1.本新型涉及钻头技术领域,尤其涉及一种内冷深孔加工钻头。
背景技术:
2.孔加工属于封闭空间内切削加工,切削形成的铁屑只能通过钻头排屑槽排出,而铁屑形成的形态对排屑影响较大,钻头加工形成的铁屑越紧凑越容易顺畅的从排屑槽排出,反正如果钻头加工铁屑比较松散就会堵在钻头排屑槽内,对于超过10倍径的超深孔加工,一旦出现堵屑情况,就会导致切削力急剧增加,当切削力超过钻头承受极限,最终就会导致钻头折断问题,钻头崩坏以及废屑的飞溅可能伤害到操作人员。
3.新型内容
4.本新型的目的在于:为了解决上述问题,而提出的一种内冷深孔加工钻头。
5.为了实现上述目的,本新型采用了如下技术方案:
6.一种内冷深孔加工钻头,包括钻头夹持柄部,所述钻头夹持柄部的尾端设置有安装座,所述安装座的侧面开设有限位槽,所述安装座的外侧套设有防护罩,所述防护罩的内侧设置有限位凸起,所述限位凸起位于所述限位槽内,所述限位槽和所述限位凸起滑动连接,所述限位凸起的顶部设置有限位块。
7.优选地,还包括第一槽芯、第二槽芯和第三槽芯,所述第一槽芯的外侧设置有主切削刃和第一排屑槽,所述第二槽芯的外侧设置有副切削刃和第二排屑槽,所述第三槽芯的外侧设置有避空和第三排屑槽。
8.优选地,所述主切削刃的最大径长为d1,所述第一排屑槽的长度为l1,所述第一槽芯的直径为d1,其中:l1=2d1,d1=0.35d1。
9.优选地,所述第二排屑槽的长度为l2,所述第二槽芯的直径为d2,其中: l2=3d1,d2=0.3d1。
10.优选地,所述第三排屑槽的长度为l3,所述第三槽芯的直径为d3,其中: dc2-dc3/l3=0.25/100。
11.综上所述,由于采用了上述技术方案,本新型的有益效果是:
12.本申请通过设置有主切削刃、副切削刃、避空、第一排屑槽、第二排屑槽、第三排屑槽、钻头夹持柄部、第一槽芯、第二槽芯和第三槽芯结构,通过整体对槽型的优化,铁屑卷屑紧凑,排屑更顺畅,在确保钻头刚性的前提下具有足够的容屑空间,钻头在超深孔加工过程中铁屑能顺畅的排出,避免堵屑引起的断刀,提升钻头的加工寿命和稳定性,防护罩的设置可以防止废屑伤人。
附图说明
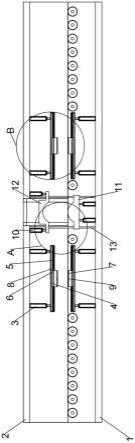
13.图1示出了根据本新型实施例提供的钻头正视结构示意图;
14.图2示出了根据本新型实施例提供的主切削刃截面结构示意图;
15.图3示出了根据本新型实施例提供的副切削刃截面结构示意图;
16.图4示出了根据本新型实施例提供的避空截面结构示意图;
17.图5示出了根据本新型实施例提供的防护罩立体结构示意图;
18.图6示出了根据本新型实施例提供的防护罩截面结构示意图;
19.图7示出了根据本新型实施例提供的图5中a处的放大结构示意图。
20.图例说明:
21.1、主切削刃;2、副切削刃;3、避空;4、第一排屑槽;5、第二排屑槽;6、第三排屑槽;7、钻头夹持柄部;8、第一槽芯;9、第二槽芯;10、第三槽芯; 11、安装座;12、防护罩;13、限位凸起;14、限位槽;15、限位块。
具体实施方式
22.下面将结合本新型实施例中的附图,对本新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本新型一部分实施例,而不是全部的实施例。基于本新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本新型保护的范围。
23.请参阅图1-7,本新型提供一种技术方案:
24.一种内冷深孔加工钻头,包括钻头夹持柄部7,还包括钻头夹持柄部7的尾端设置有安装座11,安装座11的侧面开设有限位槽14,安装座11的外侧套设有防护罩12,防护罩12的内侧设置有限位凸起13,限位凸起13位于限位槽14内,限位槽14和限位凸起13滑动连接,限位凸起13的顶部设置有限位块15,第一槽芯8、第二槽芯9和第三槽芯10,第一槽芯8的外侧设置有主切削刃1和第一排屑槽4,第二槽芯9的外侧设置有副切削刃2和第二排屑槽5,第三槽芯10的外侧设置有避空3和第三排屑槽6。主切削刃1的最大径长为d1, 第一排屑槽4的长度为l1,第一槽芯8的直径为d1,其中: l1=2d1,d1=0.35d1;第二排屑槽5的长度为l2,第二槽芯9的直径为d2,其中:l2=3d1,d2=0.3d1;第三排屑槽6的长度为l3,第三槽芯10的直径为d3, 其中:dc2-dc3/l3=0.25/100。
25.具体的,如图2所示,主切削刃1的最大径长为d1,第一排屑槽4的长度为l1,第一槽芯8的直径为d1,其中:l1=2d1,d1=0.35d1,主切削刃1在钻孔加工过中形成的铁屑首先经过第一排屑槽4进行卷屑,第一排屑槽4部分长度为l1=2xd1,第一槽芯8的直径d1=0.35d1,容屑孔间较小,铁屑在通过该段时候受到挤压形成紧凑的形态。
26.具体的,如图3所示,第二排屑槽5的长度为l2,第二槽芯9的直径为d2, 其中:l2=3d1,d2=0.3d1,通过l1段形成的铁屑进入第二排屑槽5,由第一槽芯8的d1减小到d2,形成较大的锥度,铁屑可以通过这个锥度顺畅的排出。
27.具体的,如图4所示,第三排屑槽6的长度为l3,第三槽芯10的直径为 d3,其中:dc2-dc3/l3=0.25/100,第三排屑槽6是容纳铁屑的部分。
28.实施例的上述说明,使本领域专业技术人员能够实现或使用本新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本新型的精神或范围的情况下,在其它实施例中实现。因此,本新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种内冷深孔加工钻头,包括钻头夹持柄部(7),其特征在于,所述钻头夹持柄部(7)的尾端设置有安装座(11),所述安装座(11)的侧面开设有限位槽(14),所述安装座(11)的外侧套设有防护罩(12),所述防护罩(12)的内侧设置有限位凸起(13),所述限位凸起(13)位于所述限位槽(14)内,所述限位槽(14)和所述限位凸起(13)滑动连接,所述限位凸起(13)的顶部设置有限位块(15)。2.根据权利要求1所述的一种内冷深孔加工钻头,其特征在于,还包括第一槽芯(8)、第二槽芯(9)和第三槽芯(10),所述第一槽芯(8)的外侧设置有主切削刃(1)和第一排屑槽(4),所述第二槽芯(9)的外侧设置有副切削刃(2)和第二排屑槽(5),所述第三槽芯(10)的外侧设置有避空(3)和第三排屑槽(6)。3.根据权利要求2所述的一种内冷深孔加工钻头,其特征在于,所述主切削刃(1)的最大径长为d1,所述第一排屑槽(4)的长度为l1,所述第一槽芯(8)的直径为d1,其中:l1=2d1,d1=0.35d1。4.根据权利要求3所述的一种内冷深孔加工钻头,其特征在于,所述第二排屑槽(5)的长度为l2,所述第二槽芯(9)的直径为d2,其中:l2=3d1,d2=0.3d1。5.根据权利要求4所述的一种内冷深孔加工钻头,其特征在于,所述第三排屑槽(6)的长度为l3,所述第三槽芯(10)的直径为d3,其中:dc2-dc3/l3=0.25/100。
技术总结
本新型公开了一种内冷深孔加工钻头,包括钻头夹持柄部,还包括第一槽芯、第二槽芯和第三槽芯,所述第一槽芯的外侧设置有主切削刃和第一排屑槽,所述第二槽芯的外侧设置有副切削刃和第二排屑槽,所述第三槽芯的外侧设置有避空和第三排屑槽。本申请通过设置有主切削刃、副切削刃、避空、第一排屑槽、第二排屑槽、第三排屑槽、钻头夹持柄部、第一槽芯、第二槽芯和第三槽芯结构,通过整体对槽型的优化,铁屑卷屑紧凑,排屑更顺畅,在确保钻头刚性的前提下具有足够的容屑空间,钻头在超深孔加工过程中铁屑能顺畅的排出,避免堵屑引起的断刀,提升钻头的加工寿命和稳定性,防护罩的设置可以防止废屑伤人。废屑伤人。废屑伤人。
技术研发人员:蔡志华 许锋 张齐齐 邹清松 陈永强 余长元
受保护的技术使用者:武汉泰尔斯刀具有限公司
技术研发日:2021.12.20
技术公布日:2022/11/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。