1.本实用新型涉及汽车零部件加工领域,尤其涉及一种转向节加工用液压夹具。
背景技术:
2.夹具广泛应用于例如自动化生产线等的工业生产过程中。但是不同的物料具有各种不同的尺寸,对于夹具而言就存在各种不同的设计。为了缩短停机时间,提高生产效率,要求夹具具有良好的通用性,以适合于各种不同尺寸的物料。
3.转向节(steering knuckle)又称“羊角”,是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向。
4.转向节的功用是传递并承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。
5.而在转向节的加工过程中,由于其结构复杂,需要对转向节的多个面进行加工,一般是加工完一个面后,又重新装夹定位后再加工另一个面,这样一个转向节的加工需要多次的定位装夹,从而导致增加了工人的劳动强度,还降低了加工效率。
6.现有技术中采用五轴夹具对转向节进行加工时的装夹,以满足对转向节不同面的加工。但是,由于转向节加工精度的要求,需要对其进行精准的定位及稳定的装夹,避免在加工过程中的震动导致位置偏移,产生次品。现有技术中通常是将定位装置和夹紧装置分开设置,导致定位和夹紧不能兼顾,而使得定位不准确或者装夹不稳定。
技术实现要素:
7.为了解决现有技术中存在的上述问题,本实用新型提供了一种转向节加工用液压夹具,能够对转向节实现精准的定位和稳定的装夹,保证加工位置的精准。
8.一种转向节加工用液压夹具,包括cnc的工作台、相对应安装在工作台上的转台和尾座、用于装夹转向节的装夹台;所述装夹台能够在转台和尾座的作用下转动;所述装夹台上设置有胀紧旋转缸、辅助定位销以及若干个液压压板装置,用于对转向节进行装夹;所述胀紧旋转缸能够穿设到转向节上的中心孔内并且与中心孔胀紧配合,再伸出压紧舌对中心孔的边缘进行压紧。
9.上述技术方案的进一步设置为:所述胀紧旋转缸包括扩径定位圆销以及设置在扩径定位圆销上方的压紧座,所述压紧座上设有容置空间,压紧舌位于所述容置空间内,并且能够转动伸出到容置空间的外部。
10.上述技术方案的进一步设置为:所述扩径定位圆销包括定位座和定位座上方的胀紧内套,转向节放置到定位座上和定位座的上端面接触,胀紧内套膨胀,和转向节的中心孔配合锁紧。
11.上述技术方案的进一步设置为:所述压紧舌销接在所述压紧座上,并且能够绕销轴转动,以使压紧舌的外端转出到容置空间外。
12.上述技术方案的进一步设置为:所述辅助定位销为一扩径定位菱销。
13.上述技术方案的进一步设置为:所述液压压板装置包括压板和驱动压板做升降运动的液压油缸。
14.上述技术方案的进一步设置为:所述装夹台上还设有顶持部件,所述顶持部件位于所述压板的下方,和压板上的压头位置对应。
15.上述技术方案的进一步设置为:所述转台和尾座之间设有摇摆桥,所述摇摆桥能够在转台的作用下绕x轴摇摆;所述摇摆桥上设有转盘,装夹台设置在转盘上并且能够在转盘的带动下转动。
16.上述技术方案的进一步设置为:所述摇摆桥的摇摆角度为
±
120
°
。
17.本实用新型的有益效果在于:与现有技术相比,本实用新型通过设置胀紧旋转缸和定位辅助销的配合,利用扩径定位销的特性消除因为死销和工件之间的装配间隙带来的装夹精度误差,使装夹更加精准;同时设置压紧舌,对转向节的中心孔位置进行压紧,将压紧位置和定位配合设置,保证了装夹的稳定性;再借助液压压板装置对转向节其他位置进行压紧。
附图说明
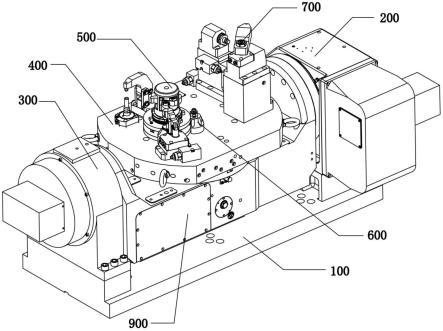
18.图1为本实用新型的结构示意图。
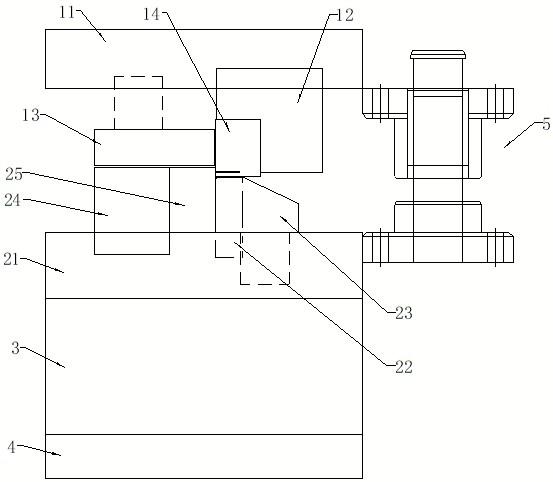
19.图2为胀紧旋转缸的结构示意图。
20.图3为转向节在夹具上的装夹结构示意图。
21.图4为图3中a部分的放大结构示意图。
22.图5为图3中b部分的放大结构示意图。
23.附图上标注:100、工作台;
24.200、转台;
25.300、尾座;
26.400、装夹台;
27.500、胀紧旋转缸;510、定位座;520、胀紧内套;530、压紧座;540、压紧舌;541、销轴;
28.600、辅助定位销;
29.700、液压压板装置;710、压板;720、液压油缸;711、压头;
30.800、顶持部件;
31.900、摇摆桥;
32.1、转向节;
33.2、转盘;
34.a、成型孔。
具体实施方式
35.为更进一步阐述本实用新型为实现预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
36.参照图1所示,本实施例公开了一种转向节加工用液压夹具,包括cnc的工作台
100、相对应安装在工作台100上的转台200和尾座300、用于装夹转向节1的装夹台400;所述装夹台400能够在转台200和尾座300的作用下转动;所述装夹台400上设置有胀紧旋转缸500、辅助定位销600以及若干个液压压板装置700,用于对转向节1进行装夹;所述胀紧旋转缸500能够穿设到转向节1上的中心孔内并且与中心孔胀紧配合,再伸出压紧舌540对中心孔的边缘进行压紧。
37.在对转向节1进行装夹时,先将转向节1的中心孔套设到胀紧旋转缸500上,转动转向节1,转向节1在上一工序中已经加工有成型孔a,此时转向节1上的成型孔a和辅助定位销600位置对应并且将辅助定位销600插入到成型孔a内,胀紧旋转缸500和中心孔胀紧配合,完成定位。压紧舌540伸出,对中心孔的边缘进行压紧,同时液压压板装置700启动,对转向节1各部位进行压紧装夹。
38.参照图2和图4所示,所述胀紧旋转缸500包括扩径定位圆销以及设置在扩径定位圆销上方的压紧座530,所述压紧座530上设有容置空间,压紧舌540位于所述容置空间内,并且能够转动伸出到容置空间的外部。
39.扩径定位销是一种能够膨胀的定位销。在转向节1未装夹状态,扩径定位圆销上的胀紧内套520处于收缩状态,当转向节1定位套设到扩径定位圆销上,胀紧内套520膨胀,和转向节1上的中心孔配合实现定位,同时,转向节1不能随意绕扩径定位圆销转动。
40.具体的,所述扩径定位圆销包括定位座510和定位座510上方的胀紧内套520,转向节1放置到定位座510上和定位座510的上端面接触,胀紧内套520膨胀,和转向节1的中心孔配合锁紧。
41.为了使压紧舌540能够转出到容置空间的外部,实现对转向节1的压紧作用,所述压紧舌540销接在所述压紧座530上,并且能够绕销轴541转动,以使压紧舌540的外端转出到容置空间外。
42.本实施例中,所述辅助定位销600为一扩径定位菱销。
43.扩径定位菱销也是扩径定位销的一种。在本实施例中,通过设置扩径定位圆销对转向节1的位置进行定位,再通过扩径定位菱销对转向节1的方向进行定位,保证转向节1的安装位置精准。
44.辅助定位销600插入到转向节1的成型孔a内,保证了转向节1的位置。
45.通过上述技术的改进,设置扩径定位圆销和辅助定位销600的配合,保证了转向节1装夹位置的准确性。
46.参照图3和图5所示,所述液压压板装置700包括压板710和驱动压板710做升降运动的液压油缸720。
47.为了对转向节1实现夹紧,所述装夹台400上还设有顶持部件800,所述顶持部件800位于所述压板710的下方,和压板710上的压头711位置对应。
48.转向节1定位完成后,顶持部件800正好位于转向节1的下方,并且和下端面上的平面位置接触,此时,液压油缸720启动,驱动压板710上的压头711移动到转向节1上方并且将转向节1压住,配合顶持部件800将转向节1夹住。
49.设置顶持部件800和压板710对转向节1完成辅助压紧,在不影响主定位压紧的情况下进行辅助支撑和压紧,保证加工处周边尾座不震刀,以提高加工精度和效率。
50.本实施例中,所述转台200和尾座300之间设有摇摆桥900,所述摇摆桥900能够在
转台200的作用下绕x轴摇摆;所述摇摆桥900上设有转盘2,装夹台400设置在转盘2上并且能够在转盘2的带动下转动。
51.优选的,所述摇摆桥900的摇摆角度为
±
120
°
。
52.本实施例的使用方式:先将转向节的中心孔套设到胀紧旋转缸上,转动转向节,使转向节上的成型孔和辅助定位销位置对应并且将辅助定位销插入到成型孔内,胀紧旋转缸和中心孔胀紧配合,完成定位。压紧舌伸出,对中心孔的边缘进行压紧,完成定位及转向节中间位置的压紧。此时顶持部件正好位于转向节的下方,并且和下端面上的平面位置接触,此时,液压油缸启动,驱动压板上的压头移动到转向节上方并且将转向节压住,配合顶持部将转向节夹住,完成装夹。
53.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。