技术特征:
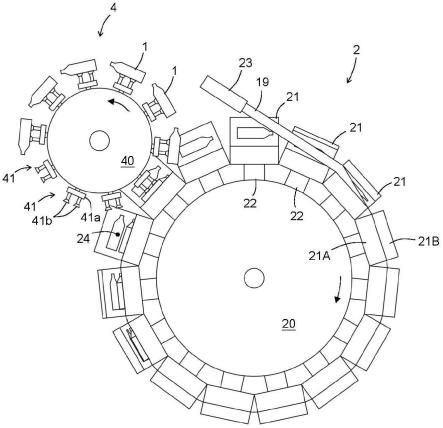
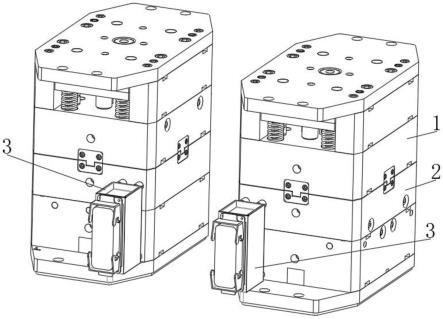
1.一种中空容器的制造方法,其中,所述中空容器的制造方法具备旋转吹塑成型工序,在所述旋转吹塑成型工序中,多组模具配置为以同心圆状连接,将熔融状态的型坯沿着圆周方向连续供给至所述多组模具上,逐渐对所述多组模具进行闭模,在所述型坯内导入加压流体,使所述型坯沿着各模具的腔体膨胀且通过合模将夹断部夹断,独立分离所述中空容器,接着将所述多组模具逐渐开模,将独立分离的所述中空容器一一取出并搬送至下一个工序。2.根据权利要求1所述的中空容器的制造方法,其中,所述模具具备第1组合模具以及第2组合模具,所述第1组合模具相对于所述第2组合模具围绕旋转轴旋转,所述旋转轴与成型的中空容器的上下方向大致平行,从而进行所述闭模以及所述开模。3.根据权利要求2所述的中空容器的制造方法,其中,由加强所述第1组合模具与所述第2组合模具的紧固力的紧固力加强装置,在所述合模时夹断夹断部而将所述中空容器独立分离。4.根据权利要求3所述的中空容器的制造方法,其中,所述紧固力加强装置具备第1圆筒以及第2圆筒,所述第1圆筒具有第1杆部,所述第1杆部固定于所述第1组合模具以及所述第2组合模具中的一个组合模具,在所述闭模时朝向另一个组合模具伸缩,所述第2圆筒具有第2杆部,所述第2杆部固定于所述另一个组合模具,在所述闭模时与所述第1杆部卡合,限制所述第1杆部的收缩方向的移动,所述合模时,在所述第2杆部与所述第1杆部卡合的状态下,使所述第1杆部收缩,从而加强所述第1组合模具以及所述第2组合模具的紧固力。5.根据权利要求1~4中任一项所述的中空容器的制造方法,其中,所述型坯是层叠型坯,所述成型的中空容器是层叠剥离容器,所述层叠剥离容器构成为具有外壳和内袋,随着内置物的减少所述内袋收缩。6.根据权利要求1~5中任一项所述的中空容器的制造方法,其中,对通过所述旋转吹塑成型工序独立分离的所述中空容器的搬送时的位置进行定位的定位工序,在所述定位工序中,由口部侧夹具和底部侧夹具夹住躯干部被把持的成型后的中空容器的上下,从而进行搬送的中空容器的定位。7.根据权利要求6所述的中空容器的制造方法,其中,所述底部侧夹具具备嵌合被夹断的夹断部的端部的凹部,所述端部抵接于由所述凹部的底面和侧面形成的角部,从而定位搬送的中空容器。8.一种模具,对中空容器进行成型,其中,所述模具具备第1组合模具以及第2组合模具,
所述模具构成为所述第1组合模具与所述第2组合模具相对旋转,从而进行闭模以及开模,所述模具还具备加强所述第1组合模具以及所述第2组合模具的紧固力的紧固力加强装置。9.根据权利要求8所述的模具,其中,所述紧固力加强装置具备第1圆筒,所述第1圆筒具有第1杆部,所述第1杆部固定于所述第1组合模具以及所述第2组合模具中的一个组合模具,在所述闭模时,朝向另一个组合模具伸缩,所述紧固力加强装置在所述合模时使设置于所述另一个组合模具的卡合部与所述第1杆部卡合的状态下使所述第1杆部收缩,从而加强所述第1组合模具以及所述第2组合模具的紧固力。10.根据权利要求9所述的模具,其中,所述紧固力加强装置还具备第2圆筒,所述第2圆筒固定于所述另一个组合模具且具有第2杆部,所述第2杆部形成有所述卡合部,所述卡合部在所述闭模时与所述第1杆部卡合限制所述第1杆部的收缩方向的移动。11.一种旋转吹塑成型机,对中空容器进行成型,其中,多组权利要求8~权利要求10中任一项所述的模具以同心圆状连接的方式配置,将熔融状态的型坯沿着圆周方向连续供给至所述多组模具,逐渐对所述多组模具进行闭模,在所述型坯内导入加压流体,使所述型坯沿着各模具的腔体膨胀,接着逐渐将所述多组模具开模,从而连续成型所述中空容器。12.一种中空容器的制造方法,其中,所述中空容器的制造方法具备旋转吹塑成型工序、分离工序,所述旋转吹塑成型工序是将多组模具以同心圆状连接的方式配置,将熔融状态的型坯沿着圆周方向连续供给至所述多组模具上,逐渐对所述多组模具进行闭模,在所述型坯内导入加压流体使所述型坯沿着所述模具的腔体膨胀,接着逐渐将所述多组模具开模,从而连续成型连接有所述中空容器的链状中空成型品的工序,所述分离工序是将所述链状中空成型品独立分离为中空容器的工序,所述多组模具分别具备能够调整施加于所述链状中空成型品的夹断部的压力的承受手段。13.根据权利要求12所述的中空容器的制造方法,其中,所述型坯是层叠型坯,所述中空容器是层叠剥离容器,所述层叠剥离容器构成为具有外壳和内袋,随着内置物的减少所述内袋收缩,所述夹断部形成于所述层叠剥离容器的底部。14.根据权利要求12或13所述的中空容器的制造方法,其中,
所述多组模具分别具备可开闭的第1组合模具和第2组合模具,所述承受手段构成为,配置于所述第1组合模具,且从所述第1组合模具中的与所述第2组合模具的抵接面突出,调整从所述抵接面的突出量,从而能够调整施加于所述夹断部的压力。15.根据权利要求14所述的中空容器的制造方法,其中,所述承受手段具备阻挡部件以及垫片,所述阻挡部件可安装于所述第1组合模具,所述垫片配置在所述第1组合模具与所述阻挡部件之间,从而能够调整所述阻挡部件的从所述抵接面的突出量。16.一种旋转吹塑成型机,对连接有多个中空容器的链状中空成型品进行成型,其中,所述旋转吹塑成型机具备以同心圆状连接的方式配置的多组模具,所述多组模具分别具备能够调整施加于所述链状中空成型品的夹断部的压力的承受手段。17.根据权利要求16所述的旋转吹塑成型机,其中,所述多组模具分别具备可开闭的第1组合模具和第2组合模具,所述承受手段构成为,配置于所述第1组合模具,且可从所述第1组合模具中的与所述第2组合模具的抵接面突出,调整从所述抵接面的突出量,从而能够调整施加于所述夹断部的压力。18.根据权利要求17所述的旋转吹塑成型机,其中,所述承受手段具备阻挡部件以及垫片,所述阻挡部件可安装于所述第1组合模具,所述垫片配置在所述第1组合模具与所述阻挡部件之间,从而能够调整所述阻挡部件的从所述抵接面的突出量。
技术总结
提供一种中空容器的制造方法,在将熔融状态的型坯沿着圆周方向连续供给至多组的模具上的方式的旋转吹塑成型中,能够连续成型独立分离的中空容器。根据本发明,提供一种中空容器的制造方法,具备旋转吹塑成型工序,在上述旋转吹塑成型工序中,多组模具配置为以同心圆状连接,将熔融状态的型坯沿着圆周方向连续供给至上述多组模具上,逐渐对上述多组模具进行闭模,在上述型坯内导入加压流体,使上述型坯沿着各模具的腔体膨胀且通过合模将夹断部夹断,独立分离上述中空容器,接着将上述多组模具逐渐开模,将独立分离的上述中空容器一一取出并搬送至下一个工序。出并搬送至下一个工序。出并搬送至下一个工序。
技术研发人员:樽野真辅
受保护的技术使用者:京洛株式会社
技术研发日:2021.05.24
技术公布日:2022/12/1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。