1.本发明涉及镍基合金异形件加工技术领域,具体涉及一种镍基合金异形件及其制备方法及其连续挤压成型装置。
背景技术:
2.在合金中增加镍等耐蚀元素,是增加合金耐蚀和耐高温能力的常用方法。镍基合金异形件由于形状特殊,需要配备专门的成型模具来成型。
3.在制备镍基合金异形件时,需要将方形杆先插入合金管的方形通孔中,再推动合金管至加热设备中进行挤压成型工艺,但是由于方形杆与方形通孔不易对齐,通常需要人工将合金管的方形通孔预先摆放成便于方形通孔对齐插入的状态,劳动量较大;另外,成型模座的更换一般需要繁琐的拆卸过程,不够方便。
4.基于此,本发明设计了一种镍基合金异形件及其制备方法及其连续挤压成型装置以解决上述问题。
技术实现要素:
5.针对现有技术所存在的上述缺点,本发明提供了一种镍基合金异形件及其制备方法及其连续挤压成型装置。
6.为实现以上目的,本发明通过以下技术方案予以实现:一种镍基合金异形件,包括以下重量百分数的成分:c:0.1~0.5%,s≤0.05%,p≤0.05%,fe:5.3~15.2%,b:3.3~5.4%,si:5.2~8.1%%,al:1.3~1.8%,cr:5.8~11.4%,gd:0.13~0.32%,ti:2.3~4.5%;cu:3.2~5.8%;其余部分为镍和不可避免的杂质。
7.本发明还提供了一种镍基合金异形件的制备方法,包括以下步骤:步骤一、冶炼含有权利要求1所述的镍基合金异形件中成分的圆管坯,圆管坯直径为200~300mm,将圆管坯分段锯切至600~800mm,各段圆管坯中心开方形通孔,得到锻前坯料;步骤二、将锻前坯料输送至保温设备内进行热处理,热处理温度设定为:1150~1255℃,保温设备加热至热处理温度后进行保温;步骤三、将锻前坯料通过连续挤压成型装置进行挤压成形;步骤四、然后进行矫直、锯切工序,即得镍基合金异形件。
8.更进一步的,步骤一中、圆管坯直径为260mm,将圆管坯分段锯切至680mm,各段圆管坯中心开长50*宽50的矩形通孔。
9.本发明还提供了一种所述的镍基合金异形件的制备方法制备得到的镍基合金异形件。
10.本发明还提供了一种用于加工所述的镍基合金异形件的连续挤压成型装置,包括基座,所述基座的上端安装有方位调节组件;所述方位调节组件包括第一链轮、链条、第二链轮、驱动电机、驱动轮、横轴、支撑板和弧形板;驱动电机固定安装在基座上,驱动电机的
输出端固定连接有第二链轮,第二链轮通过链条与第一链轮传动连接,第一链轮固定连接在横轴上,横轴上固定连接有若干驱动轮,若干支撑板的上端均与弧形板的底部固定连接,支撑板均通过轴承与横轴转动连接,支撑板的下端均固定连接在基座上,弧形板上开设有若干与驱动轮一一对应的弧形槽,驱动轮的顶部嵌入在弧形槽中,且驱动轮顶部突出于弧形槽上部;所述基座的一端安装有驱动组件,驱动组件与成型组件连接;所述成型组件包括成型内板和成型模座;成型内板的一端与驱动组件固定连接,成型内板的另一端固定连接有锥形引导块,所述成型模座通过快拆结构安装在保温结构的出料端。
11.更进一步的,所述驱动组件包括液压机和推动柱,液压机固定安装在基座的一端,液压机的输出端固定连接有用于推动锻前坯料的推动柱,推动柱位于弧形板的上方,推动柱的下侧面与各驱动轮的顶部贴合接触,成型内板的一端与推动柱固定连接。
12.更进一步的,所述快拆结构包括插杆、u形板、限位套、直板和气缸;气缸固定安装在保温结构的侧表面上,气缸的输出端固定连接有直板,直板的上端固定连接有u形板,成型模座嵌入安装在其两侧的限位套形成的插槽内,两个限位套对称固定安装在保温结构的侧表面上;u形板靠近保温结构的一侧面上固定连接有若干插杆,各插杆穿过限位套后活动插接在成型模座上开设的插接口内,插杆与插接口的数量一致,且插杆与插接口的位置左右一一对应。
13.更进一步的,所述推动柱上开设有便于成型内板的一端插入的插孔,成型内板的内部通过贯穿的螺纹杆安装槽安装有安装螺纹杆,推动柱上开设有与安装螺纹杆配合连接的螺纹连接孔。
14.更进一步的,所述保温结构包括位于外侧的保温箱和安装在保温箱内部的成型外筒。
15.更进一步的,成型外筒的内径与推动柱的外径、锻前坯料的外径相同,且成型外筒与推动柱、锻前坯料的位置左右对应。
16.有益效果本发明通过驱动轮带动锻前坯料转动,可以初步对弧形板上的锻前坯料进行转动至设定方向,便于方形的成型内板插入锻前坯料的方形通孔中,降低了人工劳动力。
17.本发明通过设置锥形引导块,可以在成型内板与锻前坯料接触时,进一步推动锻前坯料移动至与成型内板内壁贴合,实现锻前坯料的进一步位置摆正。
18.本发明需要更换成型模座时,启动气缸向外移动,气缸驱动直板向外移动,直板带动u形板向外移动,u形板带动插杆从成型模座上的插接口内脱离,再从插槽内拿出旧的成型模座更换新的成型模座即可;安装成型模座时,将成型模座插入插槽内,启动气缸向内移动,气缸驱动直板向内移动,直板带动u形板向内移动,u形板带动插杆插入成型模座上的插接口内,从而实现对成型模座的锁固。本发明成型模座的更换方便,无需繁琐的拆卸过程。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
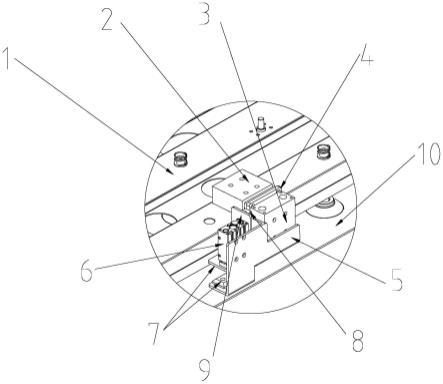
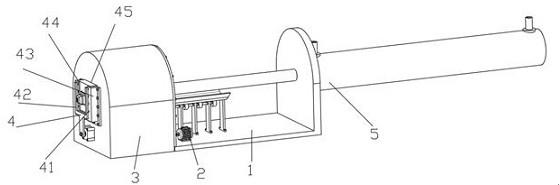
20.图1为连续挤压成型装置主体结构立体图一;图2为连续挤压成型装置结构正视图;图3为连续挤压成型装置的结构左视图;图4为连续挤压成型装置主体结构立体图二;图5为沿着图3的a-a方向剖视图一;图6为沿着图3的a-a方向剖视图二;图7为连续挤压成型装置中成型组件的安装示意图。
21.图中的标号分别代表:1.基座 2.方位调节组件 21.第一链轮 22.链条 23.第二链轮 24.驱动电机 25.驱动轮 26.横轴 27.支撑板 28.弧形板 29.弧形槽 3.保温结构 31.保温箱 32.成型外筒 4.成型组件 41.插杆 42.u形板 43.限位套 44.插槽 45.成型模座 46.直板 47.气缸 48.插孔 49.螺纹连接孔 410.螺纹杆安装槽 411.成型内板 412.锥形引导块 413.安装螺纹杆 414.插接口 5.驱动组件 51.液压机 52.推动柱。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.下面结合实施例对本发明作进一步的描述。
24.实施例1本实施例提供一种镍基合金异形件的制备方法,包括以下步骤:步骤一、冶炼含有权利要求1所述的镍基合金异形件中成分的圆管坯,圆管坯直径为200mm,将圆管坯分段锯切至800mm,各段圆管坯中心开长50*宽50的矩形通孔,得到锻前坯料;步骤二、将锻前坯料输送至保温设备内进行热处理,热处理温度设定为:1150℃,保温设备加热至热处理温度后进行保温;步骤三、将锻前坯料通过连续挤压成型装置进行挤压成形;步骤四、然后进行矫直、锯切工序,即得镍基合金异形件。
25.制备得到的镍基合金异形件,包括以下重量百分数的成分:c:0.1%,s≤0.05%,p≤0.05%,fe:15.2%,b:3.3%,si:8.1%%,al:1.3%,cr:11.4%,gd:0.13%,ti:4.5%;cu:3.2%;其余部分为镍和不可避免的杂质。
26.实施例2本实施例提供一种镍基合金异形件的制备方法,包括以下步骤:步骤一、冶炼含有权利要求1所述的镍基合金异形件中成分的圆管坯,圆管坯直径为300mm,将圆管坯分段锯切至600mm,各段圆管坯中心开长50*宽50的矩形通孔,得到锻前坯料;步骤二、将锻前坯料输送至保温设备内进行热处理,热处理温度设定为:1255℃,
保温设备加热至热处理温度后进行保温;步骤三、将锻前坯料通过连续挤压成型装置进行挤压成形;步骤四、然后进行矫直、锯切工序,即得镍基合金异形件。
27.制备得到的镍基合金异形件,包括以下重量百分数的成分:c:0.5%,s≤0.05%,p≤0.05%,fe:5.3%,b:5.4%,si:5.2%%,al:1.8%,cr:5.8%,gd:0.32%,ti:2.3%;cu:5.8%;其余部分为镍和不可避免的杂质。
28.实施例3本实施例提供一种镍基合金异形件的制备方法,包括以下步骤:步骤一、冶炼含有权利要求1所述的镍基合金异形件中成分的圆管坯,圆管坯直径为260mm,将圆管坯分段锯切至680mm,各段圆管坯中心开长50*宽50的矩形通孔,得到锻前坯料;步骤二、将锻前坯料输送至保温设备内进行热处理,热处理温度设定为:1205℃,保温设备加热至热处理温度后进行保温;步骤三、将锻前坯料通过连续挤压成型装置进行挤压成形;步骤四、然后进行矫直、锯切工序,即得镍基合金异形件。
29.制备得到的镍基合金异形件,包括以下重量百分数的成分:c:0.3%,s≤0.05%,p≤0.05%,fe:8.4%,b:4.4%,si:6.1%%,al:1.5%,cr:9.6%,gd:0.22%,ti:3.4%;cu:3.7%;其余部分为镍和不可避免的杂质。
30.实施例4请参阅说明书附图1-7,本实施例公开一种用于加工上述基合金异形件的连续挤压成型装置,包括基座1,基座1的上端安装有方位调节组件2;方位调节组件2包括第一链轮21、链条22、第二链轮23、驱动电机24、驱动轮25、横轴26、支撑板27和弧形板28;驱动电机24固定安装在基座1上,驱动电机24的输出端固定连接有第二链轮23,第二链轮23通过链条22与第一链轮21传动连接,第一链轮21固定连接在横轴26上,横轴26上固定连接有等间距分布的驱动轮25,支撑板27设有若干个,支撑板27的上端均与弧形板28的底部固定连接,支撑板27均通过轴承与横轴26转动连接,支撑板27的下端均固定连接在基座1上,弧形板28上开设有若干与驱动轮25一一对应的弧形槽29,驱动轮25的顶部嵌入在弧形槽29中,且驱动轮25顶部的高度略大于弧形板28上表面最低处的高度,驱动轮25略突出于弧形槽29上部,从而在将锻前坯料放置在弧形板28上时,驱动轮25与锻前坯料接触;驱动电机24启动时,驱动电机24驱动第二链轮23转动,第二链轮23通过链条22带动第一链轮21转动,第一链轮21带动横轴26转动,横轴26带动驱动轮25转动,锻前坯料放置在弧形板28上,驱动轮25略突出于弧形槽29可与弧形板28上的锻前坯料接触,驱动轮25带动锻前坯料转动,可以初步对弧形板28上的锻前坯料进行转动至其方形通孔与成型内板411对齐的方向,便于方形的成型内板411插入锻前坯料的方形通孔中,降低了人工劳动力;基座1的一端安装有驱动组件5,驱动组件5包括液压机51和推动柱52,液压机51固定安装在基座1的一端,液压机51的输出端固定连接有用于推动锻前坯料的推动柱52,推动柱52位于弧形板28的上方,推动柱52的下侧面与各驱动轮25的顶部贴合接触;推动柱52与成型组件4连接;成型组件4包括成型内板411和成型模座45;成型内板411的一端与推动柱52固定
连接,成型内板411的另一端固定连接有锥形引导块412,通过设置锥形引导块412,可以在成型内板411与锻前坯料接触时,进一步推动锻前坯料移动至与成型内板411内壁贴合,实现锻前坯料的进一步位置摆正;成型内板411的位置与锻前坯料的方形通孔的位置左右对应;启动液压机51时,液压机51驱动推动柱52移动,推动柱52推动成型内板411向弧形板28上的锻前坯料移动,当成型内板411与锻前坯料接触时,成型内板411插入锻前坯料的方形通孔中,通过锥形引导块412对锻前坯料的引导作用,可以在成型内板411插入锻前坯料方形通孔的过程中,进一步推动锻前坯料移动至与成型内板411内壁贴合,实现锻前坯料的进一步位置摆正;当成型内板411完全插入锻前坯料后,在推动柱52的继续推动作用下,推动成型内板411和锻前坯料一同进入保温结构3内进行热处理,然后继续在推动柱52的推动作用下在成型模座45处成型镍基合金异形件,再通过矫直、锯切工序,即得最终的镍基合金异形件;通过更换成型模座45可以成型不同形状的镍基合金异形件;成型模座45通过快拆结构安装在保温结构3的出料端;快拆结构包括插杆41、u形板42、限位套43、直板46和气缸47;气缸47固定安装在保温结构3的侧表面上,气缸47的输出端固定连接有直板46,直板46的上端固定连接有u形板42,成型模座45嵌入安装在其两侧的限位套43形成的插槽44内,两个限位套43对称固定安装在保温结构3的侧表面上;u形板42靠近保温结构3的一侧面上固定连接有若干插杆41,各插杆41穿过限位套43后活动插接在成型模座45上开设的插接口414内,插杆41与插接口414的数量一致,且插杆41与插接口414的位置左右一一对应;需要更换成型模座45时,启动气缸47向外移动,气缸47驱动直板46向外移动,直板46带动u形板42向外移动,u形板42带动插杆41从成型模座45上的插接口414内脱离,再从插槽44内拿出旧的成型模座45更换新的成型模座45即可;安装成型模座45时,将成型模座45插入插槽44内,启动气缸47向内移动,气缸47驱动直板46向内移动,直板46带动u形板42向内移动,u形板42带动插杆41插入成型模座45上的插接口414内,从而实现对成型模座45的锁固。本发明成型模座45的更换方便,无需繁琐的拆卸过程。
31.推动柱52上开设有便于成型内板411的一端插入的插孔48,成型内板411的内部通过贯穿的螺纹杆安装槽410安装有安装螺纹杆413,推动柱52上开设有与安装螺纹杆413配合连接的螺纹连接孔49,通过安装螺纹杆413将成型内板411与推动柱52固定连接;保温结构3包括位于外侧的保温箱31和安装在保温箱31内部的成型外筒32;保温箱31位于在基座1的一侧,保温箱31具有保温功能(图中未示出),保温结构3可选择现有成熟的保温结构;成型外筒32的内径与推动柱52的外径、锻前坯料的外径相同,且成型外筒32与推动柱52、锻前坯料的位置左右对应。
32.启动液压机51时,液压机51驱动推动柱52移动,在推动柱52的继续推动作用下,将锻前坯料输送至成型外筒32内进行热处理,热处理温度设定为:1150~1255℃。然后继续在推动柱52的推动力作用下在成型模座45处成型镍基合金异形件。
33.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。