1.本发明涉及一种紧贴效率高的电动研磨机可拆卸用研磨盘,更加详细地涉及一种研 磨盘,以可拆卸的形式构成于木工等作业中频繁使用的桌用电动研磨机,从而紧贴效率 及使用效率优秀。
背景技术:
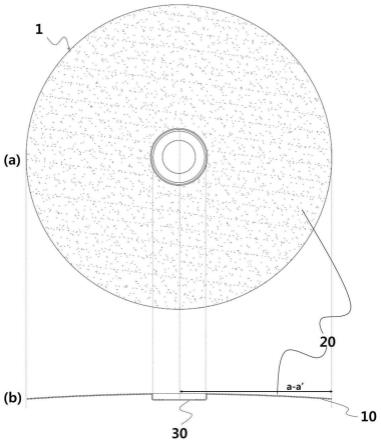
2.通常,如图1的(a)所示,研磨盘结合于安装在主要用于木工等作业的桌子的电动 研磨机,并以高速旋转的形态使用。
3.根据本发明的研磨盘与两面用及切割用手摇砂轮不同,是通过粘合剂使得一侧面完 全紧贴于电动研磨机的磨盘并使用的形态。
4.具体来说,虽然是在电动研磨机安装有磨盘,在磨盘附着有砂纸的形态,但当砂纸 的研磨面磨损时进行更换,作为这种形态的一次性产品使用。
5.如图1的(b)所示,更换方法为强硬揭开粘合面,对留有残余粘合剂的磨盘面进行 研磨,以通过贴附形态粘贴新的砂纸的形态进行更换。
6.因此,更换工艺复杂,难以附着干净的砂纸,甚至难以在准确的位置附着砂纸,因 此,使用者正面临困境。
7.另外,即使艰难地实现了附着,也没有将砂纸准确地附着在中间,因此在高速旋转 时,电动研磨机发生振动,从而可能会引发故障,由此带来的安全事故的发生率也高。
8.因此,虽然需要相关的解决方案,但到目前为止,如上文所提及的,仍然是以现有 的将砂纸附着在磨盘的形态使用。
9.据此,打算制作成可更换磨盘和磨料一体化的研磨盘并可多次重复使用的形态。
10.此时,将研磨盘制造成单纯平面时,存在难以完全紧贴于电动研磨机的现有磨盘面 的缺点,因此还需要相关的解决方案。
11.与此相关,从以往的技术来看,韩国公开专利第10-2006-0024016号公开了一种“研 磨盘及其制造方法”,但其利用了对热及应力抵抗性强的高强度材料,存在生产效率低、 难以适用于实际产业的问题。
12.【先行技术文献】
13.【专利文献】
14.(专利文献0001)韩国公开专利10-2006-0024016号(2006.03.15)
技术实现要素:
15.因此,本发明是为了解决如上所述的现有技术的问题而提出的,其目的在于提供一 种可轻松地从电动研磨机拆卸的研磨盘。
16.另外,本发明的又一个目的在于提供一种在将研磨盘紧固连接到电动研磨机时,可 防止倒翻现象的技术。
17.另外,本发明的又一个目的在于提供一种在将研磨盘紧固连接到电动研磨机时,
可 完全紧贴的研磨盘制造技术。
18.本发明要解决的课题不限于以上所提到的课题,本发明所属的技术领域中具有一般 知识的人可以从以下记载中明确地理解在此未提及的本发明要解决的另一个课题。
19.根据本发明的紧贴效率高的电动研磨机可拆卸用研磨盘,其特征在于,包括:板部, 其由圆形的金属板材质构成;砂磨部,其形成有磨料,以便能够在板部的一侧面形成研 磨面;紧固连接部,其在板部的中心轴以贯通孔形态形成,设置为可轻松地紧固连接到 电动研磨机的形态,板部形成微小曲率,以便在供研磨面形成的砂磨部侧形成有凸出面, 从而在紧固连接到电动研磨机时进行弹性紧贴。
20.根据本发明的紧贴效率高的电动研磨机可拆卸用研磨盘,可轻松地从电动研磨机拆 卸下来,因此,具有便于重复使用的效果。
21.另外,本发明在将研磨盘紧固连接到电动研磨机时,具有可紧贴于整个表面的效果。
22.另外,本发明在将研磨盘紧固连接到电动研磨机后进行高速旋转时,具有可防止倒 翻现象的效果。
附图说明
23.图1的(a)示出现有电动研磨机的多种形态。
24.图1的(b)是根据现有技术按顺序对以贴附到磨盘的形态更换砂纸的过程进行罗 列的图。
25.图2是根据本发明的研磨盘的平面及正面图。
26.图3的(a)示出在将根据本发明的研磨盘紧固连接到电动研磨机之前的图。
27.图3的(b)示出将根据本发明的研磨盘紧固连接到电动研磨机并完全紧贴的形态。
28.图4示出根据本发明的研磨盘的a-a'区域的截面图。
29.图5是根据本发明的研磨盘的a-a'区域的截面图,示出了按区划形成曲率的程度。
30.标号说明
31.1:研磨盘
32.10:板部
33.20:砂磨部
34.30:紧固连接部
35.p:电动研磨机
36.a:中心轴部
37.b:外周面部
具体实施方式
38.以上本发明想要解决的课题、课题的解决手段、发明的效果等具体事项包含在以下 要记载的实施例及图中。若本发明的优点和特征,以及参照和附图一起在后面详细叙述 的实施例,实现它们的方法就会变得明确。
39.根据本发明的紧贴效率高的电动研磨机p可拆卸用研磨盘1,如图2所示,其特征 在于,包括:板部10,其由圆形的金属板材质构成;砂磨部20,其形成有磨料,以便 能够在板
部10的一侧面形成研磨面;紧固连接部30,其在板部10的中心轴以贯通孔形 态形成,设置为可轻松地紧固连接到电动研磨机p的形态,板部10形成缓慢的曲率k, 以便朝向供研磨面形成的砂磨部20侧形成凸出面,从而在紧固连接到电动研磨机p时 进行弹性紧贴。
40.首先,板部10由圆形的金属板材质构成。
41.板部10由可紧固连接到电动研磨机p的形态的大小构成,不妨碍研磨功能,应形成 易于紧固连接程度的厚度是不言而喻的。
42.此时,板部10形成有微小、缓慢的曲率形态的面,以便向供研磨面形成的以下砂磨 部20侧方向形成凸出面。
43.这是为了将板部10紧固连接到电动研磨机p后,即使经过长时间的高速旋转也能保 持轻松地紧贴的状态。
44.如图3的(a)所示,板部10以在砂磨部20侧形成有凸出面的形态构成,在紧固连 接到电动研磨机p时,如图3的(b)所示,设置为能够以弹性紧贴的形式结合的形态。
45.此时,板部10形成曲率面,紧固连接时,如图3的(b)所示,可弹性地紧贴于平 面,解除时,能够使得曲率以如图3(a)一样的形态复原形成的水准的弹性力应由材质 及结构形成是不言而喻的。
46.如今,如果研磨盘的板部是形成单纯的平面的形态,那么在紧固连接到电动研磨机 p后,通过长时间高速旋转而进行研磨作业时,会发生因热变形、因离心力变形、因持 续施加的局部压力(研磨部位)变形等,并频繁发生倒翻或弯曲的情况。
47.因此,优选地,作为用于防止这种情况发生的方案,在板部10形成曲率。
48.此时,在形成曲率,即向着供板部10的研磨面形成的方向形成凸出面的曲率时,如 果形成为一般形态的凸出面形态,则根据曲率程度进行紧固连接时,可能会发生翻转或 无法完全紧贴于电动研磨机,从而很难形成均匀的研磨面。
49.具体来说,当曲率k在整个表面维持一定的水准,且曲率k值过高时,在紧固连接 过程中会发生倒翻。
50.另外,当曲率k维持一定的水准,且曲率k值过低时,反而无法完全紧贴于紧贴面, 同时借助于弹性力在中心部形成隔开空间,难以维持完全的紧贴水准。
51.因此,优选地,板部10以截面为基准,越向外周面,截面基准曲率k越逐渐地、持 续地减少,并以收敛到0的形态形成。
52.具体来说,如图4所示,板部10形成为越向外周面,以截面部为基准,曲率k值越 减少的结构,但如图5所示,板部10的中心轴部a附近的曲率k形成为0.0015至0.0025。
53.优选地,板部10的外周面部b的曲率k是收敛到0的形态的平面,板部10的中心 轴部a和外周面部b之间的曲率半径应构成为越往外周面越逐渐地、持续地减少的形态。
54.如上所述,构成为越向板部10的外周面部b曲率k越减少的形态的理由是,当单纯 地以形成一定曲率k的形态形成凸出面时,在紧固连接到电动研磨机p时,很难形成完 全的紧贴面(平面)。
55.但是,如本发明所示,在形成越向板部10的外周面部b越逐渐下降的形态的曲率k 时,不发生翻转的情况,且容易形成稳定的紧贴面。
56.当然,由于所使用的材料的弹性力、弯曲强度、脆性等机械的物性值,详细的信息 值可能会有差异,但在以上述结构形成时,在想要附着的面形成完全的紧贴感,在高速 旋
转时也能维持形态。
57.其次,砂磨部20形成有磨料,以便能够在板部10的一侧面形成研磨面。
58.此时,如果磨料是能研磨金属和木材的材料,则可以构成任何形态。
59.另外,如果砂磨部20是能够供磨料稳定形成的形态,则可以构成任何形态。
60.另外,砂磨部20也可以构成为通过在板部10的制造过程中混合的陶瓷材料与板部 10形成为一体的形态。
61.板部10和砂磨部20可单独形成并构成为可安装及拆卸的形态,更加优选地,使得 板部10和砂磨部20以一体的形式形成,从而制成单项产品。
62.因此,不是使得研磨砂纸形态粘贴到以往的电动研磨机p后进行去除的形态,而是 使用螺栓等的结合要素,可轻松地对将板部10及砂磨部20以一体的形式形成的形态进 行安装及拆卸,从而可增加使用便利性。
63.如果砂磨部的磨损面处于可用状态,则可以追加重复使用是不言而喻的。
64.其次,紧固连接部30在板部10的中心轴以贯通孔形态形成,从而设置为可轻松地 紧固连接到电动研磨机p的形态。
65.如果紧固连接部30是可轻松地紧固连接到电动研磨机p的旋转轴的形态,则可构成 任何形态。
66.如上所述,上述本发明的技术构成可以理解为,本发明所属技术领域的技术人员在 不改变本发明的技术思想或必需特征的情况下,可以以其他具体的形态实施。
67.因此,以上记述的实施例应被理解为在所有方面都是示例性的,而不是限定性的, 本发明的范围应借助于后述的专利权利要求书而非上述的详细的说明,并且应解释为从 专利权利要求书的意义、范围及其等价概念所导出的所有变更或变形的形态都包含在本 发明的范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。