技术特征:
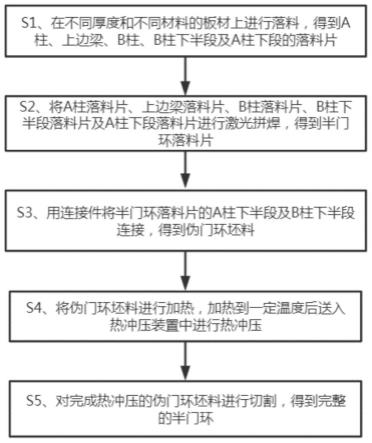
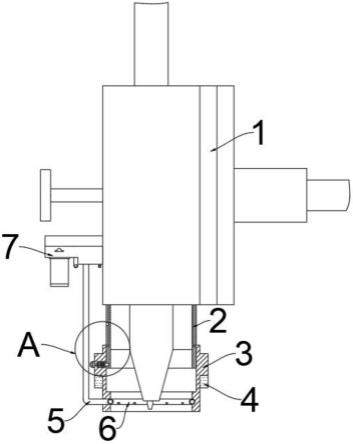
1.汽车半门环加工方法,其特征在于,包括以下步骤:s1、在不同厚度和不同材料的板材上进行落料,得到a柱落料片、上边梁落料片、b柱落料片、b柱下半段落料片及a柱下半段的落料片;s2、将a柱落料片、上边梁落料片、b柱落料片、b柱下半段落料片及a柱下半段落料片进行激光拼焊,得到半门环落料片;s3、用连接件将半门环落料片的a柱下半段及b柱下半段连接,得到伪门环坯料;s4、将伪门环坯料进行加热,加热到一定温度后送入热冲压装置中进行热冲压;s5、对完成热冲压的伪门环坯料进行切割,得到完整的半门环。2.根据权利要求1所述的汽车半门环加工方法,其特征在于:在步骤s1进行落料时,所获得的a柱下半段落料片和b柱下半段落料片中包括辅助区,所述辅助区用于辅助连接a柱下半段落料片和b柱下半段落料片。3.根据权利要求1所述的汽车半门环加工方法,其特征在于:步骤s3中连接件的材料为废弃的钢板或者废弃材料。4.根据权利要求3述的汽车半门环加工方法,其特征在于:在步骤s1中,进行a柱下半段和b柱下半段落料时,一次性完成辅助区和落料片落料;所述辅助区包括点焊区,所述点焊区长度为26-30mm,用于点焊连接件。5.根据权利要求4所述的汽车半门环加工方法,其特征在于:所述点焊区和连接件上开设有相对应的定位孔,所述定位孔直径为5mm-7mm,所述定位孔用于通过销钉对汽车半门环加工时点焊区和连接件的连接定位。6.根据权利要求1所述的汽车半门环加工方法,其特征在于:步骤s1中所述的a柱落料片、上边梁落料片、b柱落料片、b柱下半段落料片及a柱落料片的厚度均为1.2mm-1.6mm。7.根据权利要求1所述的汽车半门环加工方法,其特征在于:步骤s4中伪门环坯料采用辊底式加热炉进行加热,所述辊底式加热炉设置有7-9个加热区,各个加热区温度均为810℃-950℃,加热时间为6-8min。8.根据权利要求1所述的汽车半门环加工方法,其特征在于:步骤s4中进行热冲压时,伪门环坯料的温度≥730℃。9.用于汽车半门环加工的模具,其特征在于:用于权利要求1-8任一项所述的汽车半门环加工方法加工半门环。
技术总结
本发明涉及新能源汽车制造领域,公开了汽车半门环加工方法及模具;本方法包括以下步骤:S1、在不同厚度和不同材料的板材上进行落料,得到A柱落料片、上边梁落料片、B柱落料片、B柱下半段落料片及A柱下半段的落料片;S2、将A柱落料片、上边梁落料片、B柱落料片、B柱下半段落料片及A柱下半段落料片进行激光拼焊,得到半门环落料片;S3、用连接件将半门环落料片的A柱下半段及B柱下半段连接,得到伪门环坯料;S4、将伪门环坯料进行加热,加热到一定温度后送入热冲压装置中进行热冲压;S5、对完成热冲压的伪门环坯料进行切割,得到完整的半门环。通过本方法生产的半门环,有利于在保证新能源汽车的强度的前提下,使得汽车更轻量化。使得汽车更轻量化。使得汽车更轻量化。
技术研发人员:高见
受保护的技术使用者:重庆至信实业集团有限公司
技术研发日:2022.10.14
技术公布日:2022/12/6
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。