.图2是本发明中所用的工装设备示意图。
具体实施方式
41.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.本发明提供了氧化铝纤维增强陶瓷基复合材料的制备方法,如图1所示,所述制备方法包括如下步骤:
43.(1)编织纤维立体预制体织物:将nextel550/610/720或s-1920f/g或其它550/610/720型连续氧化铝纤维编织为2.5d结构或三维结构或针刺结构或缝合结构的氧化铝纤维或氧化铝/石英纤维混编预制体织物;
44.(2)去除浸润剂:将预制体织物表面的有机浸润剂通过500-800℃下烧结或50-60℃下丙酮清洗或60-90℃下水洗去除;
45.(3)真空-打压浸渍:将预制体织物放于真空浸渍装置中,对装置抽真空,真空度约为-0.1mpa,抽气时间为3-10h。将溶胶或溶胶与陶瓷粉体的混合物从下部注入没过预制体织物。对装置进行气体加压,以促进浸渍。最终进行反复抽真空-打压;
46.(4)恒液面减压浓缩:维持浸渍装置内部的真空度,并对装置搅拌、加热至40-60℃,使低粘度浆料浓缩,同时不断从装置下部补充注入低粘度浆料,从而使装置内浆料液面高度维持恒定,预制体内部的浆料与外部浆料不断进行水和基体成分的置换,使其内部的基体含量逐步提高;
47.(5)凝胶反应:当浆料达到一定粘度后,停止抽真空、搅拌、补充浆料,提高浸渍装置温度至80-100℃,使得高粘度浆料发生凝胶反应,而基体成分保留在预制体中;
48.(6)干燥:将含凝胶预制体取出后先进行温度为40-50℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下常规干燥,干燥时间为5-12h;
49.(7)烧结:将复合材料在600-1200℃烧结0.5-3h,自然降温;
50.(8)再次浸渍增密:将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-浓缩-凝胶-干燥-烧结,获得复合材料的常温拉伸强度为大于100mpa。
51.图2是本发明中所用的工装设备即浸渍装置的示意图。该装置的工作原理如下:
52.1、真空泵启动,抽真空,使得罐体内部压力为-0.1mpa。目的是排出织物内部的气体,方便低粘度溶胶浸入。
53.2、启动进液泵,将低粘度溶胶从进液口注入罐体。当液面达到控制浮球处,进液泵自动停止工作。
54.3、打开气瓶,使得高压空气从罐体上部打入罐体,保压一定时间后关闭气瓶。目的是尽可能排出织物内部的气泡。
55.4、泻压,并启动真空泵、搅拌器,同时加热蒸汽对罐体外壁进行加热。开始减压浓缩,挥发的蒸汽从真空泵出口排出。目的是,使得罐体内部的低粘度溶胶得到浓缩,溶胶固含量得到提升,此刻,织物内部的低粘度溶胶将会和罐体内的高粘度溶胶,在布朗运动的驱动力下进行置换,使得织物内外溶胶固含量一致,从而织物内部溶胶的固含量得到提升。从而在凝胶后,织物内部保留更多的溶胶颗粒,复合材料密度提升快、制备周期短、性能高。
56.5、随着溶胶液面的降低,液面控制浮球会控制开关,使得进液泵开启,向罐体内补充低粘度浆料,实现恒液面浓缩。目的是:恒液面浓缩的意义在于浓缩过程中不断补充的低粘度浆料能够使浓缩过程中的浆料始终具有一定比例的小粒径颗粒,不仅利于溶胶颗粒在纤维束丝内部充分浸渍,同时也有利于浆料的整体稳定性。
57.6、当罐体内部溶胶达到一定粘度后,停止所有设备。
58.实施例1
59.首先,将s-1920连续氧化铝纤维编织为2.5d结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过600℃烧结去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度氧化铝/氧化硅混合溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至40℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至80℃,使得高浓
度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在900℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于110mpa。
60.实施例2
61.首先,将nextel 610连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过600℃烧结去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为10h。随后,将低粘度氧化铝溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至90℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为40℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在1000℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于240mpa。
62.实施例3
63.首先,将国产720型连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过600℃烧结去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度氧化铝溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至60℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至100℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为5h;最后,将复合材料在1200℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于150mpa。
64.实施例4
65.首先,将国产550型连续氧化铝纤维与石英纤维混编为2.5d结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度氧化铝/氧化硅混合溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至80℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200
℃下逐步升温干燥,干燥时间为7h;最后,将复合材料在600℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于100mpa。
66.实施例5
67.首先,将国产720型连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体织物表面的有机浸润剂通过60℃水洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度氧化铝溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至90℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在1200℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,,获得复合材料的常温拉伸强度大于150mpa。
68.实施例6
69.首先,将nextel 720连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体织物表面的有机浸润剂通过60℃下水洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度莫来石溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至90℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为50℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在1200℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于180mpa。
70.实施例7
71.首先,将nextel 720连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体织物表面的有机浸润剂通过60℃下水洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度氧化铝溶胶和莫来石溶胶的混合物从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至90℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为8h;最后,将复合材料在1200℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉
伸强度大于160mpa。
72.实施例8
73.首先,将nextel 720连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体织物表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度莫来石溶胶/氧化铝粉体的混合物从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至80℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在1200℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于150mpa。
74.实施例9
75.首先,将美国3m公司的nextel 720连续氧化铝纤维编织为三向正交结构预制体织物;然后,将预制体织物表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度莫来石溶胶/氧化铝粉体的混合物从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至80℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在1050℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于140mpa。
76.实施例10
77.首先,将国产550型连续氧化铝纤维与石英纤维混编为2.5d结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度硅溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;然后,维持浸渍装置内部的真空度,并对装置搅拌、加热至50℃,使溶胶不断浓缩,同时低粘度溶胶不断从装置下部注入,从而维持液面高度恒定,织物内、外不断进行水和基体成分的置换,使得织物内部基体含量逐步提高;当装置内溶胶达到一定粘度后,停止抽真空、搅拌、补充浆料,将浸渍装置整体升温至80℃,使得高浓度溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在800℃烧结1h,自然降温;最后,将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度大于
110mpa。
78.对比例1(传统浸渍-原位凝胶法,主要与实施例10对比)
79.首先,将国产550型连续氧化铝纤维与石英纤维混编为2.5d结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度硅溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;将浸渍装置整体升温至90℃,使得溶胶发生凝胶反应,从而使基体成分保留在预制体织物中;将含凝胶预制体取出后先进行温度为45℃,湿度从90%递减至60%的恒温变湿度干燥,再在80-200℃下逐步升温干燥,干燥时间为12h;最后,将复合材料在800℃烧结1h,自然降温;将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-凝胶-干燥-烧结,获得复合材料的常温拉伸强度约为90mpa。值得注意的是,该方案中,时间周期为40天以上,单平米复合材料制备成本为10万元以上。
80.对比例2(传统浸渍-干燥法,主要与实施例10对比)
81.首先,将国产550型连续氧化铝纤维与石英纤维混编为2.5d结构预制体织物;然后,将预制体纤维表面的有机浸润剂通过50℃下丙酮清洗去除;随后,将预制体织物放于真空浸渍装置中,抽真空,真空度为-0.1mpa,抽气时间为3h。随后,将低粘度硅溶胶从下部注入,没过预制体织物,并进行反复抽气-打压;其次,将湿织物取出后立即在烘箱进行50-200℃下逐步升温干燥,干燥时间为15h;再次,将复合材料在600℃烧结1h,自然降温;将氧化铝纤维增强陶瓷基复合材料多次进行浸渍-干燥-烧结,获得复合材料的常温拉伸强度约为90mpa。值得注意的是,该方案中,时间周期为35天以上,单平米复合材料制备成本为10万元以上。
82.记录上述各个实施例和对比例复合浸渍所需总时间、制备单平米平板所需浆料费用,以及制得的陶瓷材料的拉伸强度,其结果见表1。
83.表1
[0084][0085]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和
范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。