1.本发明涉及人工金属关节加工技术领域,尤其是一种人工关节髁刨削设备及方法。
背景技术:
2.熔模铸造生产的铸件为了保证铸件的致密性,往往会在产品上增加一个尺寸较大的冒口。为了便于后期产品的机加,增加机加的效率,需要将产品上的冒口残留控制在最少。特别是人工关节植入物产品,由于产品使用的钴铬钼合金,该合金硬度高、耐磨性高,机加效率很低,对刀具的磨损大。对于人工关节植入物产品中的胫骨托和双极杯产品冒口是需要保留平面,使用砂带磨打磨方便高效,一般铸造厂都能控制很好,但是人工关节植入物髁来说,由于髁的面属于异形曲面,将冒口控制在0.5mm的高度,一个熟练的工人一天只能处理200个左右,且对工人技能要求较高,一旦打磨过量导致铸件缺肉,将导致整个铸件报废。
3.机械手由于具有灵活的关节臂,能操作各种复杂的动作,处理人工关节髁的异形面理论上是可行且高效的。但是批量的人工关节髁冒口要能够使用机械手操作,其前提有两个:一是产品尺寸稳定好,变形波动量不大;二是如何设计通用的定位夹取工装。
4.当前一般使用的定位方式难以适用于多种型号的人工关节髁产品,每种型号需要对应设计一套定位工装,大大增加了定位工装成本,降低了打磨效率。
技术实现要素:
5.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的人工关节髁刨削设备及方法,机械手上的支撑杆与人工关节髁的内壁基准面相接触,夹取髁铸件产品髁间盒外壁,从而保证人工关节髁的基准面能够始终平行于底面,适用于多种不同规格的人工关节髁。
6.本发明所采用的技术方案如下:一种人工关节髁刨削设备的刨削方法,包括如下步骤:准备阶段:将人工关节髁的凸面放置在优弧块的楔形口内;机械手垂直下压,下压过程中,机械手的定位支撑杆处于水平状态;直至机械手的至少一个定位支撑杆与髁基准面相接触;机械手持续下压,使机械手的全部定位支撑杆与髁基准面接触;此时,人工关节髁的髁基准面处于水平状态,人工关节髁的凸面由弹簧组件形变调节,且被弹簧组件支撑;机械手将髁基准面处于水平状态的人工关节髁抓取,夹取位置为髁铸件产品髁间盒外壁;刨削阶段:刨削刀具装载于刀具架上,刀具架位置固定;机械手夹持具有待处理冒口的髁铸
件,按照机械手的预设程序在刨刀上做指定轨迹的往复运动。
7.一种刨削方法所用的人工关节髁刨削设备,包括定位装置,定位装置与机械手配合夹取人工关节髁,包括限位块、设置在限位块上的活动组件;所述限位块的相对位置恒定;所述活动组件包括:轴支撑座,沿竖直方向滑移连接在限位块上;优弧块,落在轴支撑座上,随轴支撑座往复运动;弹簧组件,支撑在优弧块下方;所述机械手上设有夹取块,夹取块面向髁基准面的一侧设有若干定位支撑杆,定位支撑杆与人工关节髁的髁基准面相接触。
8.作为上述技术方案的进一步改进:所述限位块组合形成用于容纳轴支撑座的滑槽,轴支撑座在滑槽内竖直往复滑移。
9.所述优弧块的圆周位置开设楔形口,楔形口的顶角指向优弧块的圆心。
10.所述优弧块的楔形口处设有中心轴,中心轴沿优弧块的轴线设置,且中心轴落在支撑块上。
11.所述弹簧组件包括:拉伸弹簧,对称设置于优弧块两侧,压缩弹簧,位于轴支撑座下方。
12.在定位装置初始状态下,所述拉伸弹簧处于拉伸状态,所述压缩弹簧具备压缩余量。
13.每个夹取块上设有同样数量的定位支撑杆,所有的定位支撑杆矩阵式设置,且抓取时与髁基准面接触。
14.所述夹取块上的定位支撑杆之间开设沟槽,沟槽与人工关节髁上的髁产品圆柱适配。
15.所述定位支撑杆与夹取块之间通过紧固件实现可拆卸连接。
16.本发明的有益效果如下:本发明结构紧凑、合理,操作方便,通过机械手上的四个定位支撑杆接触髁铸件产品的髁基准面,机械手垂直于地面下压,在优弧块及3根弹簧的作用下,确保四个定位支撑杆都与髁基准面接触后机械手实施夹取,能够保证机械手所抓取的人工关节髁的髁基准面处于水平状态;随意放置的人工关节髁都能保证机械手夹取后其髁基准面平行于地面。
17.本发明中,弹簧结构对称设置在优弧块的两侧、中间位置,使优弧块在受到来自机械手的压力后,能够由对应方位的弹簧及时形变作出位置调整,在此过程中,由于人工关节髁在楔形口中,优弧块自身只有倾斜、没有滑动,人工关节髁与优弧块之间也难以产生滑动,因此调节过程精准、高效,能够在机械手下压过程中,快速在水平面上找准。
18.本发明适用于不同系列的人工关节髁,减少了工装投入,降低生产成本,提高了夹取的效率。
附图说明
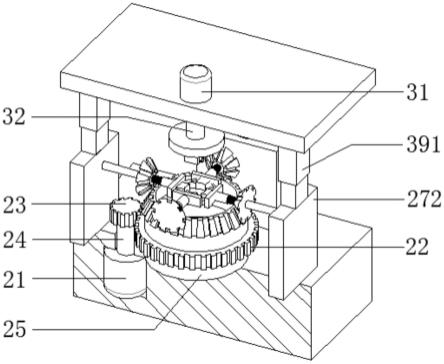
19.图1为本发明的整体结构示意图。
20.图2为本发明的整体结构侧视图。
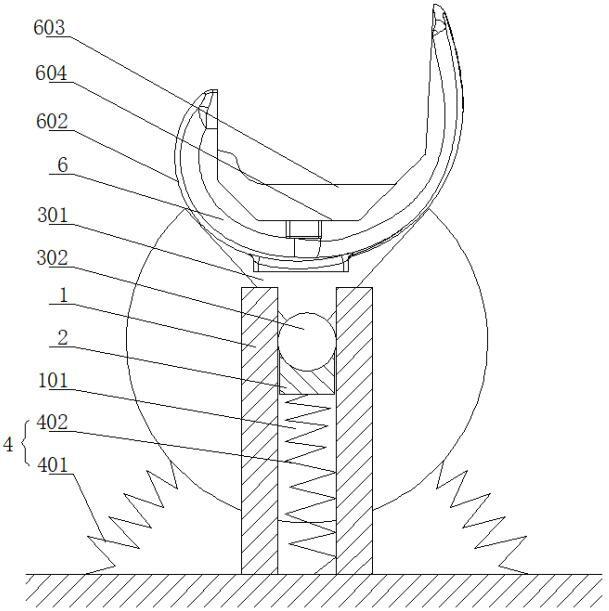
21.图3为本发明的人工关节髁与夹取块配合结构示意图。
22.图4为图3的局部放大图用于体现夹取块的结构。
23.其中:1、限位块;2、轴支撑座;3、优弧块;4、弹簧组件;5、夹取块;6、人工关节髁;7、紧固件;101、滑槽;301、楔形口;302、中心轴;401、拉伸弹簧;402、压缩弹簧;501、定位支撑杆;502、沟槽;601、髁产品圆柱;602、凸面;603、髁铸件产品髁间盒;604、髁基准面。
具体实施方式
24.下面结合附图,说明本发明的具体实施方式。
25.如图1-图4所示,本实施例的人工关节髁刨削设备的刨削方法,包括如下步骤:准备阶段:将人工关节髁6的凸面602放置在优弧块3的楔形口301内;机械手垂直下压,下压过程中,机械手的定位支撑杆501处于水平状态;直至机械手的至少一个定位支撑杆501与髁基准面604相接触;机械手持续下压,使机械手的全部定位支撑杆501与髁基准面604接触;此时,人工关节髁6的髁基准面604处于水平状态,人工关节髁6的凸面602由弹簧组件4形变调节,且被弹簧组件4支撑;机械手将髁基准面604处于水平状态的人工关节髁6抓取,夹取位置为髁铸件产品髁间盒603外壁;刨削阶段:刨削刀具装载于刀具架上,刀具架位置固定;机械手夹持具有待处理冒口的髁铸件,按照机械手的预设程序在刨刀上做指定轨迹的往复运动。
26.本实施例的刨削方法所用的人工关节髁刨削设备,包括定位装置,定位装置与机械手配合夹取人工关节髁6,包括限位块1、设置在限位块1上的活动组件;限位块1的相对位置恒定;活动组件包括:轴支撑座2,沿竖直方向滑移连接在限位块1上;优弧块3,落在轴支撑座2上,随轴支撑座2往复运动;弹簧组件4,支撑在优弧块3下方;机械手上设有夹取块5,夹取块5面向髁基准面604的一侧设有若干定位支撑杆501,定位支撑杆501与人工关节髁6的髁基准面604相接触。
27.限位块1组合形成用于容纳轴支撑座2的滑槽101,轴支撑座2在滑槽101内竖直往复滑移。
28.优弧块3的圆周位置开设楔形口301,楔形口301的顶角指向优弧块3的圆心。
29.优弧块3的楔形口301处设有中心轴302,中心轴302沿优弧块3的轴线设置,且中心轴302落在支撑块上。
30.弹簧组件4包括:拉伸弹簧401,对称设置于优弧块3两侧,压缩弹簧402,位于轴支撑座2下方。
31.在定位装置初始状态下,拉伸弹簧401处于拉伸状态,压缩弹簧402具备压缩余量。
32.每个夹取块5上设有同样数量的定位支撑杆501,所有的定位支撑杆501矩阵式设置,且抓取时与髁基准面604接触。
33.夹取块5上的定位支撑杆501之间开设沟槽502,沟槽502与人工关节髁6上的髁产品圆柱601适配。
34.定位支撑杆501与夹取块5之间通过紧固件7实现可拆卸连接。
35.本发明的具体结构及工作原理如下:本发明适用于熔模铸件的冒口打磨工序,是打磨工序的前序准备阶段。本发明的目的是适配于多种不同规格的人工关节髁6,从而使用一套夹具定位装置,就能与对应的机械手配合、保证抓取的人工关节髁6的髁基准面604处于水平状态。
36.如图1和图2所示,本发明中,在限位块1上活动安装优弧块3,优弧块3的材料采用金属或耐磨硬质塑料,在优弧块3上开设的楔形口301,其夹角角度范围60-120
°
。
37.本发明中,轴支撑座2材料采用金属或耐磨硬质塑料,压缩弹簧402材料刚度至少3n/mm。
38.定位装置处于初始状态时,左右两侧拉伸弹簧401都处于拉伸状态,且拉力相同,保证优弧块3楔形口301角平分线垂直于地面;本发明的一个实施例中,每个定位装置有2个对称的夹取块5、每个夹取块5上各2个定位支撑杆501。4个定位支撑杆501的沿矩形的四个顶角设置。
39.夹取块5的材料采用金属,硬度≤30hrc,夹取块5中间设计沟槽502,沟槽502尺寸由髁产品圆柱601决定,避免夹取块5碰触到髁产品圆柱601。
40.定位支撑杆501的材料为金属材料,硬度≥35hrc,定位支撑杆501直径范围2-5mm,定位支撑杆501高度可调,根据人工关节髁6产品特征,通过夹取块5侧向的限位孔,通过紧固件7,例如限位螺丝调节,并固定定位支撑杆501高度。
41.使用时,通过用弹簧组件4支撑优弧块3,如图1中方位,优弧块3左右通过拉伸弹簧401固定,保证优弧块3楔形口301角平分线垂直于地面,将人工关节髁6外机加面,即凸面602随意放置于楔形口301处,通过机械手上夹取装置的四个支撑杆接触髁基准面;机械手垂直于地面下压,在优弧块3的三根弹簧的作用下,确保四个支撑杆都与髁基准面604接触并实施夹取。
42.这样随意放置的人工关节髁6都能保证:机械手夹取后,其髁基准面604平行于地面。本发明适用于不同系列的人工关节髁6,减少了工装投入,有效避免了一个件号需要一套工装的局面,降低了大量工装的制作成本及后期的维护成本,同时大大增加了机械手的工作效率。
43.以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利
要求,在本发明的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。