1.本发明涉及基本电气元件技术领域,具体涉及一种适用于天线滤波器结构批量焊接的装置和方法。
背景技术:
2.随着5g网络的商用推广,将掀起未来5g商用射频滤波器的应用浪潮,同时将面对天线滤波器产品的高性能、批量化的需求。目前,天线滤波器的小型化以及高度集成化的趋势,对滤波器的装配精度提出了考验,同时滤波器的批量化装配效率也是面临的一个难题。
技术实现要素:
3.本发明是为了解决滤波器批量焊接的问题,提供一种适用于天线滤波器结构批量焊接的装置和方法,在天线滤波器的结构1与结构2焊接时不仅能够保证滤波器的焊接精度,而且能够在水平方向排列多组滤波器,在保障滤波器焊接精度的条件下,提高焊接可靠性和效率。
4.本发明提供一种适用于天线滤波器结构批量焊接的装置,包括底座和可拆卸的连接在底座上的至少两个限位块,底座用于承载待焊接天线滤波器前端结构和待焊接天线滤波器极化结构,两个限位块之间的区域为待焊接天线滤波器前端结构的放置区,两个限位块之间的距离可调,焊接时限位块紧贴待焊接天线滤波器前端结构的左右两侧,并且待焊接天线滤波器前端结构的焊接面与待焊接天线滤波器极化结构的焊接面之间设置焊膏并搭接;
5.底座的后端设置限位块安装台,限位块安装台的上表面为平面,限位块可拆卸的连接在限位块安装台上部,限位块安装台用于适应待焊接天线滤波器前端结构的前端形状。
6.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,还包括用于将限位块固定在限位块安装台上表面的螺钉垫片和安装螺钉,限位块设置螺钉安装孔,螺钉安装孔的直径大于安装螺钉的外径。
7.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,限位块安装台宽度小于待焊接天线滤波器前端结构长度0.02mm-0.1mm,限位块安装台高度大于待焊接天线滤波器前端结构高度0.03-0.06mm,承载待焊接天线滤波器极化结构的底座的宽度大于待焊接天线滤波器极化结构长度0.2mm以上,两个限位块之间的间隔为7.2mm-7.8mm。
8.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,限位块按照从左至右或从右至左的顺序依次安装到限位块安装台上。
9.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,每个限位块设置两个螺钉安装孔。
10.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,还包
括设置在底座下部的加热台。
11.本发明所述的一种适用于天线滤波器结构批量焊接的装置,作为优选方式,底座、限位块、螺钉垫片和安装螺钉的工作温度均不小于230℃。
12.本发明提供一种适用于天线滤波器结构批量焊接的方法,包括以下步骤:
13.s1、使用螺钉垫片、安装螺钉将最左侧或最右侧的限位块紧固到底座上;
14.s2、将一个待焊接天线滤波器前端结构紧贴限位块放置在底座的限位块安装台处,使用安装螺钉、螺钉垫片将另一个限位块初步固定在待焊接天线滤波器前端结构的另一侧,然后调整安装螺钉在限位块的螺钉安装孔中的位置使限位块紧贴待焊接天线滤波器前端结构并将限位块固定;
15.s3、放置下一个所述待焊接天线滤波器前端结构,返回步骤s2,直至全部待焊接天线滤波器前端结构和限位块固定完成;
16.s4、在每个待焊接天线滤波器前端结构的焊接面处填充焊料,然后依次将待焊接天线滤波器极化端结构的焊接面贴紧待焊接天线滤波器前端结构的焊接面放置到底座上,得到组装完成待焊接组件;
17.s5、将组装完成待焊接组件放到加热台上进行焊接后移出冷却,得到焊接后的天线滤波器结构;
18.s6、将焊接后的天线滤波器结构从底座上拆除后使用无水乙醇清洗,天线滤波器结构批量焊接完成。
19.本发明所述的一种适用于天线滤波器结构批量焊接的方法,作为优选方式,步骤s4中,焊接面的形状为凹槽状,焊料为sac305成分焊料。
20.本发明所述的一种适用于天线滤波器结构批量焊接的方法,作为优选方式,步骤s5中,焊接的温度不大于230℃。
21.一种适用于天线滤波器结构批量焊接的方法,包括如下步骤:
22.步骤一、将底座与底座最左或最右侧的限位块使用螺钉垫片、安装螺钉进行装配,使用25cn
·
m的力将安装螺钉完成紧固;
23.步骤二、将滤波器结构(前端)装配在底座第一台阶(高)处,将第二个限位块进行固定,此限位块应靠近滤波器结构(前端),防止滤波器结构(前端)发生移动;
24.步骤三、调整好限位块与滤波器结构(前端)的间隙,让两者紧密接触,依次进行安装滤波器结构(前端)和限位块,直至装配个滤波器结构(前端)和个限位块;
25.步骤四、将滤波器结构(前端)与滤波器结构(极化端)接触面之间填充焊料;
26.步骤五、将滤波器结构(极化端)安装滤波器结构(前端)尾端凹槽,确保不会发生左右位移;
27.步骤六、将底座、限位块、螺钉垫片、安装螺钉以及滤波器结构(前端)、滤波器结构(极化端)的安装结构放到加热台上完成焊接;
28.步骤七、将底座、限位块、螺钉垫片、安装螺钉以及滤波器结构(前端)、滤波器结构(极化端)的安装结构从加热台上移出进行冷却;
29.步骤八、将底座、限位块、螺钉垫片、安装螺钉以及滤波器结构(前端)、滤波器结构(极化端)的安装结构拆解后进行无水乙醇清洗。
30.本发明具有以下优点:
31.(1)现有的直接焊接方法只适用于单个滤波器的焊接,焊接时无滤波器结构1与滤波器结构2的固定装置,无法保证焊接精度。本发明能够克服现有焊接方式的缺点,将焊接精度控制在0.05mm以内。
32.(2)本发明可以确保滤波器结构腔体异形安装面上进行装配时,异形面可紧贴在工装表面,从而保证焊接受热效率,保证焊接效果;
33.(3)本发明可使用于宽度在7.2mm-7.8mm范围内的滤波器焊接,可同时完成3台-5台产品的批量焊接;
34.(4)本发明具有通用性,通过工装尺寸的调整,适用于任意外形及数量的天线滤波器焊接。
附图说明
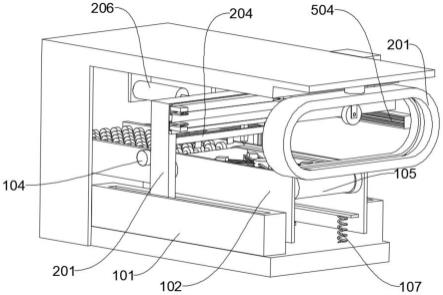
35.图1为一种适用于天线滤波器结构批量焊接的装置的结构示意图;
36.图2为一种适用于天线滤波器结构批量焊接的装置装配压紧示意图;
37.图3为一种适用于天线滤波器结构批量焊接的方法流程图。
38.附图标记:
39.1、底座;2、限位块;3、螺钉垫片;4、安装螺钉;5、加热台。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
41.实施例1
42.如图1-2所示,一种适用于天线滤波器结构批量焊接的装置,包括底座1,可拆卸的连接在底座1上的至少两个限位块2,用于将限位块2固定在限位块安装台上表面的螺钉垫片3、安装螺钉4和设置在底座1下部的加热台5;
43.底座1用于承载待焊接天线滤波器前端结构和待焊接天线滤波器极化结构,两个限位块2之间的区域为待焊接天线滤波器前端结构的放置区,两个限位块2之间的距离可调,焊接时限位块2紧贴待焊接天线滤波器前端结构的左右两侧,并且待焊接天线滤波器前端结构的焊接面与待焊接天线滤波器极化结构的焊接面之间设置焊膏并搭接;
44.底座1的后端设置限位块安装台,限位块安装台的上表面为平面,限位块2可拆卸的连接在限位块安装台上部,限位块安装台用于适应待焊接天线滤波器前端结构的前端形状;
45.限位块2设置螺钉安装孔,螺钉安装孔的直径大于安装螺钉4的外径;
46.限位块安装台宽度小于待焊接天线滤波器前端结构长度0.02mm-0.1mm,限位块安装台高度大于待焊接天线滤波器前端结构高度0.03-0.06mm,承载待焊接天线滤波器极化结构的底座1的宽度大于待焊接天线滤波器极化结构长度0.2mm以上,两个限位块2之间的间隔为7.2mm-7.8mm;
47.限位块2按照从左至右或从右至左的顺序依次安装到限位块安装台上;
48.每个限位块2设置两个螺钉安装孔;
49.底座1、限位块2、螺钉垫片3和安装螺钉4的工作温度均不小于230℃。
50.实施例2
51.如图1-2所示,一种适用于天线滤波器结构批量焊接的装置,用于装配滤波器结构(前端)、滤波器结构(极化端),包括底座1、限位块2、螺钉垫片3、安装螺钉4、加热台5;
52.底座1设有螺纹孔,孔直径为适合安装螺钉4的装入;所述底座1与限位块2通过螺钉垫片3、安装螺钉4进行固定,通过调节限位块的位置固定滤波器结构(前端);所述滤波器结构(前端)通过底座1和限位块2固定后,滤波器结构(极化端)插入滤波器结构(前端)底部;所述滤波器结构(前端)、滤波器结构(极化端)填充有焊料,加热台5需要承载底座1、限位块2、螺钉垫片3、安装螺钉4以及滤波器结构(前端)、滤波器结构(极化端)的安装结构;所述安装结构应处于加热台5的相对中心区域。
53.底座1螺纹孔横向距离为12.5mm,横向6排;底座1第一台阶(高)处的长度应小于滤波器结构(前端)长度的0.02mm-0.1mm,高度应大于固定滤波器结构(前端)的0.03-0.06mm;底座1承载滤波器结构(极化端)位置处长度应大于滤波器结构(极化端)长度0.2mm以上;限位块2表面结构光通孔尺寸为2.3mm,限位块2之间的宽度范围在7.2mm-7.8mm之间;限位块2应从左至右与滤波器结构(前端)间隔安装,以确保滤波器结构(前端)固定精度。
54.底座1、限位块2、螺钉垫片3、安装螺钉4以及滤波器结构(前端)、滤波器结构(极化端)的安装结构的最高工作温度不小于230℃。
55.实施例3
56.如图3所示,一种适用于天线滤波器结构批量焊接的方法,包括以下步骤:
57.s1、使用螺钉垫片3、安装螺钉4将最左侧或最右侧的限位块2紧固到底座1上;
58.s2、将一个待焊接天线滤波器前端结构紧贴限位块2放置在底座1的限位块安装台处,使用安装螺钉4、螺钉垫片3将另一个限位块2初步固定在待焊接天线滤波器前端结构的另一侧,然后调整安装螺钉4在限位块2的螺钉安装孔中的位置使限位块2紧贴待焊接天线滤波器前端结构并将限位块2固定;
59.s3、放置下一个所述待焊接天线滤波器前端结构,返回步骤s2,直至全部待焊接天线滤波器前端结构和限位块2固定完成;
60.s4、在每个待焊接天线滤波器前端结构的焊接面处填充焊料,然后依次将待焊接天线滤波器极化端结构的焊接面贴紧待焊接天线滤波器前端结构的焊接面放置到底座1上,得到组装完成待焊接组件,焊接面的形状为凹槽状,焊料为sac305成分焊料;
61.s5、将组装完成待焊接组件放到加热台5上进行焊接后移出冷却,得到焊接后的天线滤波器结构,焊接的温度不大于230℃;
62.s6、将焊接后的天线滤波器结构从底座1上拆除后使用无水乙醇清洗,天线滤波器结构批量焊接完成。
63.实施例4
64.如图3所示,一种适用于天线滤波器结构批量焊接的方法,包括以下步骤:
65.(1)将底座1与底座1最左或最右侧的限位块2使用螺钉垫片3、安装螺钉4进行装配,使用25cn
·
m的力将安装螺钉4完成紧固;
66.(2)将滤波器结构(前端)装配在底座1第一台阶(高)处,将第二个限位块2进行固定,此限位块2应靠近滤波器结构(前端),防止滤波器结构(前端)发生移动;
67.(3)调整好限位块2与滤波器结构(前端)的间隙,让两者紧密接触,依次进行安装
滤波器结构(前端)和限位块2,直至装配5个滤波器结构(前端)和6个限位块2;
68.(4)将滤波器结构(前端)与滤波器结构(极化端)接触面之间填充sac305成分焊料;
69.(5)将滤波器结构(极化端)安装滤波器结构(前端)尾端凹槽,确保不会发生左右位移;
70.(6)将底座1、限位块2、螺钉垫片3、安装螺钉4以及滤波器结构(前端)、滤波器结构(极化端)的安装结构放到设置温度为225℃的加热台5上完成焊接;
71.(7)将底座1、限位块2、螺钉垫片3、安装螺钉4以及滤波器结构(前端)、滤波器结构(极化端)的安装结构从加热台5上移出进行冷却;
72.(8)将底座1、限位块2、螺钉垫片3、安装螺钉4以及滤波器结构(前端)、滤波器结构(极化端)的安装结构拆解后进行无水乙醇清洗。
73.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。