一种ps/pp复合材料及其制备方法和应用
技术领域
1.本发明属于通用塑料技术领域,特别涉及一种ps/pp复合材料及其制备方法和应用。
背景技术:
2.ps具有较好的加工流动性、较高的模量、较高的表面硬度、低收缩率及优良的印刷性能,广泛应用于家电、办公设备和家具产业等行业,但是其耐环境开裂和耐化学药品性能较差;同时聚丙烯为半结晶型聚合物,具有较好的耐化学药品的性能;制备的pp/ps合金具有优异的加工性能和耐环境开裂和耐化学药品性能,在家电行业具有广泛的应用潜力。
3.因为pp是半结晶型聚合物,而ps为无定型聚合物,二者为典型的不相容体系,无法形成稳定的相结构,制备的ps/pp合金力学性能极差。目前对ps/pp合金的增容剂和制备工艺进行研究,但是制备出的ps/pp合金板材料进行吸塑成型时发生吸塑开裂、吸塑效率低、变形和胆折等诸多问题,吸塑开裂主要原因:由于材料的缺口冲击强度较低,导致加工延展性较差,在吹塑成型过程中会因延展性不好而出现开裂;但是当材料韧性太好,刚性不足时极易出现尺寸稳定性差和变形、胆折等问题,因此ps/pp合金具有较好的力学性能和吸塑效率是非常重要的。
技术实现要素:
4.本发明所要解决的技术问题是提供一种ps/pp复合材料及其制备方法和应用,以克服现有技术中ps/pp合金材料力学性能和吸塑效率不佳的缺陷。
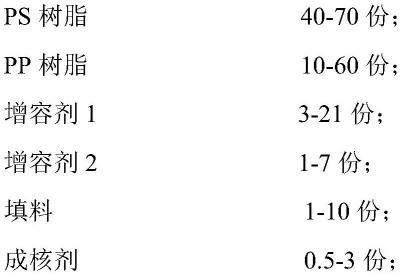
5.本发明提供一种ps/pp复合材料,所述复合材料组分按照重量份数包括:
[0006][0007]
所述增容剂1为sbs或sebs,所述sbs中s/b质量比为30/70~35/65,所述sebs中苯乙烯质量分数为30~35%;
[0008]
所述增容剂2为马来酸酐接枝聚丙烯或苯乙烯和马来酸酐的无规共聚物,所述马来酸酐接枝聚丙烯中马来酸酐质量分数为0.6~1%,所述苯乙烯和马来酸酐的无规共聚物中马来酸酐质量分数为15~20%。
[0009]
其中s/b质量比的测试方法为:以四氢呋喃为流动相,经过wondasil-c18柱分离后,通过紫外检测260nm波长下峰面积,根据s与sbs组分峰面积之间的线性关系,使用标准
曲线进行定量,然后计算s/b的比值;sebs中苯乙烯质量分数测试方法为:以四氢呋喃为流动相,经过wondasil-c18柱分离后,通过紫外检测260nm波长下峰面积,根据s与sebs组分峰面积之间的线性关系,使用标准曲线进行定量,然后计算苯乙烯的质量分数;马来酸酐接枝聚丙烯或苯乙烯和马来酸酐的无规共聚物中马来酸酐质量分数测试方法为滴定法测试,将马来酸酐接枝聚丙烯或者苯乙烯和马来酸酐的无规共聚物溶于koh-乙醇标准溶液,利用中和反应计算出酸酐的含量。
[0010]
优选地,所述复合材料组分按照重量份数包括:
[0011][0012]
优选地,所述ps树脂为hips。
[0013]
优选地,所述pp树脂为丙烯和乙烯的共聚物。
[0014]
更优选地,所述pp树脂的缺口冲击强度为10-40kj/m2。冲击强度较高的共聚pp树脂中乙烯的含量会相对较高一些,这样其结晶度会相对较低且其熔融温度也会相对较低,从而有利于吸塑效率。缺口冲击强度按照gb/t 1843-2008测试,a型缺口,23℃,50%湿度。
[0015]
优选地,所述sbs为线性分子结构。
[0016]
优选地,所述增容剂1和增容剂2的质量比为2:1~4:1。
[0017]
优选地,所述填料包括硅灰石、滑石粉、碳酸钙中的一种或几种。
[0018]
优选地,所述成核剂包括酰胺类化合物、磷酸酯类化合物、酰肼类化合物中的一种或几种。
[0019]
优选地,所述复合材料还包括其他助剂0-3份。
[0020]
优选地,所述其他助剂包括抗氧剂和/或润滑剂。
[0021]
优选地,所述抗氧剂重量份数为0.1-0.3份。
[0022]
优选地,所述抗氧剂包括受阻酚类抗氧剂、亚磷酸脂类抗氧剂、硫代二丙酸双酯类抗氧剂中一种或几种。
[0023]
优选地,所述润滑剂重量份数为0.5-2份。
[0024]
优选地,所述润滑剂包括聚硅氧烷、硬脂酸钙、硬脂酸镁、硬脂酸锌、pe蜡中的一种或几种。
[0025]
本发明还提供一种ps/pp复合材料的制备方法,包括:
[0026]
(1)将ps树脂和增容剂1混合,加入双螺杆挤出机中熔融共混,挤出造粒,得到预混母粒;
[0027]
(2)将步骤(1)中预混母粒和其他各组分加入双螺杆挤出机中熔融共混,挤出造粒,得到ps/pp复合材料。
[0028]
优选地,所述步骤(1)中熔融共混温度为180~230℃,喂料为800~1200kg/h,螺杆
转速为400~600rpm,螺杆长径比为38/1~48/1。
[0029]
优选地,所述步骤(2)中熔融共混温度为180~230℃,喂料为600~1000kg/h,螺杆转速为500~700rpm,螺杆长径比为38/1~48/1。
[0030]
本发明还提供一种ps/pp复合材料在家电、汽车或医疗耗材中的应用,例如用于冰箱内胆、汽车门板等。
[0031]
本发明增容剂1为sbs或者sebs,其中苯乙烯段可以和ps相发生较好的缠结,s段可以和pp相发生较好的缠结,此时的sebs或sbs分散在pp相和ps相的相界面处,以提高相界面强度;增容剂2为苯乙烯和马来酸酐的无规共聚物或者马来酸酐接枝聚丙烯,其中的马酸酐基团可以和填料发生物理吸附或者化学反应,使得填料随着增容剂2一起在ps/pp合金中进行分散;因为增容剂1中sbs中s/b的比值或sebs中苯乙烯的含量均在所选范围内时,sbs或者sebs就会分散在ps和pp的界面处,增强ps和pp的界面相容性;如果sbs中s/b的比值或者sebs中苯乙烯的含量不在所选范围内,增容剂1会在体系内形成胶束,起不到增容的作用;增容剂2和增容剂1只有在所选的范围内时,增容剂2才会和增容剂1具有较好的相容性,使得增容剂2随着增容剂1一起分散在ps和pp的相界面处,此时填料也分散在ps和pp的相界面处,极大的增加了体系的粘度和强度;抑制了pp分子链的运动,降低了其结晶度,使其具有较好的吸塑效率;如果只加增容剂1时,填料体系会在体系内无规分散,此时体系pp的结晶度较高,吸塑所需功率和时间会大大延长;如果只添加增容剂2,此时ps和pp的界面相容性较差,ps和pp合金材料的力学性能较差;只有增容剂1和增容剂2在所选范围时,具有较好的相容性,此时增容剂1、增容剂2和填料均分散在ps和pp的相界面处,起到提高ps/pp力学性能,增强增粘和抑制pp结晶的效果。
[0032]
有益效果
[0033]
本发明采用增容剂1和增容剂2的复配,使得ps/pp复合材料具有较好的力学性能和吸塑效率,克服了一般ps/pp合金力学性能较差的缺陷以及pp因结晶而导致的热吸塑效率的问题。而选择冲击强度较高的共聚pp树脂可以进一步提高复合材料的吸塑效率,同时保证复合材料的力学性能。
具体实施方式
[0034]
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
[0035]
试剂来源:
[0036]
ps树脂:hips,hips 8265,道达尔石化有限公司;
[0037]
pp树脂1:丙烯和乙烯的共聚物,缺口冲击强度为10kj/m2,pp ep548r,万华化学集团股份有限公司;
[0038]
pp树脂2:丙烯和乙烯的共聚物,缺口冲击强度为40kj/m2,pp k8009,中国石油化工股份有限公司;
[0039]
pp树脂3:丙烯和乙烯的共聚物,缺口冲击强度为5.2kj/m2,pp ep648u(v),中海壳牌石油化工有限公司;
[0040]
pp树脂4:丙烯和乙烯的共聚物,缺口冲击强度为53kj/m2,pp k8003,东华能源(宁波)新材料有限公司;
[0041]
增容剂1:
[0042]
增容剂1-1:sbs,线性分子结构,sbs 188,s/b=34/66,中国石化巴陵石化公司;
[0043]
增容剂1-2:sebs,苯乙烯质量分数为32%,sebs 6151,台橡股份有限公司;
[0044]
增容剂2:
[0045]
增容剂2-1:马来酸酐接枝聚丙烯,马来酸酐质量分数为0.8%,pc-1,佛山市南海柏晨高分子新材料有限公司;
[0046]
增容剂2-2:苯乙烯和马来酸酐的无规共聚物,马来酸酐质量分数为18%,sma-700,嘉兴华雯化工有限公司;
[0047]
增容剂3:
[0048]
增容剂3-1:sbs,线性分子结构,s/b为2/8,sbs 796,中国石化巴陵石化公司;
[0049]
增容剂3-2:sbs,线性分子结构,s/b为4/6,sbs 815,中国石化巴陵石化公司;
[0050]
增容剂3-3:sebs,苯乙烯质量分数为13%,sebs g1657 ms,科腾聚合物有限公司;
[0051]
增容剂3-4:sebs,苯乙烯质量分数为36%,sebs md6958 hu,科腾聚合物有限公司;
[0052]
增容剂4:
[0053]
增容剂4-1:马来酸酐接枝聚丙烯,马来酸酐质量分数为0.5%,pc-3,佛山市南海柏晨高分子新材料有限公司;
[0054]
增容剂4-2:马来酸酐接枝聚丙烯,马来酸酐质量分数为1.2%,ad-105,佛山市南海柏晨高分子新材料有限公司;
[0055]
增容剂4-3:苯乙烯和马来酸酐的无规共聚物,马来酸酐质量分数为10%,sma-700-r50,上海华雯新材料有限公司;
[0056]
增容剂4-4:苯乙烯和马来酸酐的无规共聚物,马来酸酐质量分数为23%,sz 23110,
[0057]
polyscope polymers b.v.;
[0058]
填料:滑石粉,tyt-777ay,市售;
[0059]
成核剂:磷酸酯类化合物,np-509,市售;
[0060]
抗氧剂:受阻酚类抗氧剂(抗氧剂1098),市售;
[0061]
润滑剂:硬脂酸钙,市售;
[0062]
如未特别说明,本发明平行的实施例和对比例中的某一组分(例如抗氧剂、润滑剂)均为相同的市售产品。
[0063]
一种ps/pp复合材料的制备方法包括如下步骤:
[0064]
(1)将ps树脂、pp树脂、增容剂1、增容剂2、填料、成核剂进行干燥,按照表1-3配比将ps树脂、增容剂1混合均匀,加入双螺杆挤出机中220℃熔融共混,喂料为1000kg/h,螺杆转速为500rpm,螺杆长径比为48:1,挤出造粒,得到预混母粒;
[0065]
(2)将步骤(1)得到的预混母粒和其他组分按照表1-3配比加入双螺杆挤出机中220℃熔融共混,喂料为800kg/h,螺杆转速为600rpm,螺杆长径比为48/1,挤出造粒即得到ps/pp复合材料。
[0066]
性能测试:
[0067]
(1)拉伸强度:
[0068]
按照gb/t 1040-2006测试,拉伸速率50mm/min,哑铃型试样,5a型样条:窄部分的宽度为4mm、厚度为3mm;拉伸强度≥20mpa即可满足要求;
[0069]
(2)缺口冲击强度:
[0070]
按照gb/t 1843-2008测试,a型缺口,23℃,50%湿度;缺口冲击强度≥10kj/m2就可以解决吸塑开裂问题;
[0071]
(3)吸塑时间:
[0072]
将制备好的ps/pp复合材料在长径比为38:1~48:1的单螺杆挤出机中170~220℃挤出成型并裁至2000*1000*2.0mm的方板,然后在设定温度为100℃模具中吸塑成型为合格制件;其中最低吸塑成型周期时间记为吸塑时间。
[0073]
表1实施例1-11配比(重量份数)
[0074][0075]
表2实施例12-14配比(重量份数)
[0076] 实施例12实施例13实施例14ps树脂505050pp树脂1404040增容剂1-112
ꢀꢀ
增容剂1-2 1212增容剂2-1 4 增容剂2-24 4填料666成核剂1.81.81.8抗氧剂0.30.30.3润滑剂0.50.50.5拉伸强度(mpa)29.329.229.5缺口冲击强度(kj/m2)13.314.114.5吸塑时间(s)5.45.65.2
[0077]
表3对比例配比(重量份数)
[0078]
[0079][0080]
由表1-3可知,本发明ps/pp复合材料具有较好的力学性能和吸塑效率。对比例9-12只添加一种增容剂,其复合材料的拉伸强度和缺口冲击强度低于实施例1或14,且吸塑时间大于实施例1或14。对比例3-4采用的sbs中s/b不在本发明范围内,对比例7-8采用的sebs中苯乙烯质量分数不在本发明范围内,对比例3-4或对比例7-8ps/pp复合材料拉伸强度和缺口冲击强度低于实施例1或14,且吸塑时间大于实施例1或14。对比例1-2采用的pp-g-mah中mah质量分数不在本发明范围内,对比例5-6采用的ps-g-mah中mah质量分数不在本发明范围内,对比例1-2或对比例5-6ps/pp复合材料拉伸强度、缺口冲击强度低于实施例1或14,且吸塑时间大于实施例1或14。说明采用本发明的增容剂1和增容剂2的复配,可以提高复合材料的力学性能和吸塑效率。
[0081]
实施例1-2采用pp树脂的缺口冲击强度在10-40kj/m2范围内,实施例3-4采用缺口冲击强度不在10-40kj/m2范围内,实施例3复合材料的吸塑时间大于实施例1-2,实施例4复合材料的吸塑时间与实施例2差不多,但是其拉伸强度和缺口冲击强度小于实施例1-2。由此可见,本发明选择pp树脂的缺口冲击强度在10-40kj/m2范围内,可以进一步提高复合材料的吸塑效率,同时保证复合材料的力学性能。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。