1.本发明属于医疗器械领域,尤其涉及一种医疗雾化振动筛孔的超快激光加工系统及加工方法。
背景技术:
2.在治疗呼吸道感染病例中,通常都是吃药,注射等技术,但疗效都不是很有效。为了精准有效的治疗呼吸道感染病例,通过呼吸来吸入药水雾粒,进入人的肺部,在这医疗器械行业一直是痛点。市面上虽然有提供的雾化系列技术,但合格率太低,导致呼吸进入的雾粒进入咽喉呼吸道后,无法有效进入肺气道,药物起不到作用。对此,为了攻克这个那题,展开了本课题的研究。对于人体而言,大于100um的雾粒是不能进入人体气道的,10-100um可以进入到口腔,5-10um可以进入鼻咽腔,2-5um进入传到气道,1-2um可以进入肺泡,小于1um,则无法沉积在肺部。为了有效的治疗呼吸道感染以及肺病患者,降低医疗成本,提高药物的利用率,雾化径粒的尺寸成了行业的难点,即如何保证径粒的尺寸在2-4um之间,对于制药企业来说,如何控制疗效,即如何精确的控制雾化片的径粒和雾化量。现有技术中的径粒尺寸在1-20um,孔径不稳定,无法精确量化医学高精细度要求,在大量的加工中,挑选能勉强满足要求的产品,良率不足10%,毫无品质可言,这也是国内外医疗雾化行业当前的现状。通过对国内大型制药企业进行技术调研,要求进入人体呼吸道的平均雾化径粒尺寸3~4um,良率要求100%。
技术实现要素:
3.本发明的目的在于提供一种医疗雾化振动筛孔的超快激光加工系统及加工方法,以解决现有技术中的筛孔的尺寸较大且不均匀的问题。
4.为了实现上述目的,第一方面,本发明提供的一种医疗雾化振动筛孔的超快激光加工系统,包括沿激光光路依次排列的激光器、光衰减系统、径向偏振调节器、扫描振镜、聚焦镜头以及工作台;所述激光器用作提供超快激光的光源;所述光衰减系统包括1/2波片和格兰棱镜,所述激光器发出的激光经1/2波片后被所述格兰棱镜分成第一路光和第二路光,所述第一路光和第二路光中的二者之一通向所述径向偏振调节器;所述径向偏振调节器用于将所述第一路光和第二路光中的二者之一转换成径向偏振光;所述径向偏振光通向所述扫描振镜、聚焦镜头后聚焦于所述工作台上的待加工件。
5.优选地,所述光衰减系统还包括挡光模块,所述挡光模块用于吸收第一路光和第二路光中的二者另一。
6.优选地,还包括扩束器和光阑,所述扩束器和光阑在激光光路上位于激光器与光衰减系统之间且所述扩束器靠近所述激光器设置。
7.优选地,还包括吸附系统,所述吸附系统用于提供负压以将所述待加工件固定在所述工作台的安装治具上,所述安装治具对应待加工件的筛孔加工区设有通孔以保持筛孔加工区悬空,安装治具上对应待加工件筛孔非加工区设置的若干吸附孔,所述若干吸附孔
呈圆环状布置,所述吸附孔与所述吸附系统连通。
8.优选地,还包括水冷系统,所述水冷系统设于所述待加工件的底部并使得水冷系统中的冷却水由通孔处直接接触所述待加工件筛孔加工区的底部。
9.优选地,所述待加工件为40~50微米厚的不锈钢,所述筛孔包括上部的锥孔以及下部的微孔,所述微孔的直径为2~4微米,所述锥孔的最大直径为60~100微米。
10.另一方面,本发明还提供一种医疗雾化振动筛孔的超快激光加工方法,包括上述第一方面的所述超快激光加工系统,所述超快激光加工方法包括如下步骤:启动扫描振镜的定位功能以定位待加工件的筛孔中心;调制激光器发出的超快激光的能量强度并调制超快激光焦距位置,采用超快激光对待加工件直接冲击,使得待加工件的表面产生均匀的锥形凹坑并在凹坑的底部形成微孔;采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,清扫由锥形凹坑的上部边缘向中部推进或者由锥形凹坑的中部向上部边缘推进;往复多次对所述锥形凹坑进行清扫,以形成上部为锥孔、下部为微孔的漏斗状锥形筛孔。
11.优选地,采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,清扫由锥形凹坑的上部边缘向中部推进或者由锥形凹坑的中部向上部边缘推进包括:根据预设的锥孔尺寸和微孔的尺寸,确定不进行清扫的筛孔的第一半径范围;采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,由锥形凹坑的边缘向第一半径位置推进或者由第一半径位置向锥形凹坑的边缘推进。
12.优选地,调制激光器发出的超快激光的能量强度包括:通过发射脉冲串激光并调节脉冲串快激光中的子脉冲数量来调制激光器发出的超快激光的能量强度。
13.优选地,所述微孔的直径为2~4微米,所述锥孔的最大直径为60~100微米,所述第一半径为2.5~20微米。
14.与现有技术相比,本发明通过改变光的电场振动分布,使得光电场在整个加工区域呈现径向偏正分布,待加工件的材料对光的吸收也更均匀,筛孔的孔型也不再因为光的偏正比例造成孔圆度过大差异,而是表现出相似性,从而保证光在穿孔的过程中,出口形状一致,孔径一致;本发明有效地提高了钻孔质量和良率,解决了医疗级别雾化片的良率问题,降低了医疗成本和提高治疗效率,将超快激光通过以上径向偏正分布的改造,使得材料各个方向吸收率相同,瞬间击穿材料,且得到微孔孔径圆度也超过常规模式的穿孔效果,圆度在90%以上,达到了当前国际最高水平。
附图说明
15.图1为本发明实施例医疗雾化振动筛孔的超快激光加工系统的结构示意图。
16.图2为本发明实施例医疗雾化振动筛孔的超快激光加工系统的待加工件上加工的筛孔的结构图。
17.图3为本发明实施例医疗雾化振动筛孔的超快激光加工方法中的螺旋线清扫加工轨迹图。
具体实施方式
18.为详细说明本发明的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
19.如图1所示,本发明公开一种医疗雾化振动筛孔的超快激光加工系统,包括沿激光光路依次排列的激光器1、光衰减系统4、径向偏振调节器5、扫描振镜6、聚焦镜头7以及工作台8;激光器1用作提供超快激光的光源;光衰减系统4包括1/2波片和格兰棱镜,激光器1发出的激光经1/2波片后被格兰棱镜分成第一路光和第二路光,第一路光和第二路光中的二者之一通向径向偏振调节器5;径向偏振调节器5用于将第一路光和第二路光中的二者之一转换成径向偏振光;径向偏振光通向扫描振镜6、聚焦镜头7后聚焦于工作台8上的待加工件9。
20.具体的,待加工件9为40~50微米厚的不锈钢,筛孔穿透待加工件9,包括上部的锥孔91以及下部的微孔92,微孔92的直径为2~4微米,锥孔91的最大直径为60~100微米,筛孔的具体尺寸可以根据实际需要进行设计。激光器1为发出波长为515nm的绿光超快激光器,脉冲宽度在12皮秒以下,例如,激光器选取中科聚能公司的515nm 10w@1000k超快绿光,采用超快激光的目的是降低材料的热损伤,利用超快激光的衍射极限理论,强力冲击材料,使得材料瞬间气化,而且压缩气化空间,保持微孔92的尺寸。当然,在一些其它实施例中,激光器1也可以为红外超快激光器1、紫外超快激光器1等。光衰减系统4可以有效的降低激光波动,使得加工功率更稳定,在激光调制过程中,通常都是高功率模式下更稳定,但是高功率不适合直接进行加工,本发明通过光衰减系统4来达到想要的功率,在该系统中,首先通过电机或者手动旋转1/2波片的角度,调节线偏振光的偏振角度,使得进入格兰棱镜的光对应的偏振角度发生改变,在改变角度以后,格兰棱镜将第一路光和第二路光分开,第一路光和第二路光分别为p光和s光,在使用中,可随意任选第一路光和第二路光中的一路光作为激光加工准备光源。在超快激光加工中,因为待加工件9的材料与光的作用特性,p光、s光对材料的作用是不同的,为了达到筛孔的孔径每个方向上材料对激光吸收的一致性,本发明实施例特意改变光的偏振态,通过径向偏正调节器将p光或s光的偏振光改变为径向偏正光,使得光呈放射状,达到了筛孔的孔径每个方向上材料对激光吸收的一致性,从而使得材料能够均匀的吸收激光,从而确保钻孔的圆度的一致性,径向偏正调节器采用wop-s waveplate调节器。扫描振镜6的作用主要为二维扫描和定位功能,本发明实施例中,扫描振镜6采用scanlab 20bit数字振镜,采用数字振镜主要目的是确保扫描轨迹的稳定性,确保能量分布的一致性。本发明实施例中,聚焦镜头7选取焦距在30~160毫米的远心场镜,即f160~f30的远心场镜。
21.本发明实施例通过改变光的电场振动分布,使得光电场在整个加工区域呈现径向偏正分布,待加工件9的材料对光的吸收也更均匀,筛孔的孔型也不再因为光的偏正比例造成孔圆度过大差异,而是表现出相似性,从而保证光在穿孔的过程中,出口形状一致,孔径一致;另外,本发明有效地提高了钻孔质量和良率,解决了医疗级别雾化片的良率问题,降低了医疗成本和提高治疗效率。将超快激光通过以上径向偏正分布的改造,使得材料各个方向吸收率相同,瞬间击穿材料,且得到微孔92孔径圆度也超过常规模式的穿孔效果,圆度在90%以上,达到了当前国际最高水平。
22.需要说明的是,本发明实施例中的圆度是指圆的长轴和短轴比值,圆度值越大,说明圆越圆,制作的微孔92越好。
23.本发明实施例中,光衰减系统4还包括挡光模块,挡光模块用于吸收第一路光和第二路光中的二者另一。具体的,对于不用作加工光源的多余的另一路光采用挡光模块吸收
起来,挡光模块为金属材质以吸收多余的另一路光,并通过热传导或者风扇将挡光模块上的热量处理掉,避免能量聚集,产生安全隐患。
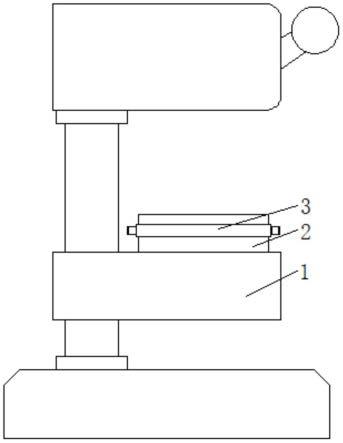
24.本发明实施例中,超快激光加工系统还包括扩束器2和光阑3,扩束器2和光阑3在激光光路上位于激光器1与光衰减系统4之间且扩束器2靠近激光器1设置。具体的,扩束器2采用仪万变倍扩束器,倍率为2x~8x,扩束后光斑尺寸在10mm范围内,优选6mm,本实验采用3倍扩束,实际中,不仅仅局限在3x扩束,只要能够使扩束后的光斑尺寸在规定的范围内均可。光阑3作用是滤出激光光源周围杂散光,使得聚焦光斑圆度比没有光阑3的直接聚焦更圆,同时选择能量密度更高的中心光斑,使得冲击加工筛孔时边缘更光滑。
25.本发明实施例中,超快激光加工系统还包括吸附系统,吸附系统用于提供负压以将待加工件9固定在工作台8的安装治具10上,安装治具10对应待加工件9的筛孔加工区设有通孔,安装治具10上对应待加工件9的筛孔非加工区设置有若干吸附孔,若干吸附孔呈圆环状布置,吸附孔与吸附系统连通,采用若干吸附孔呈圆环状布置的结构,主要是确保待加工件9与安装治具10的贴合特性,确保待加工件9的加工区以及非加工区的平整,避免待加工件9在加工穿透时候因为气压的变化和产生抖动。
26.本发明实施例中,超快激光加工系统还包括除尘系统12,除尘系统12围绕待加工件9设置,例如可以为吸尘器,除尘的目的是降低激光加工过程中的待加工件9的残渣灰尘对激光的散射,可以有效的提高钻孔速度。
27.本发明实施例中,超快激光加工系统还包括水冷系统11,水冷系统11设于待加工件9的底部并使得水冷系统11中的冷却水由通孔处直接接触待加工件9筛孔加工区的底部。由于在激光不断地冲击和蚀刻过程中,激光作用区域会产生热量,通过水流在筛孔加工区的底部的流动,会带走多余的热量,同时在激光穿透待加工件9的材料以后,可以将待加工件9背面多余的残渣冲洗干净,使得钻孔完毕后,背面干净又整洁,无黑色的粉尘黏附在微孔92的周围,降低后续处理的要求。
28.以上是对本发明提供的一种医疗雾化振动筛孔的超快激光加工系统的具体描述,本发明实施例还公开了一种医疗雾化振动筛孔的超快激光加工方法,包括上述超快激光加工系统,超快激光加工方法包括如下步骤:
29.s1、启动扫描振镜6的定位功能以定位待加工件9的筛孔中心,该步骤可以确保筛孔加工位置的准确性。
30.s2、调制激光器1发出的超快激光的能量强度并调制激光焦距位置,采用超快激光对待加工件9直接冲击,使得待加工件9上围绕筛孔的中心产生均匀的锥形凹坑并在凹坑的底部形成微孔92;具体的,通过电动z轴上下精密移动控制扫描振镜6的位置调制激光焦点位置,精度10um以内,通过划线,寻找最细的位置,最细的地方为焦距位置;直接冲击过程过程中,径向适量电场会矢量合成,聚焦中心电场沿着纵向贯穿待加工件9,在小镜头下,中间电场强度强于周围,对待加工件9的作用也更强,聚焦光斑也比常规同样大小入射的光斑聚焦更小,直接冲击,会产生更小的孔径,合理的控制阈值,利用超快激光的衍射极限处的能量分布,穿出微型的锥形凹坑,所述锥形凹坑和所述微孔92为一次冲击直接形成,冲击时间大约8毫秒。由于加工光源为径向偏正光,因此,可以使得待加工件9上产生均匀锥形凹坑和微孔92。待加工件9为40~50微米厚的不锈钢,例如待加工件9可以选择40微米的厚度,凹坑的深度为35微米,微孔92的高度为5微米,此时,直接冲击后的微孔92的孔径为2微米。
31.s3、采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,由锥形凹坑的边缘向中部推进或者由锥形凹坑的中部向边缘推进;具体的,螺旋线或者同心圆清扫模式的扫描轨迹首选预设于扫描振镜6中,在清扫过程中,控制激光的功率在材料阈值以上,但不要太剧烈,清扫采用的螺旋线或者同心圆间距依据光斑大小以及重叠效果确认,具体的,螺旋线设计中,间距为2-10um之间,间距填充越密集,去除材料越多,对应深度也越深。聚焦光斑在10-20um之间,填充间距依据实际扫描振镜6下的效果来确认最佳效果,清扫用于去除锥形凹坑内的残渣,同时去除定量的材料,对于雾化微孔,锥孔91的深度有最佳要求,不能太深,也不能太浅,依据雾化量,材料,锥度等优化而定,因此,需要去除定量的材料。螺旋线扫描模式的扫描轨迹如图3所示。
32.s4、往复多次对锥形凹坑进行清扫,以形成上部为锥孔91、下部为微孔92的漏斗状锥形筛孔。具体的,通过往复多次对锥形凹坑清扫,达到表面光滑、粗糙度在0.2um以下筛孔。
33.本实施例中,步骤s3,采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,由锥形凹坑的边缘向中部推进或者由锥形凹坑的中部向边缘推进包括:
34.s31、根据预设的锥孔91尺寸和微孔92的尺寸,确定不进行清扫的筛孔的第一半径r范围;具体的,微孔92的预设直径为2~4微米,锥孔91的预设最大直径为60~100微米,如图3所示,第一半径r为2.5~20微米,第一半径r优选7.5微米。
35.s32、采取螺旋线或者同心圆清扫模式对锥形凹坑进行清扫,由锥形凹坑的边缘向第一半径r位置推进或者由第一半径r位置向锥形凹坑的边缘推进。由于清扫过程采用激光进行,因此,如果对全部锥形凹坑进行清扫的话,在清扫锥形凹坑与微孔92的连接处时,激光的能量会大量传递微孔92部分,进一步增大微孔92的尺寸,超出微孔92的预设值,本实施例自筛孔中心的第一半径r范围内的部分不进行清扫,这样激光清扫时距离微孔92的距离较远,激光对微孔92的尺寸影响较小,例如步骤s2的微孔92尺寸为2微米,经过清扫处理后,微孔92即使受到激光的影响,微孔92的尺寸仍然可以保持在3.5微米的范围内,满足微孔92预设值的要求。
36.本实施例中,步骤s2中,调制激光器1发出的超快激光的能量强度包括:
37.s21、通过发射脉冲串的超快激光并调节脉冲串超快激光中的子脉冲数量来调制超快激光器1发出的超快激光的能量强度,使得材料表面产生均匀锥形凹坑。具体的,如果采用大的单脉冲能量,单脉冲能量偏强,而子脉冲会将大的单脉冲分解成几个能量比较低的小脉冲,降低热影响,同时延长作用时间,更有利于提高效率;子脉冲数量通过频率与时间的乘积来确认。在实际中,脉冲包络中可设置子脉冲数量。通过设置作用时间,即可获得对应数量的子脉冲数量。
38.本实施例医疗雾化振动筛孔的超快激光加工方法采用先冲击出锥形凹坑和微孔92的方法,再采用螺旋线或者同心圆清扫模式进行清扫,以获得孔径2~4um的均匀对称的锥形孔,雾化量20mmg以上,径粒为3um占比超过80%以上,加工的筛孔的品质非常高。
39.以上所揭露的仅为本发明的较佳实例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属于本发明所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。