重量%的cr和浓度大于或等于约0.1 重量%至小于或等于约0.25 重量%的mn,其中cr和mn的组合浓度小于或等于约0.45 重量%。
11.在一个方面,合金组合物具有包含zr以及si或al二者中的至少一种的第一分散质和包含si、fe、al以及cr或mn二者中的至少一种的第二分散质,其中该第一和第二分散质单独的直径大于或等于约30 nm至小于或等于约100 nm。
12.在一个方面,相对于具有基本上相同的fe浓度的对比6082合金组合物,合金组合物包含减少量的包含fe的金属间相。
13.在一个方面,大于或等于约60%的合金组合物来自消费后al废料。
14.在一个方面,合金组合物为坯料或圆材(log)的形式。
15.在一个方面,合金组合物为具有由合金组合物限定的纤维状组织的挤出制品的形式。
16.在一个方面,挤出制品是选自梁、保险杠、地板(floor pan)、电池壳、车轮、摇臂、控制臂、导轨、加强板、踏步、副车架构件、柱和撑杆的汽车部件。
17.在一个方面,挤出制品具有大于或等于约280 mpa的屈服强度和大于或等于约8%的断裂伸长率。
18.在多个方面中,本技术还提供了一种形成挤出制品的方法,该方法包括将具有合金组合物的坯料加热到大于或等于约450℃至小于或等于约550℃的温度以形成加热的坯料,将加热的坯料挤出通过模头以形成加热的挤出制品,和将加热的挤出制品淬火以形成挤出制品,所述挤出制品具有由合金组合物限定的纤维状组织,其中所述合金组合物包含浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的si、浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的mg、浓度大于或等于约0.1 重量%至小于或等于约0.2 重量%的zr、浓度大于或等于约0.2 重量%至小于或等于约0.4 重量%的fe、浓度大于或等于约0 重量%至小于或等于约0.3 重量%的cr、浓度大于或等于约0 重量%至小于或等于约0.3 重量%的mn、浓度大于0重量%至小于或等于约1重量%的cu、浓度大于0重量%至小于或等于约0.2重量%的ti、浓度大于0重量%至小于或等于约0.2重量%的v,并且合金组合物的余量为al。
19.在一个方面,大于或等于约60%的合金组合物来自消费后al废料。
20.在一个方面,合金组合物具有包含zr以及si或al二者中的至少一种的第一分散质和包含si、fe、al以及cr或mn二者中的至少一种的第二分散质,其中该第一和第二分散质单独的直径大于或等于约30 nm至小于或等于约100 nm。
21.在一个方面,挤出是用压头以大于或等于约4 ipm至小于或等于约20 ipm的挤压速度进行的。
22.在一个方面,淬火通过水雾以大于或等于约0.05℃/ s的冷却速率进行。
23.在一个方面,方法进一步包括通过将挤出制品加热到大于或等于约120℃至小于或等于约250℃的温度持续大于或等于约0.5小时至小于或等于约20小时的时间来老化挤出制品。
24.在一个方面,在加热之前,使合金组合物经受均匀化过程,该均匀化过程包括以大于或等于约1℃/ min至小于或等于约10℃/ min的速率加热坯料直到合金组合物达到大于或等于约500℃至小于或等于约580℃的温度,将合金组合物在该温度下持续大于或等于约
0.5小时至小于或等于约24小时,和将合金组合物淬火。
25.在一个方面,方法产生小于或等于约10吨c足迹/ 1吨所形成的挤出制品。
26.在各个方面,本技术还提供了一种形成合金组合物的方法,所述方法包括通过熔化消费后al废料来形成熔体;将至少一个母合金锭加入所述熔体,其中所述至少一个母合金锭提供si、mg、zr、cr、mn、cu、ti和v;向所述熔体中加入至少一个原al锭以形成合金熔体,其中所述合金熔体包含基于所述合金熔体的总质量小于约40重量%的浓度的原al锭;在直接激冷加工中铸造所述合金熔体以形成铸造合金组合物;和使铸造合金组合物凝固以形成合金组合物,其中所述合金组合物包含浓度大于或等于约0.5 重量%至小于或等于约1.8 重量%的si、浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的mg、浓度大于或等于约0.05 重量%至小于或等于约0.2 重量%的zr、浓度大于或等于约0.2 重量%至小于或等于约0.4 重量%的fe、浓度大于或等于约0 重量%至小于或等于约0.3 重量%的cr、浓度大于或等于约0 重量%至小于或等于约0.3 重量%的mn、浓度大于0 重量%至小于或等于约1重量%的cu、浓度大于0 重量%至小于或等于约0.2 重量%的ti、浓度大于0 重量%至小于或等于约0.2 重量%的v、和余量的合金组合物为al。
27.本发明公开了以下实施方案:1. 一种合金组合物,包含:浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的硅(si);浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的镁(mg);浓度大于或等于约0.1 重量%至小于或等于约0.2 重量%的锆(zr);浓度大于或等于约0.2重量%至小于或等于约0.4重量%的铁(fe);浓度大于或等于约0重量%至小于或等于约0.3重量%的铬(cr);浓度大于或等于约0重量%至小于或等于约0.3重量%的锰(mn);浓度大于0 重量%至小于或等于约1 重量%的铜(cu);浓度大于0重量%至小于或等于约0.2重量%的钛(ti);浓度大于0 重量%至小于或等于约0.2 重量%的钒(v);并且合金组合物的余量为铝(al)。
28.2. 根据实施方案1所述的合金组合物,包含:浓度大于或等于约0.7 重量%至小于或等于约1 重量%的si;浓度大于或等于约0.7 重量%至小于或等于约1 重量%的mg;和浓度大于或等于约0.12重量%至小于或等于约0.17重量%的zr。
29.3. 根据实施方案1所述的合金组合物,包含以下至少一种:浓度大于或等于约0.05重量%至小于或等于约0.3重量%的cr;或浓度大于或等于约0.05重量%至小于或等于约0.3重量%的mn。
30.4. 根据实施方案3所述的合金组合物,包含:浓度大于或等于约0.1重量%至小于或等于约0.25重量%的cr;和浓度大于或等于约0.1重量%至小于或等于约0.25重量%的mn,其中cr和mn的组合浓度小于或等于约0.45重量%。
31.5. 根据实施方案1所述的合金组合物,其中所述合金组合物还包含:第一分散质,其包含zr以及si或al二者中的至少一种;和
第二分散质,其包含si、fe、al以及cr或mn二者中的至少一种,其中所述第一和第二分散质单独的直径大于或等于约30 nm至小于或等于约100 nm。
32.6. 根据实施方案1所述的合金组合物,其中所述合金组合物包含相对于具有基本相同fe浓度的对比6082合金组合物减少量的包含fe的金属间相。
33.7. 根据实施方案1所述的合金组合物,其中大于或等于约60%的合金组合物来自消费后al废料。
34.8. 根据实施方案1所述的合金组合物,为坯料或圆材形式。
35.9. 根据实施方案1所述的合金组合物,为具有由所述合金组合物限定的纤维状组织的挤出制品形式。
36.10. 根据实施方案9所述的合金组合物,其中所述挤出制品是选自梁、保险杠、地板、电池壳、车轮、摇臂、控制臂、导轨、加强板、踏步、副车架构件、柱和撑杆的汽车部件。
37.11. 根据实施方案9所述的合金组合物,其中所述挤出制品具有大于或等于约280 mpa的屈服强度和大于或等于约8%的断裂伸长率。
38.12. 一种形成挤出制品的方法,所述方法包括:将包含合金组合物的坯料加热到大于或等于约450℃至小于或等于约550℃的温度以形成加热的坯料;将加热的坯料挤出通过模头以形成加热的挤出制品;并且将所述加热的挤出制品淬火以形成挤出制品,所述挤出制品具有由所述合金组合物限定的纤维状组织,其中所述合金组合物包含:浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的硅(si);浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的镁(mg);浓度大于或等于约0.1 重量%至小于或等于约0.2 重量%的锆(zr);浓度大于或等于约0.2重量%至小于或等于约0.4重量%的铁(fe);浓度大于或等于约0重量%至小于或等于约0.3重量%的铬(cr);浓度大于或等于约0重量%至小于或等于约0.3重量%的锰(mn);浓度大于0 重量%至小于或等于约1 重量%的铜(cu);浓度大于0重量%至小于或等于约0.2重量%的钛(ti);浓度大于0 重量%至小于或等于约0.2 重量%的钒(v);并且合金组合物的余量为铝(al)。
39.13. 根据实施方案12所述的方法,其中大于或等于约60%的合金组合物来自消费后al废料。
40.14. 根据实施方案12所述的方法,其中所述合金组合物包含:第一分散质,其包含zr以及si或al二者中的至少一种;和第二分散质,其包含si、fe、al以及cr或mn二者中的至少一种,其中所述第一和第二分散质单独的直径大于或等于约30 nm至小于或等于约100 nm。
41.15. 根据实施方案12所述的方法,其中所述挤出是利用压头以大于或等于约4英
寸/分钟至小于或等于约20英寸/分钟的挤压速度进行的。
42.16. 根据实施方案12所述的方法,其中所述淬火通过水雾以大于或等于约0.05℃/ s的冷却速率进行。
43.17. 根据实施方案12所述的方法,还包括通过将所述挤出制品加热至大于或等于约120℃至小于或等于约250℃的温度持续大于或等于约0.5小时至小于或等于约20小时的时间来老化所述挤出制品。
44.18. 根据实施方案12所述的方法,其中在所述加热之前,使所述合金组合物经受均匀化过程,所述均匀化过程包括:以大于或等于约1℃/ min至小于或等于约10℃/ min的速率加热所述坯料,直到所述合金组合物达到大于或等于约500℃至小于或等于约580℃的温度;将所述合金组合物在所述温度下持续大于或等于约0.5小时至小于或等于约24小时;并且对合金组合物进行淬火。
45.19.根据实施方案12所述的方法,其中所述方法产生每1吨形成的所述挤出制品小于或等于约10吨的二氧化碳(co2)排放。
46.20. 一种形成合金组合物的方法,所述方法包括:通过熔化消费后铝(al)废料形成熔体;将至少一个母合金锭添加到所述熔体,其中所述至少一个母合金锭提供硅(si)、镁(mg)、锆(zr)、铬(cr)、锰(mn)、铜(cu)、钛(ti)和钒(v);向所述熔体中加入至少一个原al锭以形成合金熔体,其中所述合金熔体包含基于所述合金熔体的总质量小于约40重量%的浓度的原al锭;在直接激冷加工中铸造所述合金熔体以形成铸造合金组合物;并且使所述铸造合金组合物凝固以形成所述合金组合物,其中所述合金组合物包含:浓度大于或等于约0.5 重量%至小于或等于约1.8 重量%的si;浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%的mg;浓度大于或等于约0.05 重量%至小于或等于约0.2 重量%的zr;浓度大于或等于约0.2重量%至小于或等于约0.4重量%的铁(fe);浓度大于或等于约0重量%至小于或等于约0.3重量%的cr;浓度大于或等于约0重量%至小于或等于约0.3重量%的mn;浓度大于0 重量%至小于或等于约1 重量%的cu;浓度大于0重量%至小于或等于约0.2重量%的ti;浓度大于0 重量%至小于或等于约0.2 重量%的v;并且合金组合物的余量为al。
47.其它应用领域将由本文中提供的描述而变得显而易见。本
技术实现要素:
中的描述和具体实例仅意在用于举例说明的目的,而非意在限制本公开的范围。
附图说明
48.本文中描述的附图仅用于举例说明所选实施方案的目的,而非所有可能的实施方
式,并且无意限制本公开的范围。
49.图1是示出了一种示例性的铸态6000系列al合金坯料的横截面的图示说明。比例尺为30μm。
50.图2a是对比铸态al合金坯料的图示说明,该坯料具有嵌入基体内的分散质。比例尺为0.2μm。
51.图2b是由图2a的对比铸态al合金坯料形成的示例性对比挤出制品的图示说明。比例尺为1000μm。
52.图3a是根据本技术的各个方面的铸态al合金坯料的图示说明,该坯料具有嵌入基体内的分散质。比例尺为0.5μm。
53.图3b是根据本技术的各个方面,由图3a的铸态al合金坯料形成的示例性挤出制品的图示说明。比例尺为1000μm。
54.图4是示出形成根据本技术的各个方面的合金组合物的方法的流程图。
55.图5是示出形成根据本技术的各个方面的挤出制品的方法的流程图。
56.在附图的几个视图中,相应的附图标记表示相应的部件。
具体实施方式
57.提供示例性实施方案从而使得本公开将为完全的,并使本公开将向本领域技术人员充分传达范围。阐述了许多具体细节,例如具体组成、部件、装置和方法的实例,以提供对本公开的实施方案的充分理解。对本领域技术人员将显而易见的是,不需要采用具体细节,示例性实施方案可表现为许多不同的形式,并且它们都不应被解释为限制本公开的范围。在一些示例性实施方案中,没有详细描述公知的方法、公知的装置结构和公知的技术。
58.本文中所用的术语仅为了描述特定的示例性实施方案的目的,并且无意作为限制。除非上下文清楚地另行指明,如本文所用,单数形式“一”、“一个”和“该”可旨在也包括复数形式。术语“包含”、“包括”、“涵盖”和“具有”是可兼的,并且因此指定了所述特征、元件、组合物、步骤、整数、操作和/或部件的存在,但不排除一个或多个其它特征、整数、步骤、操作、元件、部件和/或其群组的存在或加入。尽管开放式术语“包括”应被理解为用于描述和要求保护本文中所述的各种实施方案的非限制性术语,但在某些方面,该术语或可被理解成替代性地为更具限制性和局限性的术语,如“由
……
组成”或“基本由
……
组成”。由此,对叙述组合物、材料、部件、元件、特征、整数、操作和/或方法步骤的任意给定实施方案,本公开还具体包括由或基本由此类所叙述组合物、材料、部件、元件、特征、整数、操作和/或方法步骤组成的实施方案。在“由
……
组成”的情况下,替代实施方案排除任何附加的组合物、材料、部件、元件、特征、整数、操作和/或方法步骤,而在“基本由
……
组成”的情况下,从此类实施方案中排除了实质上影响基本和新颖特性的任何附加的组合物、材料、部件、元件、特征、整数、操作和/或方法步骤,但是不在实质上影响基本和新颖特性的任何组合物、材料、部件、元件、特征、整数、操作和/或方法步骤可以包括在实施方案中。
59.本文中描述的任何方法步骤、工艺和操作不应解释为必定要求它们以所论述或举例说明的特定次序履行,除非明确确定以一履行次序的形式进行。还要理解的是,除非另行说明,可采用附加或替代的步骤。
60.当部件、元件或层被提到在另一元件或层“上”,“啮合”、“连接”或“耦合”到另一元
件或层上时,其可直接在另一部件、元件或层上,啮合、连接或耦合到另一部件、元件或层上,或可存在居间元件或层。相较之下,当元件被提到直接在另一元件或层上,“直接啮合”、“直接连接”或“直接耦合”到另一元件或层上时,可不存在居间元件或层。用于描述元件之间关系的其它词语应以类似方式解释(例如“在
…
之间”相对“直接在
…
之间”,“相邻”相对“直接相邻”等)。如本文所用,术语“和/或”包括一个或多个相关罗列项的任何和所有组合。
61.尽管术语第一、第二、第三等在本文中可用于描述各种步骤、元件、部件、区域、层和/或区段,但除非另行说明,这些步骤、元件、部件、区域、层和/或区段不应受这些术语限制。这些术语可仅用于将一个步骤、元件、部件、区域、层或区段与另一步骤、元件、部件、区域、层或区段进行区分。除非上下文清楚表明,术语如“第一”、“第二”和其它数值术语在本文中使用时并不暗示次序或顺序。因此,下文论述的第一步骤、元件、部件、区域、层或区段可以被称作第二步骤、元件、部件、区域、层或区段而不背离示例性实施方案的教导。
62.为了易于描述,在本文中可使用空间或时间上相对的术语,如“之前”、“之后”、“内”、“外”、“下”、“下方”、“下部”、“上”、“上部”等描述如附图中所示的一个元件或特征与其他(一个或多个)元件或(一个或多个)特征的关系。空间或时间上相对的术语可旨在涵盖装置或系统在使用或操作中在附图中所示的取向之外的不同取向。
63.在本公开通篇中,数值代表近似测量值或范围界限以涵盖与给定值的轻微偏差和大致具有所提及值的实施方案以及确切具有所提及值的实施方案。除了在详细描述最后提供的工作实例中之外,本说明书(包括所附权利要求)中的(例如量或条件)参数的所有数值应被理解为在所有情况中被术语“大约”修饰,无论在该数值前是否实际出现“大约”。“大约”是指所述数值允许一定的轻微不精确(在一定程度上接近该值的精确值;大致或合理地近似该值;几乎是)。如果在本领域中不以除这种普通含义以外理解由“大约”提供的不精确性,那么本文所用的“大约”是指可由测量和使用此类参数的普通方法造成的至少偏差。例如,“大约”可包括小于或等于5%、任选小于或等于4%、任选小于或等于3%、任选小于或等于2%、任选小于或等于1%、任选小于或等于0.5%,和在某些方面任选小于或等于0.1%的偏差。
64.此外,范围的公开包括在整个范围内的所有值和进一步细分范围的公开,包括对这些范围给出的端点和子范围。
65.现在将参照附图更充分地描述示例性实施方案。
66.为了降低成本和减少与由原al制成的具有低fe含量(通常小于或等于约0.15重量%)的挤出6000系列al合金相关的c足迹,可以使用al废料来代替至少一部分原al。目前,6000系列al合金的回收质量含量仅为约10至约30重量%,并且仅使用来自制造方法的消费前al废料。为了减少与al挤出物相关的c足迹,需要应用消费后al废料(例如,用过的饮料罐),因为消费前al废料的体积有限并且不可以满足需求。然而,消费后al废料具有在al合金中大于约0.15重量%的高fe含量,这对于某些应用如用于汽车的挤出制品是不合意的。
67.高fe含量可以产生金属间化合物,也称为“金属间相”(最长直径大于或等于约1μm),其引发裂纹并降低疲劳强度、延展性和断裂韧性。例如,图1是显示具有高fe含量的示例性铸态6000系列al合金坯料10的横截面的图示说明。铸态6000系列al合金坯料10包含由mg2si组成的第一金属间相12、由α-alfesi组成的第二金属间相14和由β-alfesi组成的第三金属间相16。第一金属间相12在铸造之后的均匀化热处理过程中溶解。在从铸态6000系列al合金坯料10挤出后保留在产品中的第二和第三金属间化合物相14、16造成由铸态6000
系列al合金坯料10挤出的产品易于破裂。尽管它们对于均匀化热处理过程中分散质的形成是重要的,但是cr和mn的提高的含量,例如在6082 al合金中,也有助于形成包含fe的金属间相。
68.因此,本技术提供了一种由al废料,例如消费后al废料形成的合金组合物,其基本上不含包含fe的金属间相,具有良好的机械性质,并且可以相对于原al合金以较低c足迹加工。
69.合金组合物包含浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%或大于或等于约0.7 重量%至小于或等于约1 重量%的si,例如约0.5 重量%、约0.6 重量%、约0.7 重量%、约0.8 重量%、约0.9 重量%、约1 重量%、约1.1 重量%、约1.2 重量%、约1.3 重量%、约1.4 重量%或约1.5 重量%的si。
70.合金组合物还包含浓度大于或等于约0.5 重量%至小于或等于约1.5 重量%或大于或等于约0.7 重量%至小于或等于约1 重量%的mg,例如约0.5 重量%,约0.6 重量%,约0.7 重量%,约0.8 重量%,约0.9 重量%,约1 重量%,约1.1 重量%,约1.2 重量%,约1.3 重量%,约1.4 重量%,或约1.5 重量%的mg。
71.合金组合物还包含浓度大于或等于约0.1 重量%至小于或等于约0.2 重量%,或者大于或等于约0.12 重量%至小于或等于约0.17 重量%的zr,例如约0.1 重量%,约0.11 重量%,约0.12 重量%,约0.13 重量%,约0.14 重量%,约0.15 重量%,约0.16 重量%,约0.17 重量%,约0.18 重量%,约0.19 重量%,或者约0.2 重量%的zr。
72.合金组合物还包含浓度大于或等于约0.2 重量%至小于或等于约0.4 重量%的fe,例如约0.2 重量%,约0.225 重量%,约0.25 重量%,约0.275 重量%,约0.3 重量%,约0.325 重量%,约0.35 重量%,约0.375 重量%,或约0.4 重量%的fe。至少一部分fe由al废料提供,如本文更详细讨论的。
73.合金组合物任选地包含单独且独立浓度的cr和mn,该浓度大于或等于约0 重量%至小于或等于约0.3 重量%,大于或等于约0.05 重量%至小于或等于约0.3 重量%,或大于或等于约0.1 重量%至小于或等于约0.25 重量%,例如0 重量%,约0.05 重量%,约0.06 重量%,约0.07 重量%,约0.08 重量%,约0.09 重量%,约0.1 重量%,约0.11 重量%,约0.12 重量%,约0.13 重量%,约0.14 重量%,约0.15 重量%,约0.16 重量%,约0.17 重量%,约0.18 重量%,约0.19 重量%,约0.2 重量%,约0.21 重量%,约0.22 重量%,约0.23 重量%,约0.24 重量%,约0.25 重量%,约0.26 重量%,约0.27 重量%,约0.28 重量%,约0.29 重量%,或约0.30 重量%。当cr和mn两者都存在于合金组合物中时,它们具有小于或等于约0.45重量%的组合浓度,即大于约0.05重量%至小于或等于约0.45重量%的组合浓度。
74.合金组合物还任选地包含浓度大于或等于约0 重量%至小于或等于约1 重量%或大于或等于约0.1 重量%至小于或等于约0.5 重量%的cu,例如0 重量%,约0.1 重量%,约0.2 重量%,约0.3 重量%,约0.4 重量%,约0.5 重量%,约0.6 重量%,约0.7 重量%,约0.8 重量%,约0.9 重量%,或约1 重量%的cu。
75.合金组合物还任选地包含浓度大于或等于约0 重量%至小于或等于约0.2 重量%的ti,例如0 重量%,约0.05 重量%,约0.06 重量%,约0.07 重量%,约0.08 重量%,约0.09 重量%,约0.1 重量%,约0.11 重量%,约0.12 重量%,约0.13 重量%,约0.14 重量%,约0.15 重量%,约0.16 重量%,约0.17 重量%,约0.18 重量%,约0.19 重量%,或约0.2 重量%的ti。
76.合金组合物还任选地包含浓度大于或等于约0 重量%至小于或等于约0.2 重量%的v,例如0 重量%、约0.05 重量%、约0.06 重量%、约0.07 重量%、约0.08 重量%、约0.09 重量%、约0.1 重量%、约0.11 重量%、约0.12 重量%、约0.13 重量%、约0.14 重量%、约0.15 重量%、约0.16 重量%、约0.17 重量%、约0.18 重量%、约0.19 重量%或约0.2 重量%的v。
77.合金组合物的余量为al。在各个方面,al以大于或等于约95重量%的浓度存在。
78.在各个方面,合金组合物包含以下、基本由以下组成、或由以下组成:si、mg、zr、fe、cr、mn、cu、ti、v和al;si、mg、zr、fe、mn、cu、ti、v和al;si、mg、zr、fe、cr、cu、ti、v和al;si、mg、zr、fe、cr、mn、ti、v和al;si、mg、zr、fe、mn、ti、v和al;si、mg、zr、fe、cr、ti、v和al;si、mg、zr、fe、cr、mn、cu、v和al;si、mg、zr、fe、mn、cu、v和al;si、mg、zr、fe、cr、cu、v和al;si、mg、zr、fe、cr、mn、cu、ti和al;si、mg、zr、fe、mn、cu、ti和al;si、mg、zr、fe、cr、cu、ti和al;si、mg、zr、fe、cr、mn、v和al;si、mg、zr、fe、mn、v和al;si、mg、zr、fe、cr、v和al;si、mg、zr、fe、cr、mn、cu和al;si、mg、zr、fe、mn、cu和al;si、mg、zr、fe、cr、cu和al;si、mg、zr、fe、cr、mn、ti和al;si、mg、zr、fe、mn、ti和al;si、mg、zr、fe、cr、ti和al;si、mg、zr、fe、cr、mn和al;si、mg、zr、fe、mn和al;si、mg、zr、fe、cr和al;si、mg、zr、fe、cu、ti、v和al;si、mg、zr、fe、ti、v和al;si、mg、zr、fe、cu、v和al;si、mg、zr、fe、cu、ti和al;si、mg、zr、fe、cu和al;si、mg、zr、fe、ti和al;si、mg、zr、fe、v和al;或si、mg、zr、fe和al。如本文所用,术语“基本上由
…
组成”是指尽管不意在向合金组合物中加入其它组分,但可包含例如小于或等于约0.5重量%的单独且独立浓度的不可避免的杂质。
79.大于或等于约60%的合金组合物来自消费后al废料,例如来自al饮料罐、al建筑部件(例如al窗框)或其它废料al材料。消费后al废料提供了上述fe水平,其高于在用于汽车目的而提供的6000系列al合金挤出物中发现的fe水平。
80.在一些方面,合金组合物为坯料的形式,例如由合金熔体铸造的圆材。
81.相对于具有相同或基本相同fe含量(例如,在约0.1%或约0.05%内)的比较铸态6082 al合金坯料,铸态坯料具有降低的含量(即至少约20%降低的含量)的包含fe以及si、cr、mn或al中的至少一种的金属间相(也称为“含fe金属间相”)。fe与si和al相互作用,在铸造过程中形成金属间相。在铸造过程中,熔体中的cr和mn原子可以替代含fe金属间相中的fe原子以形成al (fe,m) si金属间相,其中m是cr和/或mn。因此,通过保持低的cr和mn浓度,即保持在本文所述的浓度,并包含zr,可以降低或最小化合金组合物中包含fe的金属间相的含量。表1显示了具有相对高和低浓度fe的对比al合金。该表显示,当fe含量从0.25重量%降低到0.13重量%时,含fe金属间相的摩尔分数显著降低,其中摩尔分数使用基于热力学的模型计算确定。然而,低含fe的al合金与高c足迹相关。在包括至少约60%的消费后al废料的本技术的合金组合物(表1的最后一行)中,当包含zr时含fe金属间化合物的摩尔分数显著降低(以大于20%),并且cr和mn的组合浓度相对于高含fe的al合金降低。因此,通过降低cr和mn的组合含量且包含zr,合金组合物保持高强度并表现出优异的抗裂性。有利地,相对于由初始铸造(原al铸造)制成的低含fe的al合金,该合金组合物具有低得多的c足迹。
82.表1.包含fe的金属间微观组织的示例性组合物和对应摩尔分数。
simgzrcrmnfealfe-金属间化合物的摩尔分数低[fe]的al合金0.85重量%0.8 重量%-0.13重量%0.45重量%0.13重量%余量0.76%高[fe]的al合金0.85重量%0.8 重量%-0.13重量%0.45重量%0.25重量%余量1.08%合金组合物0.85重量%0.8 重量%0.13重量%0.2重量%0.2 重量%0.25重量%余量0.79%
[0083]
对于具有高强度和碰撞性能要求的挤出制品,例如汽车部件,可以包含cr和mn以在对铸态坯料进行的均匀化热处理过程中促进包含al (fe,m)si的分散质的沉淀,其中m是cr和/或mn。因此,铸态坯料包括嵌入由合金组合物限定的基体内的分散质。分散质是直径,即平均最长直径大于或等于约30 nm至小于或等于约100 nm的纳米颗粒。类似地,zr能够沉淀包含zr以及si或al二者中至少一种的分散质,例如(al,si)3zr纳米颗粒。因此,在一些方面,合金组合物包含第一分散质,其包含、基本由以下组成、或由以下组成:si、fe、al以及cr或mn二者中的至少一种;第二分散质,其包含、由以下组成、基本由以下组成、或由以下组成:zr以及si或al二者中的至少一种;或其组合。
[0084]
合金组合物适于挤出成挤出制品。当挤出时,合金组合物在不存在再结晶的情况下具有限定纤维状组织的独特变形微观组织,因为分散质的存在阻碍变形微观组织的再结晶。例如,图2a是示例性的对比铸态al合金坯料20的图示说明,其具有嵌入基体24内的分散质22。图2b是由对比铸态al合金坯料20形成的示例性对比挤出制品26的图示说明。因为对比铸态al合金坯料20具有低体积的分散质,所以对比挤出制品26具有限定非纤维状组织的大晶粒度(例如约500μm)的再结晶微观组织。相比之下,图3a是包括现有技术的合金组合物并具有嵌入基体34内的分散质32的铸态坯料30的图示说明。图3b是由铸态坯料30形成的挤出制品36的图示说明。这里,铸态坯料30具有充分足够高体积的分散质,使得挤出制品36具有独特的纤维状组织,该纤维状组织具有沿挤出方向对齐的细长薄片。
[0085]
作为非限制性实例,挤出制品可以是车辆部件或建筑部件。具有适合用合金组合物生产的部件的交通工具的非限制性实例包括汽车、摩托车、自行车、船、拖拉机、公共汽车、移动房屋、露营车、滑翔机、飞机和军用交通工具,例如坦克。在本技术的各个方面,挤出制品是选自梁、保险杠、地板、电池壳、车轮、摇臂、控制臂、导轨、加强板、踏步、副车架构件、柱和撑杆的汽车部件。因此,本技术还提供了包含合金组合物的汽车部件或其它挤出制品。当在拉伸试验过程中沿挤出方向拉伸时,挤出制品表现出大于或等于约280 mpa的屈服强度,大于或等于约8%的断裂伸长率,和基于vda238-100弯曲试验(样品尺寸为60 mm
×
60 mm
×
t mm;凸模圆角半径(punch radius)为0.4 mm;弯曲线垂直于挤出方向)在最大负荷下大于或等于约100/的弯曲角度。
[0086]
参照图4,本技术还提供了一种将合金组合物形成圆材坯料41的方法40。方法40包括通过熔化消费后al废料,如al饮料罐42、废料al窗框架44和/或其它al废料46,形成熔体。消费后al废料包含比大多数6000系列al合金更高的fe含量。方法40然后包括将至少一个原al锭48和至少一个母合金锭(未示出)加入熔体中以形成合金熔体,其中至少一个母合金锭提供si、mg和zr以及cr、mn、cu、ti或v中的至少一种。至少一个原al锭48和/或至少一个母合金锭还可提供一部分的fe。合金熔体包含基于合金熔体总质量小于约40 重量%浓度的原al锭48 (即,合金熔体包含大于或等于约60 重量%的消费后al废料)和在本文所述的单个元素范围内的预定浓度的每种另外的元素。方法40还包括在直接激冷加工中铸造合金熔体,以形成铸造合金组合物,和使铸造的合金组合物凝固以形成包含上述组合物的圆材坯料41。
[0087]
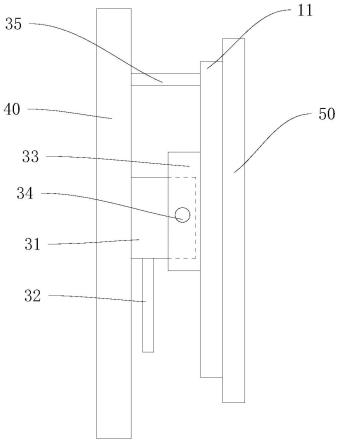
参考图5,作为非限制性实例,本技术还提供了用于形成挤出制品52的方法50,其被描绘为保险杠梁。方法50包括使如参考图4所讨论的那样铸造的圆材坯料41经受均匀化热处理方法,该方法包括以大于或等于约1℃/ min至小于或等于约10℃/ min的速率加热
圆材坯料41,直到圆材坯料41达到大于或等于约500℃至小于或等于约580℃的温度,将合金组合物在该温度下持续大于或等于约0.5小时至小于或等于约24小时,并且风扇或喷雾淬火合金组合物。如上所述,均匀化热处理导致分散质沉淀。此外,相对于具有相同fe含量的对比6082 al圆材坯料,均质化圆材坯料41具有降低含量的包含fe的金属间相。
[0088]
方法50然后包括将圆材坯料41加热到大于或等于约450℃至小于或等于约550℃或大于或等于约470℃至小于或等于约500℃的温度以形成加热的圆材坯料41。加热例如可以通过在炉中加热圆材坯料41来进行。
[0089]
在加热之后,方法50包括通过模头挤出加热的圆材坯料41以形成加热的挤出制品。模头包括与所制造的制品的横截面几何形状相匹配的狭缝。因此,加热的挤出制品具有由模头限定的横截面几何形状。通过用压头以大于或等于约4英寸/分钟(ipm)至小于或等于约20 ipm或大于或等于约7 ipm至小于或等于约10 ipm的挤压速度推动合金组合物通过模头来进行挤出。
[0090]
接着,方法50包括淬火加热的挤出制品以形成挤出制品52。淬火以足够快的速率进行以避免形成不合意的沉淀物,但不能太快以至于产生裂纹或变形。因此,淬火包括以大于或等于约0.05℃/ s或大于或等于约1℃/ s的速率将加热的挤出制品的温度降低至环境温度。淬火通过能够以上述速率冷却的任何方法进行,例如通过使加热的挤出部件与水或冷水雾接触。
[0091]
方法然后任选地包括老化挤出制品52。老化包括将挤出制品52加热到大于或等于约120℃至小于或等于约250℃、大于或等于约130℃至小于或等于约200℃、或者大于或等于约175℃至小于或等于约185℃的温度,例如在约120℃、约125℃、约130℃、约135℃、约140℃、约145℃、约150℃、约155℃、约160℃、约165℃、约170℃、约175℃、约180℃、约185℃、约190℃、约195℃、约200℃、约205℃、约210℃、约215℃、约220℃、约225℃、约230℃、约235℃、约240℃、约245℃或约250℃的温度。老化进行大于或等于约0.5小时至小于或等于约20小时、大于或等于约1小时至小于或等于约10小时、或者大于或等于约4小时至小于或等于约8小时的时间,例如约0.5小时、约1小时、约1.5小时、约2小时、约2.5小时、约3小时、约3.5小时、约4小时、约4.5小时、约5小时、约6小时、约7小时、约8小时、约9小时、约10小时、约11小时、约12小时、约13小时、约14小时、约15小时、约16小时、约17小时、约18小时、约19小时或约20小时。随后将挤出制品52淬火。
[0092]
在本技术的各个方面,方法50还包括以下中的至少一个:在老化之前,拉伸挤出制品52以改善挤出制品52的平直度;在老化之前或之后,从挤出制品52的每个端部丢弃一部分,因为挤出制品52具有小于或等于约5英寸、小于或等于约2.5英寸、或小于或等于约1英寸的丢弃长度;将挤出制品52切割成所需尺寸(例如,设想了可以切割多个对象以形成一定长度的挤出制品52);蚀刻挤出制品52;阳极化挤出制品52;或者进一步加工挤出制品52,例如通过弯曲或凹陷成所需形状。
[0093]
相对于用原al合金且不具有消费后al废料进行的相应方法,形成挤出制品52导致co2当量减少至少约50%、至少约70%或至少约90%。在一些方面,方法产生每1吨挤出的合金组合物约10吨、约5吨或约3吨co2排放。
[0094]
为了举例说明和描述的目的而提供了对实施方案的上述描述。其无意穷举或限制本公开。特定实施方案的单个要素或特征通常不限于该特定实施方案,而是在适用时可互
换并可以用于所选实施方案,即使没有明确展示或描述。同一内容也可以以许多方式改变。此类改变不应被视为背离本公开,并且所有此类修改意在包括在本公开的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。