1.本发明涉及采用单张纸上纸书本打包设备领域。
背景技术:
2.书本打包机是将一叠叠的书本用包装纸打包的设备,目前,书本打包机如图1和图2所示,一般包括上包装纸部件1、输送打包纸部件2、进本输送带部件3、推书部件4、打包拨杆部件5、宽皮带输送部件6、后折封部件7、前折封部件8、长皮带送书部件9、上折封部件10、下折封部件11、出书侧规部件12等主要功能部件,这些功能部件设置在方通焊接机架13上,另外其余为护罩14、电柜等辅助部件。
3.上包装纸部件1将打包纸输送至输送打包纸部件2中的输送皮带上,经过输送皮带输送至宽皮带输送部件6处宽皮带上,书本通过进本输送带部件3和推书部件4输送进宽皮带输送部件6宽皮带上与打包纸完成打包前流程;书本与打包纸继续向前输送,通过打包拨杆部件5中拨杆完成第一次缠绕打包成型动作,然后进入长皮带送书部件9中长输送皮带,通过伺服系统控制前折封部件8和后折封部件7,与输送速度同步及打包机构动作,完成前后方向第二次打包成型,再进入上折封部件10和下折封部件11处,同样由伺服控制速度同步及打包机构动作,完成上下折封打包成型,最后由出书侧规部件12保持打包成型后的书本输送出设备。
4.采用这样的书本打包机进行书本打包,解决了书本手工打包高强度繁琐的劳动,大大提高了打包效率。
技术实现要素:
5.本发明的目的是提供一种采用单张纸上纸书本打包设备。
6.本发明为实现以上技术要求而采用的技术方案是:一种采用单张纸上纸书本打包设备,包括上包装纸部件、输送打包纸部件、进本输送带部件、推书部件、打包拨杆部件、宽皮带输送部件、后折封部件、前折封部件、长皮带送书部件、上折封部件、下折封部件、出书侧规部件;所述的上包装纸部件包括放置包装纸的台板和吸纸送纸机构、气缸和控制装置;在所述控制装置控制下,所述的气缸驱动所述的吸纸送纸机构将单张叠置在台板上的包装纸送到输送打包纸部件中的输送皮带上。
7.进一步的,上述的采用单张纸上纸书本打包设备中:所述的推书部件包括进本输送皮带和推书机构,以及其控制进本输送皮带和推书机构同步动作的光电控制装置。
8.进一步的,上述的采用单张纸上纸书本打包设备中:所述打包拨杆部件包括拨杆传动链条、高度调整机构、安装墙板,伺服电气控制系统。
9.进一步的,上述的采用单张纸上纸书本打包设备中:所述的宽皮带输送部件包括输送皮带及伺服控制系统,所述的伺服控制系统同步控制输送皮带与所述打包拨杆部件打包成型。
10.进一步的,上述的采用单张纸上纸书本打包设备中:所述的后折封部件包括第一
书本运动方向运动机构和第一开度方向运动机构,所述第一书本运动方向运动机构和第一开度方向运动机构通过伺服系统同步控制完成书本后端折封打包。
11.进一步的,上述的采用单张纸上纸书本打包设备中:所述的前折封部件包括第二开度方向运动机构,按打包尺寸自动完成书本前端折封打包。
12.进一步的,上述的采用单张纸上纸书本打包设备中:所述的下折封部件包括第二书本运动方向运动机构、第三开度方向运动机构、第一竖直方向运动机构和伺服电气控制系统,所述第二书本运动方向运动机构、第二开度方向运动机构、第一竖直方向运动机构通过伺服电气控制系统同步控制完成书本下侧折封打包。
13.进一步的,上述的采用单张纸上纸书本打包设备中:所述的上折封部件包括第三书本运动方向运动机构、第四开度方向运动机构、第二竖直方向运动机构及伺服电气控制系统,所述的第三书本运动方向运动机构、第四开度方向运动机构、第二竖直方向运动机构通过伺服电气控制系统同步控制完成书本上侧折封打包。
14.本发明中,单张包装纸放置在上包装纸部件的台板上,通过吸嘴、送纸机构将打包纸输送至输送皮带部件。上包装纸部件部件非常简单,方便单张包装纸上纸。
15.另外,经过输送皮带输送单张包装纸至宽皮带部件处,书本通过进本输送带部件输送进宽皮带与打包纸完成打包前流程,书本与打包纸继续向前输送,通过拨杆完成第一次缠绕打包成型动作,然后进入长输送皮带,通过伺服系统控制前、后折封与输送速度同步及打包机构动作,完成前后方向第二次打包成型,再进入上下折封部件处,同样由伺服控制速度同步及打包机构动作,完成上下折封打包成型,最后由出书侧规保持打包成型后的书本输送出设备。
16.下面结合附图和具体实施方式对本发明进行进一步的说明。
附图说明
17.附图1是书本打包机外形图;
18.附图2是书本打包机外部结构图;
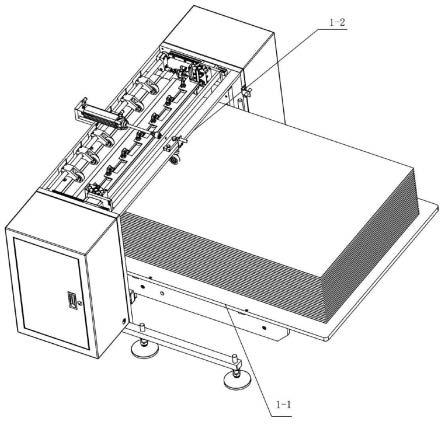
19.附图3是本发明实施例1上包装纸部件结构图;
20.附图4是本发明实施例1输送打包纸部件结构图;
21.附图5是本发明实施例1推书部件结构图;
22.附图6是本发明实施例1打包拨杆部件结构图;
23.附图7是本发明实施例1宽皮带输送部件结构图;
24.附图8是本发明实施例1后折封部件结构图;
25.附图9是本发明实施例1前折封部件结构图;
26.附图10是本发明实施例1长皮带送书部件结构图;
27.附图11是本发明实施例1下折封部件结构图;
28.附图12是本发明实施例1上折封部件结构图;
29.附图13是本发明实施例1出书侧规部件结构图;
30.附图14是本发明实施例1方通机架部件结构图;
31.附图15是本发明实施例1控制系统电眼分布结构图;
32.附图16是本发明实施例1书本打包成型工艺路线设计图。
具体实施方式
33.实施例1,本实施例是一种采用单张纸上纸书本打包设备,如图2和图3所示:包括上包装纸部件1、输送打包纸部件2、进本输送带部件3、推书部件4、打包拨杆部件5、宽皮带输送部件6、后折封部件7、前折封部件8、长皮带送书部件9、上折封部件10、下折封部件11、出书侧规部件12;其中:上包装纸部件1如图3所示;包括放置包装纸100的台板1-1和吸纸送纸机构1-2、气缸和控制装置;在控制装置控制下,气缸驱动所述的吸纸送纸机构1-2将单张叠置在台板1-1上的包装纸100送到输送打包纸部件2中的输送皮带上。吸纸送纸机构1-2根据控制系统要求供给打包纸,台板1-1将实施寸动提升打包纸,保证吸纸送纸机构的稳定运行。
34.输送打包纸部件2如图4所示,本实施例中,输送打包纸部件2由两段输送带组成,水平输送皮带2-1和爬坡皮带2-2,皮带由伺服电机2-3驱动。两段输送皮带通过螺钉固定在方通焊接机架13上,水平输送皮带2-1和爬坡皮带2-2由同一伺服电机2-3驱动,打包纸在水平输送皮带2-1和爬坡皮带2-2的作用下是实现打包纸的定长输送。打包纸将预送一段长度超出爬坡皮带2-2的上下层出口,垫在书本的底面。
35.推书部件4如图5所示:本实施例中,推书部件4包括进本输送皮带3和推书机构4-1,以及其控制进本输送皮带3和推书机构4-1同步动作的光电控制装置。
36.进本输送皮带3和推书部件4固定在方通焊接机架13上,方通焊接机架13如图14所示。推书部件4如图5所示。书本放在进本输送皮带3上,书本将被传送到推书部件4,当图15中的电眼a和电眼b同时满足条件,推书机构4-1由推书伺服电机4-4驱动,在螺杆副的作用下向宽皮带输送部件6传送书本。书本推进过程中自然将一小段打包纸压在其底面。
37.打包拨杆部件5如图6所示,本实施例中,打包拨杆部件5包括拨杆5-1、高度调整机构5-2、拨杆伺服电机5-3、拨杆高度调节伺服电机5-4、安装墙板,伺服电气控制系统。
38.拨杆部件5两侧固定在方通焊接机架13上,方通焊接机架13如图14所示。如图6所示,高度调整机构5-2由拨杆伺服电机5-3驱动,在螺杆副的作用下根据书本的高度尺寸调整拨杆的高度;拨杆5-1由拨杆伺服电机5-3驱动,在拨杆链条的作用下完成将宽皮带输送部6上的书本缠绕打包纸打包成型。
39.宽皮带输送部件6如图7所示,本实施例中,宽皮带输送部件6包括宽输送皮带6-1及伺服控制系统,所述的伺服控制系统同步控制宽输送皮带6-1与所述打包拨杆部件5打包成型。
40.宽皮带输送部件6固定在方通焊接机架13上,方通焊接机架13如图14所示。如图7所示。宽输送皮带6-1由伺服电机6-2驱动。推书部件4动作完成后,书本与打包纸继续向前输送,当书本末端完全经过图15中的电眼c时,拨杆开始抬起将打包纸缠绕书本;当书本前端到达图15电眼d时,宽输送皮带停止等待拨杆缠绕完成,同时打包纸将被真空吸嘴6-3吸附。此过程,设备完成第一次缠绕打包成型动作。
41.后折封部件7如图8所示,本实施例中,后折封部件7包括第一书本运动方向运动机构和第一开度方向运动机构,所述第一书本运动方向运动机构和第一开度方向运动机构通过伺服系统同步控制完成书本后端折封打包。
42.后折封部件7固定在方通焊接机架13上,如图8所示。经过拨杆部件5和宽皮带输送部件6的第一次缠绕打包前流程,书本与打包纸继续向前输送,然后进入长输送皮带9,打包
纸将形成圆筒形状紧紧包裹书本。后折封部件7包括第一书本运动方向运动机构和第一开度方向运动机构,所述第一书本运动方向运动机构由伺服电机7-3和第一开度方向运动机构由伺服电机7-2驱动。当书本前端到达电眼e时,长输送皮带9位置值开始标记,书本尾部经过后折封夹具7-1后,第一开度方向运动机构允许后折封夹具7-1向中纵线靠拢到书本宽度,夹具保持在书本宽度,第一书本运动方向运动机构追折后侧打包纸,并且超出书本长度一半,此过程完成书本后端折封。包裹经过长输送皮带9传送一段距离后,后折封部件7返回原位等待下个包裹。
43.前折封部件8如图9所示,本实施例中,前折封部件8包括第二开度方向运动机构,按打包尺寸自动完成书本前端折封打包。
44.前折封部件8固定在方通焊接机架13上,方通焊接机架13如图14所示。前折封部件8如图9所示。当书本前端到达电眼e时,长输送皮带9位置值开始标记,第二开度方向运动机构允许前折封夹具8-1向中纵线靠拢到书本宽度,所述第二书本运动方向运动机构由伺服电机8-2驱动,夹具保持在书本宽度,随着书本进入前折封部件8,前折封自动成型,此过程完成书本前端折封。包裹经过长输送皮带9传送一段距离后,前折封部件8返回原位等待下个包裹。
45.长皮带送书部件9如图10所示,本实施例中,长皮带送书部件9由伺服系统控制,实现书本打包成型过程中与折封动作精准同步。
46.长皮带送书部件9固定在方通焊接机架13上,方通焊接机架13如图14所示。长皮带送书部件9如图10所示。长皮带9-1由伺服电机9-2驱动,在中纵线上向前传送书本和打包纸,如图16所示,并且结合图15中的电眼e、电眼f精准向控制系统反馈书本位置值,匹配其他伺服电机的同步,实现书本打包后折封、前折封、上折封和下折封成型。
47.下折封部件10如图11所示,本实施例中,下折封部件10包括第二书本运动方向运动机构、第三开度方向运动机构、第一竖直方向运动机构和伺服电气控制系统,所述第二书本运动方向运动机构、第二开度方向运动机构、第一竖直方向运动机构通过伺服电气控制系统同步控制完成书本下侧折封打包。
48.下折封部件10固定在方通焊接机架13上,方通焊接机架13如图14所示.下折封部件10如图11所示。下折封部件10包括第二书本运动方向运动机构、第三开度方向运动机构、第一竖直方向运动机构和伺服电气控制系统,所述第二书本运动方向运动机构由伺服电机10-5驱动、第三开度方向运动机构由伺服电机10-4驱动、第一竖直方向运动由伺服电机10-2和伺服电机10-3驱动。
49.书本经过前折封部件8和后折封部件7完成前后方向第二次打包成型,长皮带送书部件9继续往前传送书本,书本经过图15中的电眼f,长输送皮带9位置值开始标记,书本进入下折封部件10后,第三开度方向运动机构向中纵线靠拢到书本宽度并保持,第一竖直方向运动机构允许下折封夹具10-1竖直折起包裹纸,夹具保持在书本高度的一半,第二书本运动方向运动机构追随书本一段距离,此过程完成书本下折封成型。包裹经过长输送皮带9传送一段距离后,下封部件10返回原位等待下个包裹。
50.如图12所示,本实施例中,上折封部件11包括第三书本运动方向运动机构、第四开度方向运动机构、第二竖直方向运动机构及伺服电气控制系统,所述的第三书本运动方向运动机构、第四开度方向运动机构、第二竖直方向运动机构通过伺服电气控制系统同步控
制完成书本上侧折封打包。
51.上折封部件11固定在方通焊接机架13上,方通焊接机架13如图14所示,上折封部件11如图12所示。上折封部件11包括第三书本运动方向运动机构、第四开度方向运动机构、第二竖直方向运动机构和伺服电气控制系统,所述第三书本运动方向运动机构由伺服电机11-5驱动、第四开度方向运动机构由伺服电机11-4驱动、第二竖直方向运动由伺服电机11-2和伺服电机11-3驱动。
52.书本经过下折封部件完成下折封成型,长皮带送书部件9继续往前传送书本,书本进入上折封部件11后,第四开度方向运动机构向中纵线靠拢到书本宽度并保持,第二竖直方向运动机构允许上折封夹具11-1竖直折起包裹纸,夹具保持在书本高度的一半,第三书本运动方向运动机构追随书本一段距离,此过程完成书本上折封成型。包裹经过长输送皮带9传送一段距离后,上折封部件11返回原位等待下个包裹。
53.出书侧规部件12如图13所示,出书侧规部件由开度方向运动机构构成,按打包尺寸自动完成调整,保证打包后包装完整性。
54.出书侧规部件12固定在方通焊接机架13上,方通焊接机架13如图14所示,出书侧规部件12如图13所示。出书侧规部件由开度方向运动机构构成。出书侧规12-1由伺服电机12-2驱动,跟据包裹宽度尺寸调整侧规之间的距离,保持打包成型的包裹输送出设备。
55.本实施例中,上包装纸部件1中,单张包装纸放置在上包装纸部件的台板上,通过吸嘴、送纸机构将打包纸输送至输送打包纸部件2中的输送皮带上,经过输送皮带输送至宽皮带输送部件6处宽皮带上,书本通过进本输送带部件3和推书部件4输送进宽皮带输送部件6宽皮带上与打包纸完成打包前流程;书本与打包纸继续向前输送,通过打包拨杆部件5中拨杆完成第一次缠绕打包成型动作,然后进入长皮带送书部件9中长输送皮带,通过伺服系统控制前折封部件8和后折封部件7,与输送速度同步及打包机构动作,完成前后方向第二次打包成型,再进入上折封部件10和下折封部件11处,同样由伺服控制速度同步及打包机构动作,完成上下折封打包成型,最后由出书侧规部件12保持打包成型后的书本输送出设备。如图16所示。
56.本实施例中,单张包装纸上纸书本打包设备解决了书本手工打包高强度繁琐的劳动,大大提高了打包效率,单张纸从上纸、与书本一起成型打包实现了自动化过程。可适用于单堆书本打包、多包书本打包,按需方便调整。整机采用全伺服系统,简化了机械凸轮式同步,自动化程度高,柔性伺服控制系统精度高、高效灵活,符合书本包装自动化个性需求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。