1.本实用新型属于嵌件注塑技术领域,尤其涉及一种注塑嵌件自动上料装置。
背景技术:
2.嵌件注塑是一种将嵌件预先固定在注塑模具中适当的位置,然后再注入塑料成型,开模后嵌件被冷却固化的塑料包紧埋在塑料内得到带有如螺纹、电极等嵌件的制品的工艺。
3.目前,需要将如图13所示的一种圆柱螺母嵌件100安装至注塑模具内部设置的定位结构上,现有的方式是人工安装嵌件,人工将手伸入模具内时会存在安全隐患,且人工上料效率低下,严重影响注塑生产的效率,而且这种圆柱螺母嵌件100的圆周上开设有一圈环形凹槽101,且环形凹槽101靠近圆柱螺母嵌件100其中一端,安装时需要区分圆柱螺母嵌件100的正反,人工操作时会出现错误,导致注塑出的不良品很多。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供一种注塑嵌件自动上料装置。
5.为解决上述问题,本实用新型采用如下的技术方案:
6.一种注塑嵌件自动上料装置,包括注塑机和布料平台,所述注塑机内有注塑模具,所述注塑模具内设置有嵌件定位结构,所述注塑机上设置有三轴模组,所述三轴模组上设置有嵌件转移治具,所述嵌件转移治具上设置有与注塑模具内嵌件定位结构位置相对应的若干个卡管,所述卡管为与圆柱螺母嵌件的外径相适配的圆柱中空管,所述嵌件转移治具上设置有用于顶出卡管内圆柱螺母嵌件的第二顶出组件,所述布料平台上设置有嵌件排布治具、排布机构和供料振动盘,所述嵌件排布治具上设置有与嵌件转移治具上的卡管位置相对应的若干个定位柱,所述嵌件排布治具上设置有用于顶出定位柱上的圆柱螺母嵌件的第一顶出组件,所述排布机构用于将圆柱螺母嵌件排布在嵌件排布治具的定位柱上,所述供料振动盘用于对排布机构输送圆柱螺母嵌件,所述供料振动盘上设置有用于将圆柱螺母嵌件调整为统一方向的方向调节机构。
7.优选的,所述供料振动盘包括圆形振动盘和直振器,所述直振器上设置有送料轨道,所述送料轨道连接在圆形振动盘与排布机构之间。
8.优选的,所述方向调节机构包括外圈延伸条、第一档条、第二档条和吹气嘴,所述外圈延伸条连接在圆形振动盘螺旋轨道的最外圈与送料轨道之间,所述外圈延伸条整体向一侧倾斜设置,所述第一档条与第二档条按顺序设置在外圈延伸条倾斜方向低的一侧,所述第一档条下沿的高度大于圆柱螺母嵌件的直径且小于圆柱螺母嵌件的高度以使直立的圆柱螺母嵌件通过且使平躺的圆柱螺母嵌件从第一档条与外圈延伸条之间滚落回圆形振动盘内,在圆柱螺母嵌件与环形凹槽靠近的一端抵接在外圈延伸条上时,所述第二档条上沿的高度在环形凹槽的高度范围内,所述吹气嘴在第二档条的长度范围内设置在外圈延伸
条倾斜方向高的一侧用于对圆柱螺母嵌件顶部吹气,所述外圈延伸条高于送料轨道。
9.优选的,所述排布机构包括嵌件定位板、二轴模组、对位组件和第三顶出组件,所述嵌件定位板开设有定位孔,所述定位孔的内壁与圆柱螺母嵌件的外圆柱壁相适配,所述嵌件定位板设置在嵌件排布治具与送料轨道之间,所述嵌件排布治具连接在二轴模组上以用于受二轴模组驱动使每个定位柱逐个与定位孔同心对齐,所述对位组件包括对位板和驱动滑台,所述对位板连接在驱动滑台上且且两侧分别与嵌件定位板表面、送料轨道端部贴合,所述对位板上开设有与定位孔直径相等的对位孔,所述驱动滑台连接在嵌件定位板上以用于驱动对位板往复移动使对位孔按顺序分别与送料轨道、定位孔对齐,所述第三顶出组件包括第三顶杆和第三气缸,所述第三顶杆与定位孔同心,所述第三顶杆的直径小于对位孔的直径且大于圆柱螺母嵌件的内径,所述第三顶杆连接在第三气缸的活塞杆上,所述第三气缸连接在布料平台上以用于驱动第三顶杆沿定位孔的轴向往复移动以使对位孔与定位孔以及定位柱三者相互对齐时将对位孔内的圆柱螺母嵌件顶出使圆柱螺母嵌件套在定位柱上。
10.优选的,所述第一顶出组件包括第一气缸和第一顶板,所述第一顶板滑动套接在定位柱上,所述第一顶板连接在第一气缸的活塞杆上,所述第一气缸连接在嵌件排布治具上以用于在卡管与定位柱对齐时驱动第一顶板沿定位柱的轴向往复移动推出定位柱上的圆柱螺母嵌件至卡管内。
11.优选的,所述第二顶出组件包括第二气缸和第二顶杆,所述第二顶杆连接在第二气缸的活塞杆上,所述第二顶杆滑动连接在卡管内,所述第二顶杆的直径小于卡管的内径且大于圆柱螺母嵌件的内径,所述第二气缸连接在嵌件转移治具上以用于在卡管与注塑模具内的嵌件定位结构对齐时驱动第二顶杆沿卡管的轴向往复移动推出卡管内的圆柱螺母嵌件。
12.优选的,所述布料平台上外沿设置有一圈安全护板。
13.本实用新型的有益效果
14.相比于现有技术,本实用新型的优点在于:本实用新型实现了含嵌件塑料制品的全自动注塑成型,节约人力成本,提高生产效率。
附图说明
15.图1为本实用新型的俯视图;
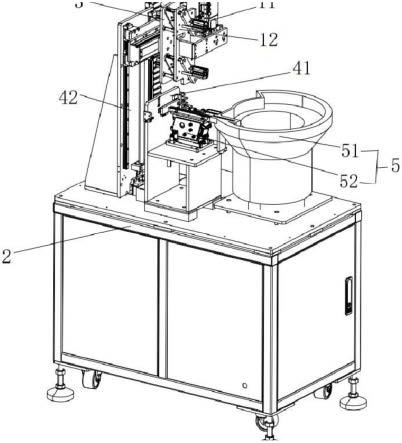
16.图2为本实用新型的前视图;
17.图3为布料平台上设置有嵌件排布治具、排布机构和供料振动盘的结构示意图;
18.图4为本实用新型的布料平台上安装安全护板的结构示意图;
19.图5为嵌件排布治具、排布机构、直振器之间相互连接的结构示意图;
20.图6为嵌件定位板、对位组件和第三顶出组件的零部件分解示意图;
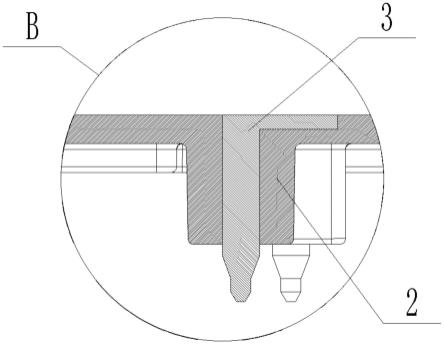
21.图7为嵌件转移治具与嵌件排布治具的结构示意图;
22.图8为第一顶出组件与嵌件排布治具的零部件分解示意图;
23.图9为第二顶出组件、嵌件转移治具和三轴模组的零部件分解示意图;
24.图10为方向调节机构的结构示意图;
25.图11为圆柱螺母嵌件移动至图10中b位置的两种情况的截面图;
26.图12为圆柱螺母嵌件移动至图10中a位置的两种情况的截面图;
27.图13为圆柱螺母嵌件的结构示意图。
具体实施方式
28.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型做进一步详细的描述。
29.如图1-12所示,本实用新型的一种注塑嵌件自动上料装置,包括注塑机1和布料平台2,所述注塑机1内有注塑模具,所述注塑模具内设置有嵌件定位结构,所述注塑机1上设置有三轴模组11,所述三轴模组11上设置有嵌件转移治具12,所述嵌件转移治具12上设置有与注塑模具内嵌件定位结构位置相对应的若干个卡管121,所述卡管121为与圆柱螺母嵌件100的外径相适配的圆柱中空管,所述嵌件转移治具12上设置有用于顶出卡管121内圆柱螺母嵌件100的第二顶出组件122,所述布料平台2上设置有嵌件排布治具3、排布机构4和供料振动盘5,所述嵌件排布治具3上设置有与嵌件转移治具12上的卡管121位置相对应的若干个定位柱31,所述嵌件排布治具3上设置有用于顶出定位柱31上的圆柱螺母嵌件100的第一顶出组件32,所述排布机构4用于将圆柱螺母嵌件100排布在嵌件排布治具3的定位柱31上,所述供料振动盘5用于对排布机构4输送圆柱螺母嵌件100,所述供料振动盘5上设置有用于将圆柱螺母嵌件100调整为统一方向的方向调节机构6。
30.使用时,将圆柱螺母嵌件100放置在供料振动盘5内,通过供料振动盘5通过振动将圆柱螺母嵌件100输送至排布机构4,供料振动盘5上设置的方向调节机构6将供料振动盘5输送出的圆柱螺母嵌件100调整为统一方向,通过排布机构4可以将圆柱螺母嵌件100逐个放置在嵌件排布治具3的定位柱31上,待每个定位柱31上都放置有圆柱螺母嵌件100时,注塑机1上的三轴模组11驱动嵌件转移治具12与嵌件排布治具3对齐,第一顶出组件32将每个定位柱31上的圆柱螺母嵌件100顶出并推至卡管121内,随即三轴模组11驱动嵌件转移治具12与注塑模具内的嵌件定位结构对齐,第二顶出组件122将圆柱螺母嵌件100顶出并推至注塑模具内的嵌件定位结构上,从而完成圆柱螺母嵌件100的自动上料,上述步骤可以采用plc控制各驱动元件,编程灵活,动作速度快,本实用新型实现了含嵌件塑料制品的全自动注塑成型,节约人力成本,提高生产效率。
31.具体的,所述供料振动盘5包括圆形振动盘51和直振器52,所述直振器52上设置有送料轨道521,所述送料轨道521连接在圆形振动盘51与排布机构4之间。
32.具体的,如图10-12所示,所述方向调节机构6包括外圈延伸条61、第一档条62、第二档条63和吹气嘴64,所述外圈延伸条61连接在圆形振动盘51螺旋轨道的最外圈与送料轨道521之间,所述外圈延伸条61整体向一侧倾斜设置,所述第一档条62与第二档条63按顺序设置在外圈延伸条61倾斜方向低的一侧,所述第一档条62下沿的高度大于圆柱螺母嵌件100的直径且小于圆柱螺母嵌件100的高度,圆柱螺母嵌件100随圆形振动盘51振动行进至第一档条62处时,直立的圆柱螺母嵌件100高于第一档条,从而可以受第一档条62支撑通过,而平躺的圆柱螺母嵌件100低于第一档条62,且由于外圈延伸条61向外倾斜,从而滚落回圆形振动盘51内,从而使进入第二档条62区域内的圆柱螺母嵌件100均为直立的;进一步,所述第二档条63上沿的高度在环形凹槽101的高度范围内,所述吹气嘴64在第二档条63的长度范围内设置在外圈延伸条61倾斜方向高的一侧用于对圆柱螺母嵌件100顶部吹气,
在第二档条62区域内的圆柱螺母嵌件100与环形凹槽101靠近的一端抵接在外圈延伸条61上时,圆柱螺母嵌件100的重心靠近上方,且圆柱螺母嵌件100的内侧上方有吹气嘴64对圆柱螺母嵌件100吹出气流施加压力,使圆柱螺母嵌件100向外倾斜,且由于第二档条63上沿的高度在环形凹槽101的高度范围内,使圆柱螺母嵌件100无支撑点,从而翻过第二档条63落回圆形振动盘51内,反之,圆柱螺母嵌件100与环形凹槽101远离的一端抵接在外圈延伸条61上时,重心靠下,则不会掉落;所述外圈延伸条61高于送料轨道521,使圆形螺母嵌件100行进至外圈延伸条61边缘时,向前倾斜下落,从而将所有圆形螺母嵌件100调整为统一方向。
33.具体的,如图5、6所示,所述排布机构4包括嵌件定位板41、二轴模组42、对位组件43和第三顶出组件44,所述嵌件定位板41开设有定位孔411,所述定位孔411的内壁与圆柱螺母嵌件100的外圆柱壁相适配,所述嵌件定位板41设置在嵌件排布治具3与送料轨道521之间,所述嵌件排布治具3连接在二轴模组42上以用于受二轴模组42驱动使每个定位柱31逐个与定位孔411同心对齐,所述对位组件43包括对位板431和驱动滑台432,所述对位板431连接在驱动滑台432上且两侧分别与嵌件定位板41表面、送料轨道521端部贴合,所述对位板431上开设有与定位孔411直径相等的对位孔433,所述驱动滑台432连接在嵌件定位板41上以用于驱动对位板431往复移动使对位孔433按顺序分别与送料轨道521、定位孔411对齐,所述第三顶出组件44包括第三顶杆441和第三气缸442,所述第三顶杆441与定位孔411同心,所述第三顶杆441的直径小于对位孔433的直径且大于圆柱螺母嵌件100的内径,所述第三顶杆441连接在第三气缸442的活塞杆上,所述第三气缸442连接在布料平台2上以用于驱动第三顶杆441沿定位孔411的轴向往复移动以使对位孔433与定位孔411以及定位柱31三者相互对齐时将对位孔433内的圆柱螺母嵌件100顶出使圆柱螺母嵌件100套在定位柱31上。
34.使用时,送料轨道521上的圆柱螺母嵌件100通过直振器52的振动向对位板431移动,所述对位板431受驱动滑台432驱动往复移动使对位孔433先后分别与送料轨道521、定位孔411对齐,在对位孔433与送料轨道521对齐时,圆柱螺母嵌件100受振动进入对位孔433,同时二轴模组42驱动嵌件排布治具3使每个定位柱31逐个与定位孔411同心对齐,在对位孔433与定位孔411以及定位柱31三者相互对齐时,第三气缸442驱动第三顶杆441沿定位孔411的轴向移动顶出圆柱螺母嵌件100使其套在定位柱31上,直至所有定位柱31上套有圆柱螺母嵌件100。
35.具体的,如图7、8所示,所述第一顶出组件32包括第一气缸321和第一顶板322,所述第一顶板322滑动套接在定位柱31上,所述第一顶板322连接在第一气缸321的活塞杆上,所述第一气缸321连接在嵌件排布治具3上以用于在卡管121与定位柱31对齐时驱动第一顶板322沿定位柱31的轴向往复移动推出定位柱31上的圆柱螺母嵌件100至卡管121内。
36.具体的,如图7、9所示,所述第二顶出组件122包括第二气缸123和第二顶杆124,所述第二顶杆124连接在第二气缸123的活塞杆上,所述第二顶杆124滑动连接在卡管121内,所述第二顶杆124的直径小于卡管121的内径且大于圆柱螺母嵌件100的内径,所述第二气缸123连接在嵌件转移治具12上以用于在卡管121与注塑模具内的嵌件定位结构对齐时驱动第二顶杆124沿卡管121的轴向往复移动推出卡管121内的圆柱螺母嵌件100。
37.进一步,所述布料平台2上外沿设置有一圈安全护板21。
38.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。