1.本发明涉及模切件加工领域,具体涉及一种节省原材料的模切件制作方法。
背景技术:
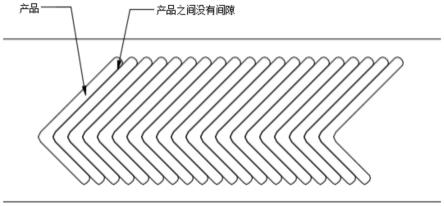
2.在模切加工产品时,为了将原材料的利用率发挥到最大,通常都会采用一些较为省料的加工方式。如现有工艺在加工产一种“l”型产品时,为了省料且易排废,一般的加工方式是将产品旋转45
°
左右,如图1所示。这种加工方式相对来说比较省料,且产品中间留有间隙,方便排废料。
3.虽然这种加工方式虽然相对来说比较省料,中间的空隙虽然利于排废,但是同时也造成了浪费,中间排掉的废料没法利用,材料价格高的情况下成本会增加很多。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种在最大程度上节省原材料、且不影响产品正常使用,生产效率提升的节省原材料的模切件制作方法。
5.本发明的目的可以通过以下技术方案来实现:
6.一种节省原材料的模切件制作方法,该方法包括以下步骤:
7.(1)将模切所需的原材料进行贴合,形成料带;
8.(2)将料带送往模切机进行模切,其中,模切机上刻有与模切件产品图案相匹配的刀模,且模切跳步距离与刀模主体尺寸一致;
9.也就是说,由于跳步距离精确设定,经过模切后,每个图案之间没有间隙;
10.(3)将模切后的料带进行排废,得到模切件产品。
11.此工艺将产品间的间隔取消,不必排废料,将原来的废料区域利用起来,这种做法在不影响产品正常使用的情况下做到了最大的省料。而且间隔取消之后冲切跳步会变小,机台冲切速度会变大,同样的时间里所冲切出来的产品比原来多很多。
12.进一步地,所述的模切件产品图案与料带运行方向呈30-60
°
夹角。
13.进一步地,所述的模切件产品图案与料带运行方向呈45
°
夹角。
14.进一步地,所述的模切件产品为l形。
15.进一步地,所述的l形长边与短边的夹角为80-100
°
。
16.进一步地,所述的l形长边与短边的夹角为90
°
。
17.进一步地,所述的l形长边与短边的长度之比为(1.8-2.2):1。
18.进一步地,所述的l形长边与短边的长度之比为2:1。
19.进一步地,所述的料带包括离型膜、双面胶、单面胶或保护膜中的一种或多种。
20.进一步地,所述的排废是指,将模切后的边框废料排出。
21.与现有技术相比,本发明具有以下优点:
22.(1)本发明在最大程度上节省材料,且不影响产品正常使用;
23.(2)本发明在省料的同时,加工出来的产品比原来多很多;
24.(3)本发明操作简单,不会有其他额外的费用增加。
附图说明
25.图1为现有技术模切后产品阵列图;
26.图2为实施例中模切后产品阵列图。
具体实施方式
27.下面结合附图和具体实施例对本发明进行详细说明。本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
28.实施例
29.一种节省原材料的模切件制作方法,如图2,该方法包括以下步骤:
30.(1)将双面胶和单面胶依次贴合在离型膜上;
31.(2)将料带送往模切机进行模切,其中,模切机上刻有与模切件产品图案相匹配的刀模,且模切跳步距离与刀模主体尺寸一致,也就是说,由于跳步距离精确设定,经过模切后,每个图案之间没有间隙;其中,模切件产品图案与料带运行方向呈45
°
夹角,模切件产品为l形,l形长边与短边的夹角为90
°
,l形长边与短边的长度之比为2:1;
32.(3)将模切后的料带边框废料排出,得到模切件产品。
33.此工艺将产品间的间隔取消,不必排废料,将原来的废料区域利用起来,这种做法在不影响产品正常使用的情况下做到了最大的省料。而且间隔取消之后冲切跳步会变小,机台冲切速度会变大,同样的时间里所冲切出来的产品比原来多很多。
34.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
技术特征:
1.一种节省原材料的模切件制作方法,其特征在于,该方法包括以下步骤:(1)将模切所需的原材料进行贴合,形成料带;(2)将料带送往模切机进行模切,其中,模切机上刻有与模切件产品图案相匹配的刀模,且模切跳步距离与刀模主体尺寸一致;(3)将模切后的料带进行排废,得到模切件产品。2.根据权利要求1所述的一种节省原材料的模切件制作方法,其特征在于,所述的模切件产品图案与料带运行方向呈30-60
°
夹角。3.根据权利要求2所述的一种节省原材料的模切件制作方法,其特征在于,所述的模切件产品图案与料带运行方向呈45
°
夹角。4.根据权利要求1所述的一种节省原材料的模切件制作方法,其特征在于,所述的模切件产品为l形。5.根据权利要求4所述的一种节省原材料的模切件制作方法,其特征在于,所述的l形长边与短边的夹角为80-100
°
。6.根据权利要求5所述的一种节省原材料的模切件制作方法,其特征在于,所述的l形长边与短边的夹角为90
°
。7.根据权利要求4所述的一种节省原材料的模切件制作方法,其特征在于,所述的l形长边与短边的长度之比为(1.8-2.2):1。8.根据权利要求7所述的一种节省原材料的模切件制作方法,其特征在于,所述的l形长边与短边的长度之比为2:1。9.根据权利要求1所述的一种节省原材料的模切件制作方法,其特征在于,所述的料带包括离型膜、双面胶、单面胶或保护膜中的一种或多种。10.根据权利要求1所述的一种节省原材料的模切件制作方法,其特征在于,所述的排废是指,将模切后的边框废料排出。
技术总结
本发明涉及一种节省原材料的模切件制作方法,该方法包括以下步骤:(1)将模切所需的原材料进行贴合,形成料带;(2)将料带送往模切机进行模切,其中,模切机上刻有与模切件产品图案相匹配的刀模,且模切跳步距离与刀模主体尺寸一致;也就是说,由于跳步距离精确设定,经过模切后,每个图案之间没有间隙;(3)将模切后的料带进行排废,得到模切件产品。与现有技术相比,本发明具有在最大程度上节省原材料、且不影响产品正常使用,生产效率提升等优点。生产效率提升等优点。生产效率提升等优点。
技术研发人员:蒋建国 杜月华
受保护的技术使用者:昊佰电子科技(上海)有限公司
技术研发日:2021.05.21
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。