1.本实用新型涉及复合材料生产设备领域,具体涉及一种用于带金属支耳的异形截面复合材料弹翼模压成型模具。
背景技术:
2.轻型化是先进导弹武器发展的一个重要趋势。当前,实现轻型化的主要措施是大量应用先进复合材料及建立导弹关键复合材料设计与制造技术体系。
3.其中,弹翼是导弹弹体的主承力结构件,其最主要的作用是产生升力,因此必须保证其具有足够的强度和刚度。金属材料弹翼满足强度和刚度要求,但重量太重。而复合材料则具有优异的比强度、比刚度、抗疲劳性能和刚度可设计性等优点,已广泛应用于导弹结构件中。因此,采用复合材料制造的弹翼,较金属弹翼可减重40%以上,可大幅减轻挂机导弹重量,增加射程和有效载荷。
4.由于弹翼的整个外形都是气动外形面,因此采用单面型面模具无法保证弹翼的气动外形面。为了解决该问题,需提出一种更为合理的技术方案,以使得采用复合材料制成的弹翼能够有效成型。
技术实现要素:
5.本实用新型提供一种用于带金属支耳的异形截面复合材料弹翼模压成型模具,脱模装置存在着使用不便,且容易损坏芯模的问题。
6.为了实现上述效果,本实用新型采用技术方案为:
7.一种用于带金属支耳的异形截面复合材料弹翼模压成型模具,包括:
8.上模,设有第一定位孔和用于使复合材料成型的第一型腔;
9.下模,设有与所述第一定位孔相适应的第二定位孔、用于限定金属支耳的限位槽以及用于使复合材料成型的第二型腔;以及
10.导向柱,用于插设于所述第一定位孔和所述第二定位孔中;
11.当所述上模与所述下模合模时,所述第一型腔、所述第二型腔以及限位槽共同形成为用于使金属支耳和复合材料成型为弹翼的模腔。
12.在一种可能的设计中,还包括用于插设于金属支耳通孔中的定位轴,所述定位轴与所述下模可活动地相连,以能够靠近或者远离所述限位槽。
13.在一种可能的设计中,所述下模上设有定位座,所述上模上设有用于避让所述定位座的避让槽,所述定位轴可移动地连接于所述定位座。
14.在一种可能的设计中,所述下模包括底座和模座,所述模座位于所述底座和所述上模之间,且所述限位槽和所述第二型腔均设置于所述模座上,所述底座的长度大于所述模座的长度,所述底座超出所述模座的部位设有所述第二定位孔。
15.在一种可能的设计中,所述第一定位孔中设有第一导套,所述第二定位孔中设有第二导套,所述导向柱嵌设于所述第二导套中。
16.在一种可能的设计中,所述第一导套和所述第二导套的材料为橡胶、聚氨酯或者硅胶。
17.在一种可能的设计中,所述成型模具还包括螺钉;
18.所述上模上设有螺孔,所述螺钉设置于所述螺孔中,以当拧紧所述螺钉时,将所述上模顶离于所述下模。
19.在一种可能的设计中,所述螺孔配置为多个并间隔设置于所述上模,所述螺钉配置为与所述螺孔相适配的数量。
20.与现有技术相比,本实用新型的有益效果为:
21.通过上述技术方案,上模和下模形成的模腔能够一次模压成型制得弹翼翼面,同时可以保证弹翼的型面精度和表面质量,并且无需机加,避免了复材翼面(由多层复合材料组成)的纤维被切断,继而保证了弹翼强度。并且结构简单,操作方便。
附图说明
22.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅表示出了本实用新型的部分实施例,因此不应看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它相关的附图。
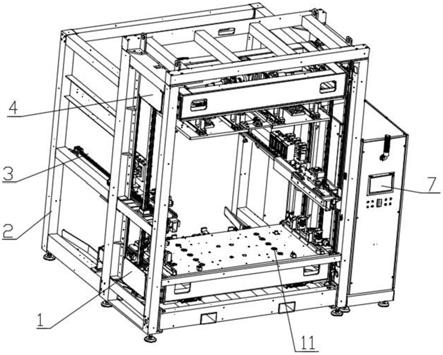
23.图1是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的立体图;
24.图2是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的立体图,为了展示内部结构,去除了上模;
25.图3是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的俯视图;
26.图4是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的俯视图,为了展示内部结构,去除了上模;
27.图5是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的主视图;
28.图6是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的主视方向的剖面图;
29.图7是本公开提供的用于带金属支耳的异形截面复合材料弹翼模压成型模具在一种实施例中的侧视方向的剖面图。
30.上述附图中,各标号的含义为:
[0031]1‑
上模,21
‑
底座,22
‑
模座,3
‑
导向柱,4
‑
定位轴,51
‑
第一导套,52
‑
第二导套,6
‑
螺钉,7
‑
复材翼面,8
‑
金属支耳。
具体实施方式
[0032]
下面结合附图及具体实施例对本实用新型做进一步阐释。
[0033]
在此需要说明的是,对于这些实施例方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。本文公开的特定结构和功能细节仅用于描述本实用新型的示
例实施例。然而,可用很多备选的形式来体现本实用新型,并且不应当理解为本实用新型限制在本文阐述的实施例中。
[0034]
本文使用的术语仅用于描述特定实施例,并且不意在限制本实用新型的示例实施例。如本文所使用的,单数形式“一”、“一个”以及“该”意在包括复数形式,除非上下文明确指示相反意思。还应当理解术语“包括”、“包括了”、“包含”、和/或“包含了”当在本文中使用时,指定所声明的特征、整数、步骤、操作、单元和/或组件的存在性,并且不排除一个或多个其他特征、数量、步骤、操作、单元、组件和/或他们的组合存在性或增加。
[0035]
还应当注意到在一些备选实施例中,所出现的功能/动作可能与附图出现的顺序不同。例如,取决于所涉及的功能/动作,实际上可以实质上并发地执行,或者有时可以以相反的顺序来执行连续示出的两个图。
[0036]
在下面的描述中提供了特定的细节,以便于对示例实施例的完全理解。然而,本领域普通技术人员应当理解可以在没有这些特定细节的情况下实现示例实施例。例如可以在框图中示出系统,以避免用不必要的细节来使得示例不清楚。在其他实施例中,可以不以非必要的细节来示出众所周知的过程、结构和技术,以避免使得示例实施例不清楚。
[0037]
根据本公开的具体实施方式,提供了一种用于带金属支耳的异形截面复合材料弹翼模压成型模具,该成型模具能够用使复合材料与金属支耳8相结合以形成为弹翼。其中,图1至图7示出了其中一种具体实施方式。
[0038]
参阅图1至图7所示,该用于带金属支耳的异形截面复合材料弹翼模压成型模具包括上模1、下模和导向柱3。上模1,设有第一定位孔和用于使复合材料成型的第一型腔。下模,设有与所述第一定位孔相适应的第二定位孔、用于限定金属支耳8的限位槽以及用于使复合材料成型的第二型腔。导向柱3,用于插设于所述第一定位孔和所述第二定位孔中。这样,当所述上模1与所述下模合模时,所述第一型腔、所述第二型腔以及限位槽共同形成为用于使金属支耳8和复合材料成型为弹翼的模腔。
[0039]
具体工作过程为:1、清洁,对上模1、下模和导向柱3进行清洁并施工脱模剂;2、备料,将复合材料(即,树脂基纤维增强预浸料)进行裁切得到特定外形轮廓的铺层;数控加工得到弹翼金属支耳8零件;对金属支耳8零件与复材翼面7接触部位进行吹砂处理。3、铺层,在下模和下模组成的型腔中逐层铺叠预浸料铺层,在第一层及后续每隔三层铺层铺叠完成后对芯材及预浸料铺层毛坯体进行抽真空压实,以减少铺层间的气泡及间隙,提高铺层间的粘接质量;抽真空预压实过程通过采用在毛坯体表面依次覆盖无孔隔离膜、透气毡等,最终通过真空袋与橡胶密封胶条密封后的真空系统进行实施。4、设置金属支耳8,将金属支耳8嵌入复合材料翼面部分的表面铺贴胶膜;当金属支耳8下方的预浸料铺叠完成后,将金属支耳8固定在下模上,并继续铺叠预浸料直至所有预浸料铺叠完成;5、组装,毛坯体铺叠完成后,将上模1以导向柱3为定位,合模,由此保证合模的位置精确;6、固化,将模具放入热压机中,施加压力,升温,按照树脂的固化参数进行固化;7、脱模,将上模1与下模分开,取出成型后的弹翼,即得到所需的成品零件。
[0040]
通过上述技术方案,上模1和下模形成的模腔能够一次模压成型制得弹翼翼面,同时可以保证弹翼的型面精度和表面质量,并且无需机加,避免了复材翼面7(由多层复合材料组成)的纤维被切断,继而保证了弹翼强度。并且结构简单,操作方便。
[0041]
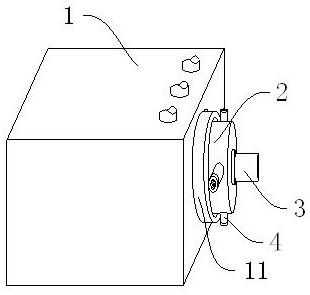
在一种可能的设计中,参阅图1和图2所示,模压成型模具还包括用于插设于金属
支耳8通孔中的定位轴4,所述定位轴4与所述下模可活动地相连,以能够靠近或者远离所述限位槽。这样一来,可以通过定位轴4限定金属支耳 8的位置,继而实现金属支耳8的准确定位,由此保证多个金属支耳8的同轴度要求。在本公开中,金属支耳8的数量为3,故,设置3个限位槽即可满足生产需求。对此,对于限位槽的数量以及定位轴4的长度,本领域技术人员可以根据弹翼的规格灵活设置。
[0042]
作为一种选择,所述下模上设有定位座,所述上模1上设有用于避让所述定位座的避让槽,所述定位轴4可移动地连接于所述定位座,以能够靠近限位槽并插设于金属支耳8的通孔中,继而实现对于金属支耳8的定位和限位作用,有益于保证弹翼的成品质量。作为另一种选择,也可以是不设置定位座,而是直接将一根定位轴4插设于多个金属支耳8的通孔中,对此并不做限制。
[0043]
在本公开提供的一种示例性实施方式中,参阅图2和图4所示,所述下模包括底座21和模座22,所述模座22位于所述底座21和所述上模1之间,且所述限位槽和所述第二型腔均设置于所述模座22上,所述底座21的长度大于所述模座22的长度,所述底座21超出所述模座22的部位设有所述第二定位孔。这样一来,可以将模座22拆除,以便于对弹翼进行脱模。
[0044]
在一种具体实施方式中,参阅图6所示,所述第一定位孔中可以设有第一导套51,所述第二定位孔中设有第二导套52,所述导向柱3嵌设于所述第二导套52中。这样在合模时,导向柱3能够插设于第一导向套中。
[0045]
第二导套52的设置,不仅有益于保持于导向柱3相对于下模的位置,同时还可以防止导向柱3倾斜,起到较好的定位和导向的作用,有益于使上模1 与下模进行合模。此外,还能够避免导向柱3与下模直接接触,继而减少两者之间的磨损。同理,第一轴套的设置也可以减少导向柱3与上模1之间的磨损。
[0046]
具体地,所述第一导套51和所述第二导套52的材料为橡胶、聚氨酯或者硅胶。这样,可以通过第一导套51和第二导套52的弹性变形,使得导向柱3 稳固地连接上模1或者下模。
[0047]
在本公开提供的一种实施例中,参阅图1至图7所示,所述成型模具还包括螺钉6。所述上模1上设有螺孔,所述螺钉6设置于所述螺孔中,以当拧紧所述螺钉6时,将所述上模1顶离于所述下模。具体地,可以将螺钉6拧入上模1对应螺孔,此时螺钉6的下端面抵顶下模上表面,继续拧入螺钉6可以将上模1顶开,此后将螺钉6全部拆卸,即可从下模上取出弹翼,从而方便脱模。
[0048]
进一步地,所述螺孔可以配置为多个并间隔设置于所述上模1。所述螺钉 6配置为与所述螺孔相适配的数量。这样一来,可以增多着力点,有益于使上模1平稳地抵离于下模。
[0049]
在本公开中,参阅图1和图3,螺孔设置为四个,并分别设置于上模1的边角处。螺钉6则选用m12*80规格的螺钉6。在其它实施例中,螺孔还可以是设置为2个或者6个或者8个等任意合适的数量,螺钉6的规格亦可以根据上模1的规格灵活选择,本公开对此均不做限制。
[0050]
以上即为本实用新型列举的实施方式,但本实用新型不局限于上述可选的实施方式,本领域技术人员可根据上述方式相互任意组合得到其他多种实施方式,任何人在本实用新型的启示下都可得出其他各种形式的实施方式。上述具体实施方式不应理解成对本实用新型的保护范围的限制,本实用新型的保护范围应当以权利要求书中界定的为准,并且
说明书可以用于解释权利要求书。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。