1.本发明涉及一种研磨方法,尤其涉及一种片状工件研磨方法及研磨装置。
背景技术:
2.现有工件研磨方法所采用的研磨装置是以多个接触式传感器分别抵接于工作台及其上的工件表面,进而通过比较多个接触式传感器所测量到的数值而推知工件的厚度。然而,现有研磨装置因采用多个接触式传感器,而导致其整体结构过于复杂。此外,现有研磨装置的多个接触式传感器也容易因为磨损,而影响其测量精准度。
3.于是,本发明人认为上述缺陷可改善,乃特潜心研究并配合科学原理的运用,终于提出一种设计合理且有效改善上述缺陷的本发明。
技术实现要素:
4.本发明实施例在于提供一种片状工件研磨方法及研磨装置,其能有效地改善现有工件研磨方法及研磨装置所可能产生的缺陷。
5.本发明实施例公开一种片状工件研磨方法,其包括:一准备步骤:提供一研磨装置,包含有:一旋转载台,能以一轴线为中心自转;其中,旋转载台具有一固定面,并且固定面定义有以轴线为圆心的一测量边界;一研磨器,对应于旋转载台设置;及一非接触式传感器,对应于测量边界间隔地设置且位置保持固定,测量边界定义有落在非接触式传感器的检测范围内的一基准点;及一处理单元,电性耦接于非接触式传感器;一设置步骤:将呈非圆形的一待研磨片体固定于旋转载台的固定面;其中,测量边界仅局部被待研磨片体所覆盖,并且覆盖测量边界的待研磨片体部位定义有至少一个测量点;以及一研磨步骤,包含有:一研磨作业:以旋转载台带动待研磨片体一起转动,并且研磨器研磨待研磨片体的一外表面;及一监控作业:于实施研磨作业的过程中,非接触式传感器检测基准点与至少一个测量点的多个位置信息,并且处理单元接收多个位置信息、以不间断地测得待研磨片体的厚度值。
6.优选地,处理单元电性耦接于研磨器;研磨步骤进一步包含有一停止作业:于实施研磨作业的过程中,当处理单元测得待研磨片体的厚度值达到一目标厚度时,处理单元能停止研磨器的运作。
7.优选地,待研磨片体呈多角形,至少一个测量点的数量为多个,待研磨片体仅以其多个角落覆盖于测量边界,每个角落定义有一个测量点。
8.优选地,于监控作业中,当旋转载台带动待研磨片体一起转动每一圈时,处理单元接收由非接触式传感器所检测的多个测量点的多个位置信息并计算出一平均值,并且处理单元计算平均值及对应于基准点的位置信息而得出对应于厚度值的一差值。
9.优选地,研磨器朝向固定面正投影所形成的一投影区域,其仅覆盖于局部的测量边界且未覆盖于基准点。
10.本发明实施例也公开一种研磨装置,其包括:一旋转载台,能以一轴线为中心自
转,并且旋转载台具有一固定面,用以固定一待研磨片体;其中,固定面定义有以轴线为圆心的一测量边界;一研磨器,对应于旋转载台设置,用以研磨固定于固定面的待研磨片体;一非接触式传感器,对应于测量边界间隔地设置,并且测量边界定义有落在非接触式传感器的检测范围内的一基准点;以及一处理单元,电性耦接于非接触式传感器;其中,当旋转载台带动待研磨片体一起转动,并且研磨器在研磨待研磨片体的一外表面时,处理单元能依据非接触式传感器检测基准点与外表面的多个位置信息、而不间断地测得待研磨片体的厚度值。
11.优选地,处理单元电性耦接于研磨器;当处理单元测得待研磨片体的厚度值达到一目标厚度时,处理单元能停止研磨器的运作。
12.优选地,研磨器朝向固定面正投影所形成的一投影区域,其仅覆盖于局部的测量边界且未覆盖于基准点。
13.本发明实施例还公开一种片状工件研磨方法,其包括:一准备步骤:提供一研磨装置,包含有:一旋转载台,能以一轴线为中心自转;其中,旋转载台具有一固定面,并且固定面定义有以轴线为圆心的一测量边界;一研磨器,对应于旋转载台设置;及一非接触式传感器,对应于测量边界间隔地设置,并且测量边界定义有落在非接触式传感器的检测范围内的一基准点;及一处理单元,电性耦接于非接触式传感器;一设置步骤:将一待研磨片体固定于旋转载台的固定面;以及一研磨步骤,包含有:一研磨作业:以旋转载台带动待研磨片体一起转动,并且研磨器研磨待研磨片体的一外表面;及一监控作业:于实施研磨作业的过程中,非接触式传感器检测基准点与外表面的多个位置信息,并且处理单元接收多个位置信息、以不间断地测得待研磨片体的厚度值。
14.优选地,处理单元电性耦接于研磨器;研磨步骤进一步包含有一停止作业:于实施研磨作业的过程中,当处理单元测得待研磨片体的厚度值达到一目标厚度时,处理单元能停止研磨器的运作。
15.综上所述,本发明实施例所公开的片状工件研磨方法及研磨装置,其通过采用对应于所述测量边界间隔地设置的单个所述非接触式传感器,以简化所述研磨装置的构造,并且所述非接触式传感器没有磨耗的情况,因而可以维持其测量精准度,进而利于在所述片状工件研磨方法的实施过程中,准确且不间断地测得所述待研磨片体的厚度值。
16.为能更进一步了解本发明的特征及技术内容,请参阅以下有关本发明的详细说明与附图,但是这些说明与附图仅用来说明本发明,而非对本发明的保护范围作任何的限制。
附图说明
17.图1为本发明实施例的片状工件研磨方法的准备步骤的侧视示意图。
18.图2为图1的俯视示意图(省略非接触式传感器与处理单元)。
19.图3为本发明实施例的研磨装置的功能方框示意图。
20.图4为本发明实施例的片状工件研磨方法的设置步骤的侧视示意图。
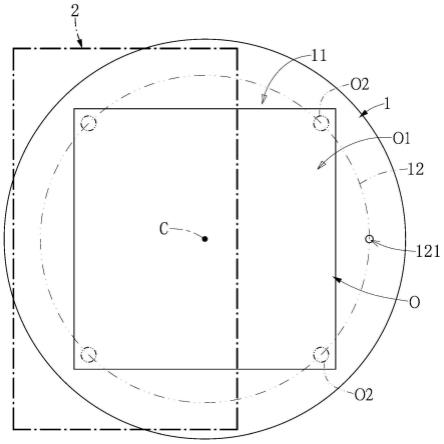
21.图5为图4的俯视示意图(省略非接触式传感器与处理单元)。
22.图6为本发明实施例的片状工件研磨方法的研磨步骤的侧视示意图(一)。
23.图7为本发明实施例的片状工件研磨方法的研磨步骤的侧视示意图(二)。
24.图8为图7的俯视示意图(省略非接触式传感器与处理单元)。
25.图9为本发明另一实施例的研磨装置的运作中的侧视示意图。
26.图10为图9的俯视示意图(省略非接触式传感器与处理单元)。
具体实施方式
27.以下是通过特定的具体实施例来说明本发明所公开有关“片状工件研磨方法及研磨装置”的实施方式,本领域技术人员可由本说明书所公开的内容了解本发明的优点与效果。本发明可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不悖离本发明的构思下进行各种修改与变更。另外,本发明的附图仅为简单示意说明,并非依实际尺寸的描绘,事先声明。以下的实施方式将进一步详细说明本发明的相关技术内容,但所公开的内容并非用以限制本发明的保护范围。
28.应当可以理解的是,虽然本文中可能会使用到“第一”、“第二”、“第三”等术语来描述各种组件或者信号,但这些组件或者信号不应受这些术语的限制。这些术语主要是用以区分一组件与另一组件,或者一信号与另一信号。另外,本文中所使用的术语“或”,应视实际情况可能包括相关联的列出项目中的任一个或者多个的组合。
29.请参阅图1至图10所示,其为本发明的一实施例。本实施例公开一种片状工件研磨方法及一种研磨装置100,并且上述片状工件研磨方法于本实施例中是通过研磨装置100而实施,但本发明不受限于此。据此,为便于说明本实施例,以下将先介绍研磨装置100的构造,而后再说明片状工件研磨方法。
30.如图1至图3所示,研磨装置100包含有一旋转载台1、对应于旋转载台1设置的一研磨器2、一非接触式传感器3、及一处理单元4。于本实施例中,研磨装置100所包含的非接触式传感器3的数量是限定为一个;也就是说,具有超过一个位置传感器的任何研磨装置则不是本实施例所指的研磨装置100。
31.如图1至图5所示,旋转载台1能以一轴线c为中心自转,并且旋转载台1具有一固定面11,用以固定一待研磨片体o。其中,固定面11定义有以轴线c为圆心的一测量边界12。此外,研磨器2对应于旋转载台1设置(如:局部研磨器2位于旋转载台1的上方),用以研磨固定于固定面11的待研磨片体o。
32.非接触式传感器3对应于测量边界12间隔地设置(如:非接触式传感器3的检测方向朝向测量边界12),并且测量边界12定义有落在非接触式传感器3的检测范围内的一基准点121。也就是说,当非接触式传感器3的位置保持固定不变时,则基准点121的位置也相对应保持固定不变。此外,研磨器2朝向固定面11正投影所形成的一投影区域,其仅覆盖于局部的测量边界12且未覆盖于基准点121。
33.于本实施例中,非接触式传感器3与测量边界12的相对位置保持固定,并且待研磨片体o呈非圆形状且覆盖局部测量边界12,但本发明不以此为限。举例来说,如图9和图10所示,非接触式传感器3可以依据设计需求而调整为能够相对于测量边界12移动(如:非接触式传感器3安装在一移动机构上),用以检测呈圆形状且覆盖整个测量边界12的待研磨片体o。
34.处理单元4电性耦接于非接触式传感器3,据以使得当旋转载台1带动待研磨片体o一起转动,并且研磨器2在研磨待研磨片体o的一外表面o1时,处理单元4能依据非接触式传感器3检测基准点121与外表面o1的多个位置信息、而不间断地测得待研磨片体o的厚度值。
35.此外,处理单元4于本实施例中也电性耦接于研磨器2,据以使得当处理单元4测得待研磨片体o的厚度值达到一目标厚度时,处理单元4能停止研磨器2的运作,但本发明不受限于此。举例来说,在本发明未示出的其他实施例中,处理单元4可以不电性耦接于研磨器2,而研磨器2的停止作业则是以其他方式实施(如:人工停止)。
36.以上为本实施例的研磨装置100的构造说明,以下接着介绍采用上述研磨装置100的片状工件研磨方法,但于本发明未示出的其他实施例中,片状工件研磨方法也可以采用有别于上述研磨装置100的其他装置,在此不加以限制。
37.于本实施例中,片状工件研磨方法依序包含有一准备步骤s110、一设置步骤s120、及一研磨步骤s130。其中,准备步骤s110(如:图1至图3):提供研磨装置100,其构造即如本实施例的上述内容所载,在此不再加以赘述。
38.设置步骤s120(如:图3至图5):将呈非圆形的待研磨片体o固定于旋转载台1的固定面11;其中,测量边界12仅局部被待研磨片体o所覆盖,并且覆盖测量边界12的待研磨片体o部位定义有至少一个测量点o2。
39.于本实施例中,待研磨片体o呈多角形(如:正多边形),至少一个测量点o2的数量为多个(如:测量点o2的数量等同于待研磨片体o的角落数量),待研磨片体o仅以其多个角落覆盖于测量边界12,每个角落定义有一个测量点o2,但本发明不以此为限。
40.研磨步骤s130(如:图3、及图6至图8)包含有一研磨作业、一监控作业、及一停止作业;于本实施例中,监控作业是在研磨作业开始之后实施,而停止作业则是在监控作业开始之后实施,但本发明不以此为限。
41.以下将接着介绍研磨步骤s130的具体实施方式。研磨作业:以旋转载台1带动待研磨片体o一起转动,并且研磨器2研磨待研磨片体o的外表面o1。
42.监控作业:于实施研磨作业的过程中,非接触式传感器3检测基准点121与至少一个测量点o2(或外表面o1)的多个位置信息,并且处理单元4接收多个位置信息、以不间断地测得待研磨片体o的厚度值。
43.进一步地说,于监控作业中,当旋转载台1带动待研磨片体o一起转动每一圈时,处理单元4接收由非接触式传感器3所检测的多个测量点o2的多个位置信息并计算出一平均值,并且处理单元4计算平均值及对应于基准点121的位置信息而得出对应于(或等于)厚度值的一差值。
44.停止作业:于实施研磨作业的过程中,当处理单元4测得待研磨片体o的厚度值达到一目标厚度时,处理单元4能停止研磨器2的运作,但本发明不受限于此。举例来说,在本发明未示出的其他实施例中,处理单元4可以不电性耦接于研磨器2,而研磨器2的停止作业则是以其他方式实施(如:人工停止)。
45.[本发明实施例的技术效果]
[0046]
综上所述,本发明实施例所公开的片状工件研磨方法及研磨装置,其通过采用对应于测量边界间隔地设置的单个非接触式传感器,以简化研磨装置的构造,并且非接触式传感器没有磨耗的情况,因而可以维持其测量精准度,进而利于在片状工件研磨方法的实施过程中,准确且不间断地测得待研磨片体的厚度值。
[0047]
此外,本发明实施例所公开的片状工件研磨方法及研磨装置,其所采用的单个非接触式传感器可以与测量边界的相对位置保持固定,以适用于测量呈非圆形状的待研磨片
体,并能有效地避免非接触式传感器因移动而产生测量误差。
[0048]
另外,本发明实施例所公开的片状工件研磨方法及研磨装置,其所采用的处理器可以同时电性耦接于非接触式传感器及研磨器,据以在待研磨片体被研磨至目标厚度的时候,就能够实时地停止研磨器的运作。
[0049]
以上所公开的内容仅为本发明的优选可行实施例,并非因此局限本发明的专利范围,所以凡是运用本发明说明书及图式内容所做的等效技术变化,均包含于本发明的专利范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。