1.本发明主要涉及拉深模具领域,尤其涉及一种汽车左右两个壳体组料一起拉伸模具。
背景技术:
2.拉深是利用拉深模具将冲裁号的平板毛柸压制成各种开口空心件或将已制成的开口空心件加工成其他形状的空心件的一种冲压加工,但是对于两壳体模具一般都是单模独立形式的模具无法将左右壳体组料拉伸,模具制造成本较高且产品的稳定性较低,生产效率低。
技术实现要素:
[0003][0004]
针对现有技术的上述缺陷,本发明提供一种汽车左右两个壳体组料一起拉伸模具,包括上模组件和与上模组件对应设置的下模组件;
[0005]
所述上模组件包括上模座1和安装在上模座1底部的上模框2,所述上模框2的内从上至下安装一号上模板3和二号上模板4,所述一号上模板3和二号上模板4靠近下模组件的一侧设置有型腔;
[0006]
所述下模组件包括下模座10,所述下模座10上连接有下垫板11,所述下垫板11上安装凸模12,所述凸模12外安装下脱板13,所述下脱板13上安装下脱板镶件14,所述下脱板镶件14上对应二号上模板4安装有定位销15;
[0007]
所述凸模12的顶部中间设有组料共搭边24,对应的所述一号上模板3上也设置有组料共搭边凹槽25,所述下脱板13下安装顶杆18,所述顶杆18下垂直安装水平设置的下顶板19;
[0008]
所述上模框2的底部安装有内限位6,所述内限位6对应下脱板 13设置,所述一号上模板3内靠近凸模12的一侧安装有顶料销5。
[0009]
优选的,顶料销5设置有多个,多个所述顶料销5分别对应对称设置形成组料的单个料。
[0010]
优选的,上模座1下安装上限位柱9,所述下模座10上安装下限位柱23,所述上限位柱9和下限位柱23之间对应设置。
[0011]
优选的,上模座1底部远离中安装上导腿座7,所述上导腿座7 中安装导腿8,所述导腿8在安装在下模座10上的下导腿座16中上下移动。
[0012]
优选的,下导腿座16内壁上安装有耐磨板17。
[0013]
优选的,下脱板13下安装内导柱21,所述下模座10中安装内导套22,所述内导柱21在内导套22内上下移动。
[0014]
优选的,下模座10下安装下垫脚20。
[0015]
本发明的有益效果:
[0016]
(1)两个壳体在组件中配比为1:1,两个壳体组料一起拉伸受力对称,成型稳定;
[0017]
(2)一副拉伸模同时拉伸两个零件,减少了模具数量,挺高了生产效率,降低了模具成本和生产成本;
[0018]
(3)两个零件中间组料共搭边,单个零件原材料用料减小,降低了零件材料成本。
附图说明
[0019]
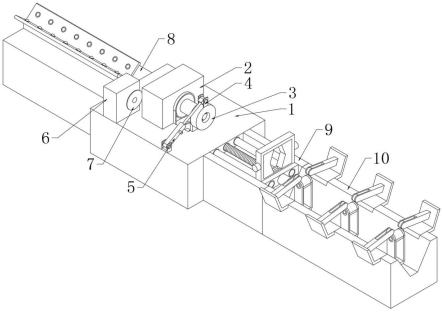
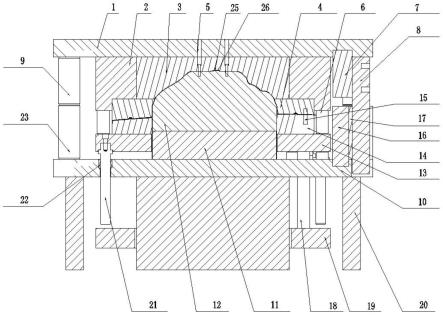
图1为本发明的结构图;
[0020]
图2为本发明的俯视图;
[0021]
图中,
[0022]
1、上模座;2、上模框;3、一号上模板;4、二号上模板;5、上顶料销;6、内限位;7、上导腿座;8、导腿;9、上限位柱;10、下模座;11、下垫板;12、凸模;13、下脱板;14、下脱板镶件;15、定位销;16、下导腿座;17、耐磨板;18、顶杆;19、下顶板;20、下垫脚;21、内导柱;22、内导套;23、下限位柱;24、组料共搭边; 25、组料共搭边凹槽。
具体实施方式
[0023]
为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
[0024]
如图1-2所示可知,本发明包括有:上模组件和与上模组件对应设置的下模组件;
[0025]
所述上模组件包括上模座1和安装在上模座1底部的上模框2,所述上模框2的内从上至下安装一号上模板3和二号上模板4,所述一号上模板3和二号上模板4靠近下模组件的一侧设置有型腔;
[0026]
所述下模组件包括下模座10,所述下模座10上连接有下垫板11,所述下垫板11上安装凸模12,所述凸模12外安装下脱板13,所述下脱板13上安装下脱板镶件14,所述下脱板镶件14上对应二号上模板4安装有定位销15;
[0027]
所述凸模12的顶部中间设有组料共搭边24,对应的所述一号上模板3上也设置有组料共搭边凹槽25,所述下脱板13下安装顶杆18,所述顶杆18下垂直安装水平设置的下顶板19;
[0028]
所述上模框2的底部安装有内限位6,所述内限位6对应下脱板 13设置,所述一号上模板3内靠近凸模12的一侧安装有顶料销5。
[0029]
在本实施中优选的,顶料销5设置有多个,多个所述顶料销5分别对应对称设置形成组料的单个料。
[0030]
设置上述结构,由于本技术的模具是针对多个产品进行同时拉伸,实际使用中两个壳体在组件中配比为1:1,两个壳体组料分别有对应的顶料销,实现了一对一的定位。
[0031]
在本实施中优选的,上模座1下安装上限位柱9,所述下模座10 上安装下限位柱23,所述上限位柱9和下限位柱23之间对应设置。
[0032]
在本实施中优选的,上模座1底部远离中安装上导腿座7,所述上导腿座7中安装导腿8,所述导腿8在安装在下模座10上的下导腿座16中上下移动。
[0033]
在本实施中优选的,下导腿座16内壁上安装有耐磨板17。
[0034]
在本实施中优选的,下脱板13下安装内导柱21,所述下模座10 中安装内导套22,所述内导柱21在内导套22内上下移动。
[0035]
在本实施中优选的,下模座10下安装下垫脚20。
[0036]
在使用中,包括以下工序步骤:
[0037]
第一步:放置零件
[0038]
冲压时动力装置将上模整个吊起,使上模与下模分离。此时把零件放在下模的下脱板镶件14上和定位销15内完成零件定位;
[0039]
第二步:上模向下运动,同时对两个壳体组料进行拉伸
[0040]
上模在动力装置的作用下垂直向下运动。上模板4先和零件上表面接触,同时内限位6和下脱板13接触,导腿8进入下导腿座16和耐磨板17中进行导向。然后上模板4压住零件和下脱板镶件14、下脱板13一起向下运动开始拉伸,直至凸模12和零件进入上模板3和上模板4中。最后上限位柱9和下限位柱23打死,此时零件拉伸结束;
[0041]
第三步:上下模分离并脱模
[0042]
冲压结束后在动力装置的作用下上模向上运动使上模与下模分离。冲床的下顶缸向上推动下顶板19,通过顶杆18再推动下脱板13 和下脱板镶件14顶出零件,取出零件。此时模具所有活动部件恢复到初始位置,可以进行下一次的冲压加工。
[0043]
上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。