1.本技术涉及挖掘机安装的领域,尤其是涉及一种挖掘机斗杆压销设备。
背景技术:
2.挖掘机上的斗杆包括大臂和小臂,大臂和小臂之间连接有销钉,且大臂和小臂通过销钉转动连接在一起。
3.目前将销钉安装在大臂与小臂之间的方式一般是:先将销钉穿设在大臂与小臂上的预设穿孔中;为了防止销钉从大臂与小臂之间脱离,需要先抵住销钉的一端,然后采用的人工的方式锤击销钉的另一端,从而使销钉被锤击的一端的截面逐渐变大,直至大于穿孔的截面面积;然后销钉的另一端也采取这种锤击的压销方式,这样可以使销钉两端的截面面积均大于穿孔的截面面积,从而可防止销钉从大臂与小臂之间脱离。
4.在实现本技术的过程中,发现上述技术至少存在以下问题:采用人工的方式锤击销钉的两端,由于每次锤击的位置人工难以准确把握,如此难以将销钉的端部锤击成规整的形状;此外,通过人工锤击的方式加工销钉端部,不仅费而且产生的噪音极大,容易对工人的身心健康造成不利影响,综上可见,现有技术中对销钉进行压销的自动化水平偏低。
技术实现要素:
5.为了便于提升对销钉进行压销的自动化水平,本技术提供一种挖掘机斗杆压销设备。
6.本技术提供的一种挖掘机斗杆压销设备采用如下的技术方案:一种挖掘机斗杆压销设备包括轨道,所述轨道上设有若干移动车,每个所述移动车上均设有销钉位置识别结构;挖掘机斗杆上的预设销钉上设有激光发射器,所述激光发射器能够向所述销钉位置识别结构发射激光;所述移动车上还设有与所述销钉位置识别结构电连接的压销件位置移动结构,所述压销件位置移动结构上设有压销件。
7.通过采用上述技术方案,将预装有销钉的挖掘机斗杆伸进两个移动车之间,然后通过销钉位置识别结构以及激光发射器识别出销钉的位置,然后依据销钉的位置控制压销件位置移动结构,从而便于使压销件位置移动结构带动压销件自动对准销钉,然后通过压销件对销钉进行压销处理;上述过程可便于尽量避免人工的参与,并可实现销钉的压销,如此便于提升压销的自动化水平。
8.在一个具体的可实施方案中,所述销钉位置识别结构包括设在所述移动车上的激光感应板,以及与所述激光感应板电连接的控制器,所述控制器与所述压销件位置移动结构电连接。
9.通过采用上述技术方案,预设在销钉上的激光发射器可向激光感应板上发射激光,从而便于激光感应板和控制器依据激光确定销钉的位置,然后控制器依据确定的销钉的位置控制压销件位置移动结构,使压销件对准销钉,如此便于提升自动化寻找销钉位置的自动化水平。
10.在一个具体的可实施方案中,所述压销件位置移动结构包括连接在所述移动车上的纵向移动组件,所述纵向移动组件上设有横向移动组件,所述纵向移动组件以及所述横向移动组件均与所述销钉位置识别结构电连接;所述压销件安装在所述横向移动组件上。
11.通过采用上述技术方案,通过纵向移动组件以及横向移动组件的联动,便于带动压销件对准销钉。
12.在一个具体的可实施方案中,所述纵向移动组件包括安装在所述移动车上的纵向滑轨,以及与所述纵向滑轨并排设置的齿条;所述纵向滑轨上滑动连接有安装架,所述安装架上设有电机,所述电机上设有与所述齿条啮合的齿轮;所述横向移动组件安装在所述安装架上。
13.通过采用上述技术方案,当需要使压销件沿纵向移动时,可通过电机驱动齿轮转动,从而可带动安装架沿齿条运动,从而便于使压销件沿纵向移动。
14.在一个具体的可实施方案中,所述横向移动组件包括连接在安装架上的横向滑轨,所述横向滑轨上滑动连接有安装板,所述安装架上设有与所述安装板连接的直线模组;所述压销件安装在所述安装板上。
15.通过采用上述技术方案,当需要使压销件沿水平方向运动时,可通过直线模组驱动压销件沿着横向滑轨运动,从而便于使压销件沿水平方向运动。
16.在一个具体的可实施方案中,所述移动车上设有能够与所述轨道连接的侧边定位组件,所述侧边定位组件用于与所述轨道连接以防止所述移动车发生侧翻。
17.通过采用上述技术方案,移动车在轨道上移动到位后,为了便于防止移动车上压销件在抵压销钉时发生侧翻,可通过侧边定位组件将移动车固定在轨道上,以防止移动车发生侧翻。
18.在一个具体的可实施方案中,所述轨道安装在预设的底板上,所述底板上固定有限位板;所述移动车上设有能够与所述限位板抵接的端部定位组件,所述端部定位组件用于与所述限位板抵接以定位所述移动车。
19.通过采用上述技术方案,移动车移动到位后,为了便于防止压销件与销钉抵接时移动车发生移动,可通过端部定位组件伸进底板上限位板上的限位槽中,从而便于防止压销件与销钉抵接时移动车发生移动。
20.在一个具体的可实施方案中,所述限位板上设有若干限位槽;所述端部定位组件包括安装在所述移动车端部的第二伸缩件,所述第二伸缩件上连接有能够嵌入所述限位槽中的嵌入件。
21.通过采用上述技术方案,需要使用端部定位组件时,使第二伸缩件伸长,从而使第二伸缩件上的嵌入件嵌入相应的限位槽中,如此便于防止移动车沿轨道发生移动。
22.在一个具体的可实施方案中,所述压销件包括安装在所述压销件位置移动结构上的第三伸缩件,所述第三伸缩件与所述控制器连接,且所述第三伸缩件上设有能够与所述销钉抵接的抵接头;所述抵接头中设有拉力传感器,所述拉力传感器与所述控制器通信连接;所述拉力传感器上连接有弹性件,所述抵接头上滑动连接有与所述弹性件连接的滑动件,所述滑动件能够与所述销钉抵接。
23.通过采用上述技术方案,第三伸缩件伸长后可使抵接头与销钉的端部相抵,从而使销钉的端部发生直径逐渐变大的变形,销钉端部在变形的同时会与滑动件相抵,从而使
滑动件相对于抵接头逐渐滑动,并在滑动的过程中通过弹性件给拉力传感器一个拉力,拉力传感器将拉力数据传输至控制器中,从而便于控制器判断拉力数据是都达到预设的拉力阈值,拉力阈值与销钉端部形变成预设的形状对应,当达到拉力阈值时,控制器可便于控制第三伸缩件及时停止伸长,以便于销钉端部形保持预设的形状。
24.在一个具体的可实施方案中,所述第三伸缩件与所述抵接头之间连接有压力传感器,所述压力传感器与所述控制器通信连接。
25.通过采用上述技术方案,通过压力传感器可测出抵接头与销钉抵接时的压力,并将测得压力数据传输至控制器,控制器中预设有压力阈值范围,历史经验显示,在销钉位置摆放位置合格时,也即销钉与抵接头以及第三伸缩件同轴时,抵接头与销钉之间的压力不会高于压力阈值范围,若控制器判断压力高于压力阈值范围,则控制器判断销钉位置摆放不合格,并进一步通知工作人员处理此不利工况。
26.综上所述,本技术包括以下至少一种有益技术效果:1.将预装有销钉的挖掘机斗杆伸进两个移动车之间,然后通过销钉位置识别结构以及激光发射器识别出销钉的位置,然后依据销钉的位置控制压销件位置移动结构,从而便于使压销件位置移动结构带动压销件自动对准销钉,然后通过压销件对销钉进行压销处理;上述过程可便于尽量避免人工的参与,并可实现销钉的压销,如此便于提升对销钉进行压销的自动化水平;2.当需要使压销件沿纵向移动时,可通过电机驱动齿轮转动,从而可带动安装架沿齿条运动,从而便于使压销件沿纵向移动;3.移动车移动到位后,为了便于防止压销件与销钉抵接时移动车发生移动,可通过端部定位组件伸进底板上限位板上的限位槽中,从而便于防止压销件与销钉抵接时移动车发生移动。
附图说明
27.图1是本技术实施例中一种挖掘机斗杆压销设备的整体结构示意图。
28.图2是本技术实施例中用于体现移动车和轨道连接关系的结构示意图。
29.图3是本技术实施例中用于体现侧边定位组件以及端部定位组件与移动车之间位置关系的结构示意图。
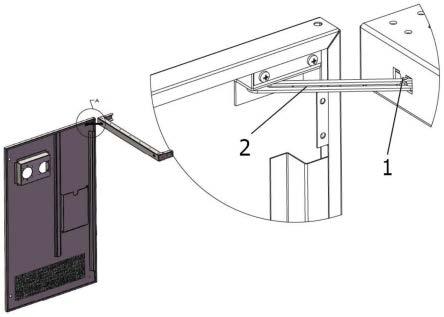
30.图4是图3中a部分的放大图。
31.图5是图3中b部分的放大图。
32.图6是本技术实施例中用于体现移动车与纵向移动组件之间连接关系的结构示意图。
33.图7是本技术实施例中用于体现电机与安装架之间连接关系的局部图。
34.图8是本技术实施例中用于体现横向移动组件结构的局部图。
35.图9是本技术实施例中用于体现激光发射器与激光感应板之间位置关系的结构示意图。
36.图10是本技术实施例中用于体现压销件与安装板之间连接关系的结构示意图。
37.图11是本技术实施例中用于体现抵接头、拉力传感器、弹性件、滑动件以及弧形件之间连接关系的剖视图。
38.附图标记说明:1、底板;2、轨道;21、底轨;22、纵轨;23、顶轨;3、移动车;31、车体;311、连接板;312、侧板;313、方柱;314、顶板;32、移动轮;4、定位结构;41、侧边定位组件;411、第一承载板;412、第一伸缩件;413、抱轨件;4131、凹形件;4132、抵接条;414、导向杆;42、端部定位组件;421、端板;422、第二承载板;423、第二伸缩件;424、嵌入件;43、限位板;431、限位底板;432、限位条;5、销钉位置识别结构;51、激光发射器;52、激光感应板;53、控制器;6、压销件位置移动结构;61、纵向移动组件;611、纵向滑轨;612、齿条;613、纵向滑块;614、安装架;615、电机;616、驱动杆;617、齿轮;618、固定座;619、轴承;62、横向移动组件;621、横向滑轨;622、横向滑块;623、安装板;624、直线模组;7、压销件;71、第三伸缩件;72、抵接头;721、滑动槽;8、压销到位传感组件;81、拉力传感器;82、滑动件;83、弹性件;84、弧形件;9、压力传感器。
具体实施方式
39.以下结合附图1-11对本技术作进一步详细说明。
40.本技术实施例公开一种挖掘机斗杆压销设备。参照图1,挖掘机斗杆压销设备包括底板1,底板1的顶壁上固定有两条平行设置的轨道2,两条轨道2上共同承载有两个移动车3,每个移动车3上均设有定位结构4,定位结构4用于在移动车3移动到预设位置后将移动车3定位在轨道2上;两个移动车3之间留有供挖掘机斗杆伸入的空间,且在实施中会通过移动挖掘机斗杆从而将挖掘机斗杆上的销钉移动到两个移动车3之间;每个移动车3上均设有销钉位置识别结构5,销钉位置识别结构5用于识别出销钉的位置;每个移动车3上均还设有与销钉位置识别结构5电连接的压销件位置移动结构6,每个压销件位置移动结构6上均设有用于抵压销钉端部的压销件7,两个压销件7与销钉的两端一一对应,每个压销件7还设有能够与销钉端部抵接的压销到位传感组件8,压销到位传感组件8用于在压销件7将销钉端部抵压至预设形状后,控制压销件7停止抵压销钉对应的端部。
41.在实施中,将移动车3移动到轨道2上的预设位置后,通过定位结构4将移动车3固定在轨道2上,此时两个移动车3之间留有供挖掘机斗杆伸入的空间;然后,移动挖掘机斗杆以使挖掘机斗杆上的销钉置于两个移动车3之间;接着,通过销钉位置识别结构5识别出销钉的位置,然后依据销钉的位置控制压销件位置移动结构6带动压销件7,从而使压销件7对准销钉对应的端部;然后通过压销件7抵压销钉对应的端部,从而使销钉端部的截面积逐渐变大,以便于使销钉限位在挖掘机的斗杆上;进一步,当压销到位传感组件8判断出销钉端部已被抵压至预设形状后,则控制压销件7立即停止抵压销钉端部。
42.参照图2,轨道2的截面呈工字型,轨道2包括固定在底板1顶壁上的底轨21,底轨21的顶壁一体成型有纵轨22,纵轨22的顶端一体成型有与移动车3连接的顶轨23。移动车3包括车体31,车体31的两侧各转动连接有一组移动轮32,两组移动轮32与两条顶轨23一一对应,且每组移动轮32与对应顶轨23的顶壁抵接,通过移动轮32可使车体31沿轨道2进行移动。
43.车体31包括截面呈矩形状的连接板311,连接板311底壁靠近其两侧边的位置上均固定有沿竖直方向设置的侧板312,两个侧板312与两组移动轮32一一对应,且每组移动轮32安装在对应的侧板312上;连接板311顶壁的四个角的位置上固定有沿竖直方向设置的方柱313,四个方柱313的顶端共同连接有顶板314。
44.参照图3,定位结构4包括两个与两个侧板312一一对应的侧边定位组件41,每个侧边定位组件41安装在对应的侧板312上,具体的,结合图4,每个侧边定位组件41均包括固定在每个对应侧板312上的两个第一承载板411,两个第一承载板411位于对应侧板312上的两个移动轮32之间,每个第一承载板411的顶壁均固定有第一伸缩件412,第一伸缩件412的轴向沿竖直方向设置,在本实施例中,第一伸缩件412具体为第一油缸,第一油缸的伸缩杆竖直向下伸出第一承载板411,且第一油缸伸缩杆的底端固定有能够抱住顶轨23的抱轨件413;具体的,抱轨件413包括凹口下设置的凹形件4131,需要说明的是,顶轨23位于凹形件4131的凹槽中;凹形件4131底部一体成型有两个抵接条4132,每个抵接条4132的顶壁均可与对应的顶轨23的底壁抵接,且两个抵接条4132之间开设有供纵轨22伸进凹形件4131凹槽内的条缝;凹形件4131的顶壁上固定有沿竖直方向设置的导向杆414,导向杆414向上穿过对应的第一承载板411。
45.在初始状态下,顶轨23位于凹形件4131的凹槽中,且凹形件4131与抵接条4132均不与顶轨23抵接;当移动车3移动到预设位置后,为了便于在进行压销操作的时候防止移动车3发生侧翻;通过使每个第一伸缩件412收缩,从而使抵接条4132顶壁与对应的顶轨23底壁紧密抵接,如此便于通过侧边定位组件41将移动车3定位在轨道2上。
46.参照图3,在进行压销操作的过程中,为了便于防止移动车3沿轨道2移动,在每个移动车3远离另一移动车3端部均设有端部定位组件42,且底板1上固定有可与端部定位组件42配合使用以定位移动车3的限位板43。
47.每个端部定位组件42均有对应的限位板43,且每个限位板43均置于两条轨道2之间,具体的,参照图5,限位板43包括限位底板431,限位底板431的顶壁上固定有沿轨道2长度均与分布的限位条432,相邻限位条432之间的空间形成了限位槽。端部定位组件42包括固定在连接板311远离另一连接板的端部的端板421,端板421上固定有呈l形的第二承载板422,第二承载板422的顶壁上设有沿竖直方向设置的第二伸缩件423,在本实施例中,第二伸缩件423为第二油缸,第二油缸的伸缩杆向下伸出第二承载板422,且第二油缸伸缩杆的底端固定有可伸入限位板43上的限位槽中的嵌入件424。
48.在实施中,当移动车3移动到预设位置后,通过控制第二伸缩件423伸长,从而便于第二伸缩件423上的嵌入件424嵌入限位板43上的限位槽中,从而便于在进行压销操作的过程中防止移动车3沿轨道2移动。
49.参照图6,压销件位置移动结构6包括设置在移动车3靠近另一移动车3的端部上的纵向移动组件61,纵向移动组件61可沿着移动车3中的方柱313在竖直方向上移动,纵向移动组件61上设有横向移动组件62,横向移动组件62可沿着纵向移动组件61在水平方向上移动,且压销件7安装在横向移动组件62上,在纵向移动组件61和横向移动组件62的联动下,可改变压销件7的位置。
50.具体的,纵向移动组件61包括连接板311远离端部定位组件42的一端的每个方柱313上的纵向滑轨611 ,以及与纵向滑轨611并排平行设置的齿条612;每个纵向滑轨611上滑动连接有两个纵向滑块613,四个纵向滑块613共同连接有安装架614;参照图7,安装架614靠近纵向滑块613的侧壁顶端固定有电机615,此电机615具体为双轴电机,双轴电机的两个输出轴沿水平方向设置,每个输出轴同轴均连接有驱动杆616,每个驱动杆616上均同轴固定有齿轮617,两个齿轮617和两个齿条612一一对应,每个齿条612和对应的齿条612啮
合。
51.为了便于增加驱动杆616转动时的稳定性,安装架614还设有与每个驱动杆616一一对应的固定座618,每个固定座618上均设有与对应驱动杆616同轴连接的轴承619。
52.参照图8,横向移动组件62包括安装架614侧壁固定的两条沿水平方向平行设置的横向滑轨621,每个横向滑轨621上均滑动连接有横向滑块622,两个横向滑块622共同连接有安装板623,上述压销件7设置在安装板623上;安装架614上且位于安装板623正上方的位置上固定有直线模组624,且直线模组624的滑块与安装板623连接。
53.参照图9,销钉位置识别结构5包括挖掘机斗杆上的销钉两端同轴套设的激光发射器51,两个激光发射器51与两个移动车3一一对应,每个移动车3靠近端部定位组件42的一端上设有与对应激光发射器51配合使用的激光感应板52,激光发射器51可向对应的激光感应板52发射激光,并在激光感应板52上投射出一个激光点;每个移动车3的顶板314上均固定有与激光感应板52电连接的控制器53,且控制器53还与双轴电机以及直线模组624均电连接。
54.在实施中,当挖掘机斗杆上的销钉伸进两个移动车3之间后,通过人工的方式在销钉的两端均套设上激光发射器51,然后开启激光发射器51,从而使激光发射器51在激光感应板52上投射出一个激光点;需要说明的是,控制器53中设有依据激光感应板52所在的竖向平面建立的平面坐标系,平面坐标系的原点与激光感应板52的一个拐角点对应;当激光感应板52感应到激光点时,立即向控制器53发送对应的电信号,从而便于控制器53依据此电信号确定激光点在平面坐标系中的位置坐标,也即销钉在激光感应板52上的投影位置坐标;然后,控制器53依据此位置坐标控制电机615以及直线模组624运作,直至使两个移动车3上的压销件7均与销钉同中轴;接着,通过人工将销钉两端的激光发射器51均取下。
55.参照图10,压销件7包括沿水平方向固定在安装板623上的第三伸缩件71,在本实施例中,第三伸缩件71为第三油缸,第三油缸的伸缩杆伸出安装板623;参照图11,第三油缸伸缩杆的端部同轴固定有呈圆饼状的压力传感器9,压力传感器9与控制器53通信连接,压力传感器9远离第三油缸的一端固定有抵接头72,抵接头72可与销钉对应的一端抵接。
56.需要说明的是,销钉由工作人员预先放置在挖掘机斗杆的预设位置上,然后使用抵接头72可将销钉的端部抵压成一定的形状;若销钉的摆放位置良好,也即销钉与抵接头72以及第三伸缩件71均同轴,则使用抵接头72将销钉端部抵接成一定形状,要求第三伸缩件71与抵接头72之间的压力有一定的压力阈值范围,且此压力阈值范围预存在控制器53中;若出现销钉位置未摆放良好,以至于出现销钉与抵接头72以及第三伸缩件71不同轴的情况,则根据历史经验,压力传感器9测得压力数据会超过压力阈值范围。
57.在实施中,通过第三油缸带动抵接头72与销钉端部相抵,从而使销钉端部逐渐发生形变;在此过程中,通过压力传感器9实时检测第三伸缩件71与抵接头72之间的压力数据,并把测得的压力数据传输至控制器53处,接下来,控制器53判断压力数据是否高于压力阈值范围;若高于,则控制器53认定销钉的位置摆放异常,并立即控制第三伸缩件71停止伸长,以防止工况变得更坏;若压力数据处于压力阈值范围内,则控制器认定销钉的位置摆放正常,并按照正常的控制逻辑控制销钉的抵压过程。
58.在其他实施例中,在车体31上设置有与控制器53电连接的报警器(图中未示出);若控制器53判断出压力数据高于压力阈值范围,则控制器53立即控制报警器向工作人员发
出报警信息,以便于工作人员及时对销钉摆放位置异常的状况进行处理。
59.在其他实施例中,控制器53与工作人员随身携带的移动设备通信连接;若控制器53判断出压力数据高于压力阈值范围,则控制器53立即向工作人员的移动设备发出报警信息,以提示工作人员及时对销钉摆放位置异常的状况进行处理。
60.需要说明的是,控制器53中预设有一组抵压速度,且分别记为第一抵压速度、第二抵压速度以及第三抵压速度,且第一抵压速度、第二抵压速度以及第三抵压速度的大小依次减小;在实施中,当抵接头72向销钉处移动但并未与销钉抵压时,此时控制器53控制第三伸缩件71以第一抵压速度带动抵接头;当抵接头72初步与销钉抵压时,此时控制器53控制第三伸缩件71以第二抵压速度带动抵接头与销钉相抵;当抵接头72深度与销钉抵压时,此时控制器53控制第三伸缩件71以第三抵压速度带动抵接头与销钉相抵;此外,控制器53中还预设有一个回退速度,此回退速度为第三伸缩件71收缩时可达到的最大速度;当抵接头完成销钉端部的抵压时,控制器53控制第三伸缩件71以回退速度带动抵接头返回。
61.需要说明的是,应用于挖掘机上斗杆上的销钉的直径是不同的,有大有小,不同直径的销钉对应有不同的一组第一抵压速度、第二抵压速度以及第三抵压速度。
62.参照图11,压销到位传感组件8包括抵接头72中固定的拉力传感器81;抵接头72沿其周向均匀开始设有若干滑动槽721,每个滑动槽721中均滑动连接有滑动件82,且每个滑动件82与拉力传感器81之间均连接有弹性件83,在本实施例中,弹性件83具体为弹簧;每个滑动件82均沿抵接头72的轴向伸出抵接头72,且滑动件82伸出抵接头72的部分均连接有可与销钉端部抵接的弧形件84。需要说明的是,结合图9,第三伸缩件71与控制器53电连接,拉力传感器81与控制器53通信连接。
63.在实施中,压销件7移动至与销钉同中轴后,也即抵接头72与销钉同中轴后,控制器53控制第三伸缩件71伸长,从而使两个抵接头72同时抵接对应的销钉端部,从而使销钉端部发生直径变大的形变,随着形变的加剧,销钉端部的边缘开始与若干弧形件84相抵,从而带动滑动件82沿抵接头72径向朝向远离拉力传感器81的方向移动,此时弹性件83的所受的弹力逐渐增大,也即拉力传感器81检测到的拉力逐渐增大;需要说明的是,销钉端部形变后的预期形状与控制器53预设的拉力阈值对应;拉力传感器81以一定频率将检测到拉力数据传输至控制器53,然后计算判断拉力是否超过拉力阈值,若超过,则立即控制第三伸缩件71停止伸长,以停止对销钉端部的抵压,从而完成对销钉的抵压过程。
64.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。