1.本实用新型属于零件加工技术领域,具体涉及一种用于细长轴类零件加工的增效夹具。
背景技术:
2.以往加工如图2所示的细长轴类零件通常都是单件逐个加工,具体加工方法为先加工轴侧小孔,然后以外径和小孔定位铣平面,最后夹持外径钻小孔。
3.随着数控设备的普及,上述的多道工序可以一次性实现。由于此类工件加工工序少,单件加工时间非常短,因此操作者无法实现一人多机操作;而且此类小工件附加值不高,如果不在提高效益自己如何实现一人多机操作上下工夫,则采用数控设备进行加工是不合算的。
技术实现要素:
4.为了满足上述需求,本实用新型提供了一种用于细长轴类零件加工的增效夹具,以提高此类工件加工效率,降低日益增加人工成本。
5.为解决上述技术问题,实现上述技术效果,本实用新型通过以下技术方案实现:
6.一种用于细长轴类零件加工的增效夹具,包括长条形的底座、压板和压紧螺钉;所述底座的前后两端分别设置有一个贯穿所述底座上下表面的底座固定螺孔,所述底座的上表面并排且等间距地设置有若干道用于放置细长轴类零件的v型槽,每道所述v型槽的两端分别与所述底座左右两个侧面齐平,相邻两道所述v型槽之间的平台上均设置有一个压紧螺钉锁紧孔,所述压板上设置有贯穿所述压板上下表面的压紧螺钉过孔,所述压板通过所述压紧螺钉经所述压紧螺钉过孔后与所述压紧螺钉锁紧孔的配合,将至少两根所述细长轴类零件压紧在两道所述v型槽中。
7.进一步的,所有所述v型槽均位于两个所述底座固定螺孔之间。
8.进一步的,每道所述v型槽的尺寸均保持一致,夹具本身结构稳定,从而保证成批零件尺寸的一致性。
9.进一步的,所述v型槽的尺寸应满足当所述细长轴类零件位于所述v型槽时,所述细长轴类零件的顶部露出所述v型槽的槽口之上,以保证所述盖板的下表面能够与位于所述v型槽内的所述细长轴类零件相接触并压紧。
10.进一步的,所述v型槽的长度不大于所述细长轴类零件的长度,以保证所述细长轴类零件的两端能够伸出所述底座的左右两个侧面,便于加工。
11.进一步的,所有所述压紧螺钉锁紧孔在平面上均处于同一直线。
12.进一步的,所述压板的长度大于相邻两个所述v型槽的槽底间距,以保证所述压板至少能同时压紧两根所述细长轴类零件,同时所述压板的宽度小于所述底座的宽度,避免影响数控设备对所述细长轴类零件的加工。
13.进一步的,所述压板上压紧螺钉过孔的个数n与所述压板能够同时压紧所述细长
轴类零件的根数m相关,即m=n 1,m、n均为正整数,且所述压板上的压紧螺钉过孔分别与所述底座上的所述压紧螺钉锁紧孔相对应。
14.进一步的,所述底座的侧面与底面的垂直允许差为0.02mm。
15.进一步的,所述压紧螺钉为外六角压紧螺钉或内六角压紧螺钉。
16.本实用新型的有益效果为:
17.1、本实用新型一次可同时完成多个细长轴的加工,实现了操作者一人多机的操作可能,并且节约了装夹工件时间,大大提高了此类零件的加工效率。
18.2、本实用新型的底座找正方便,因为v型槽都是按照一定距离装夹,因此可以很快实现下次装夹找正工件。
19.3、本实用新型使细长轴类零件加工的精度和稳定性得到了提高,因为工件是加工中心一次性加工出的孔和平面,如果是在旋转轴上的话,工件的轴中心孔亦可一次性加工出来,其相互垂直度,和同轴度一次性实现,不会出现因重复装夹造成的累积误差,质量非常好,而且工装夹具稳定性好,成批质量一致。
20.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。本实用新型的具体实施方式由以下实施例及其附图详细给出。
附图说明
21.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
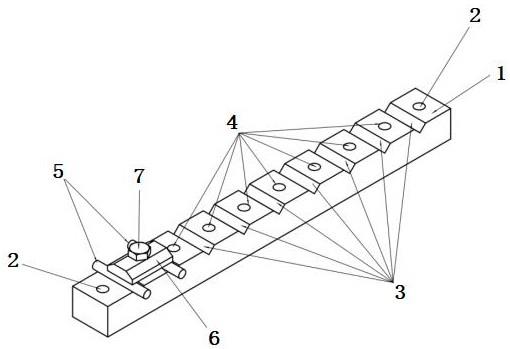
22.图1为本实用新型压紧细长轴类零件时的结构示意图;
23.图2为细长轴类零件的立体图。
具体实施方式
24.下面将参考附图并结合实施例,来详细说明本实用新型。此处所作说明用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
25.参见图1所示,一种用于细长轴类零件加工的增效夹具,包括长条形的底座1、压板6和压紧螺钉7;所述底座1的前后两端分别设置有一个贯穿所述底座1上下表面的底座固定螺孔2,所述底座1的上表面并排且等间距地设置有若干道用于放置细长轴类零件5的v型槽3,每道所述v型槽3的两端分别与所述底座1左右两个侧面齐平,相邻两道所述v型槽3之间的平台上均设置有一个压紧螺钉锁紧孔4,所述压板6上设置有贯穿所述压板6上下表面的压紧螺钉过孔,所述压板6通过所述压紧螺钉7经所述压紧螺钉过孔后与所述压紧螺钉锁紧孔4的配合,将至少两根所述细长轴类零件5压紧在两道所述v型槽3中。
26.作为进一步的实施例,所有所述v型槽3均位于两个所述底座固定螺孔2之间。
27.作为进一步的实施例,每道所述v型槽3的尺寸均保持一致,夹具本身结构稳定,从而保证成批零件尺寸的一致性。
28.作为进一步的实施例,所述v型槽3的尺寸应满足当所述细长轴类零件5位于所述v
型槽3时,所述细长轴类零件5的顶部露出所述v型槽3的槽口之上,以保证所述压板6的下表面能够与位于所述v型槽3内的所述细长轴类零件5相接触并压紧。
29.作为进一步的实施例,所述v型槽3的长度不大于所述细长轴类零件5的长度,以保证所述细长轴类零件5的两端能够伸出所述底座1的左右两个侧面,便于加工。
30.作为进一步的实施例,所有所述压紧螺钉锁紧孔4在平面上均处于同一直线。
31.作为进一步的实施例,所述压板6的长度大于相邻两个所述v型槽3的槽底间距,以保证所述压板6至少能同时压紧两根所述细长轴类零件5,同时所述压板6的宽度小于所述底座1的宽度,避免影响数控设备对所述细长轴类零件5的加工。
32.作为进一步的实施例,所述压板6上压紧螺钉过孔的个数n与所述压板6能够同时压紧所述细长轴类零件5的根数m相关,即m=n 1,m、n均为正整数,且所述压板6上的压紧螺钉过孔分别与所述底座1上的所述压紧螺钉锁紧孔4相对应。
33.作为进一步的实施例,所述底座1的侧面与底面的垂直允许差为0.02mm,所述v型槽3要在加工中心上加工出来,以保证细长轴类零件5安装后间距固定,找正夹具有据可依。
34.作为进一步的实施例,所述压紧螺钉7为外六角压紧螺钉或内六角压紧螺钉。
35.本增效夹具的装夹方法如下:
36.先将细长轴类零件5装至底座1的v型槽3中,然后通过压紧螺钉7和压板6将细长轴类零件5压紧,最后通过底座1两端的底座固定螺孔2,将压紧有细长轴类零件5的增效夹具固定至工作台或者旋转轴,从而可实现成组工件的加工,工序集中实现,提高劳动效率和加工质量。
37.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。