1.本实用新型涉及汽车外后视镜注塑技术领域,具体为一种汽车外后视镜镜框注塑模胶口。
背景技术:
2.汽车外后视镜镜框是外后视镜中不可缺少的零部件之一,镜框塑胶模具制造业中,塑胶产品越来越多应用越来越广泛,此种作为功能件和外观件产品的要求非常严格,产品表面不能出现结合线、流痕、毛边、胶口等现象,这也对注塑模胶口设计提出了更高更严的要求;由于现有注塑模具的进胶口多为单通道设计,注塑机注塑出料时,模具进料速度慢,汽车外后视镜镜框成型时间长,导致汽车外后视镜镜框的注塑效率难以提高。
技术实现要素:
3.本实用新型的目的在于提供一种汽车外后视镜镜框注塑模胶口,以解决上述背景技术中提出汽车外后视镜镜框在注塑进料时,速度较慢,成型周期长的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种汽车外后视镜镜框注塑模胶口,包括左后视镜镜框主体、右后视镜镜框主体,左后视镜镜框主体和右后视镜镜框主体的背面分别设置有上成型凸缘和下成型凸缘,所述上成型凸缘和下成型凸缘的中心位置处设置有镂空部,所述左后视镜镜框主体、右后视镜镜框主体所在模具的内部安装有主多通道注塑膜胶口结构和副多通道注塑膜胶口结构,所述主多通道注塑膜胶口结构、副多通道注塑膜胶口结构的胶口均匀分布左后视镜镜框主体、右后视镜镜框主体外边缘处,所述主多通道注塑膜胶口结构和副多通道注塑膜胶口结构的结构相同,所述主多通道注塑膜胶口结构、副多通道注塑膜胶口结构通过双通注塑管道相互连接,所述双通注塑管道的进料端和注塑机的出料端口相互连接。
5.优选的,所述主多通道注塑膜胶口结构为主管道,所述主管道的两端分别设置有胶口一和胶口二,所述主管道一侧的 安装有分叉管,且所述分叉管远离主管道的一端安装有连接管,所述连接管的顶端安装有胶口三。
6.优选的,所述胶口一、胶口二、胶口三与左后视镜镜框主体和右后视镜镜框主体的边缘注塑点相互抵触。
7.优选的,所述主管道顶端的一侧安装有总进胶口,所述总进胶口和双通注塑管道的出料端相互连接。
8.优选的,所述双通注塑管道为三通管和两组直角管,两组所述直角管安装在三通管的两端部,所述直角管的一端与总进胶口相互连接,所述三通管的顶端与注塑机的出料端口相互连接。
9.优选的,所述主多通道注塑膜胶口结构和副多通道注塑膜胶口结构关于三通管的中心点呈对称结构。
10.与现有技术相比,本实用新型的有益效果是:该一种汽车外后视镜镜框注塑模胶
口通过设置有双通注塑管道和主多通道注塑膜胶口结构等相互配合的结构,注塑机注塑的出料端口连接至双通注塑管道,使得双通注塑管道向主多通道注塑膜胶口结构、副多通道注塑膜胶口结构所在的模具腔中注入熔融的注塑物料,则注塑物料进入到左右模具的左后视镜镜框主体、右后视镜镜框主体中,最终使得熔融注塑物料通过胶口一、胶口二以及胶口三,向对应的模具中进胶,该过程中物料从三条胶口同时进胶,可以有效缩短镜框本体的成型时间,提升其注塑效率。
附图说明
11.图1为本实用新型的主视结构示意图;
12.图2为本实用新型的侧视结构示意图;
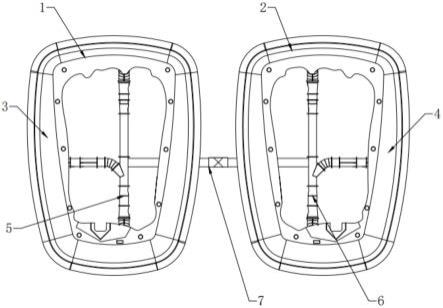
13.图3为本实用新型的俯视结构示意图;
14.图4为本实用新型的主多通道注塑膜胶口结构主视放大结构示意图;
15.图中:1、左后视镜镜框主体;2、右后视镜镜框主体;3、上成型凸缘;4、下成型凸缘;5、主多通道注塑膜胶口结构;501、主管道;502、胶口一;503、胶口二;504、分叉管;505、连接管;506、胶口三;507、总进胶口;6、副多通道注塑膜胶口结构;7、双通注塑管道;701、三通管;702、直角管。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-4,本实用新型提供的一种实施例:一种汽车外后视镜镜框注塑模胶口,包括左后视镜镜框主体1、右后视镜镜框主体2,左后视镜镜框主体1和右后视镜镜框主体2的背面分别设置有上成型凸缘3和下成型凸缘4,上成型凸缘3和下成型凸缘4的中心位置处设置有镂空部,左后视镜镜框主体1、右后视镜镜框主体2所在模具的内部安装有主多通道注塑膜胶口结构5和副多通道注塑膜胶口结构6,主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6的胶口均匀分布左后视镜镜框主体1、右后视镜镜框主体2外边缘处,主多通道注塑膜胶口结构5和副多通道注塑膜胶口结构6的结构相同;
18.主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6通过双通注塑管道7相互连接,注塑机注塑的出料端口连接至双通注塑管道7,使得双通注塑管道7向主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6所在的模具腔中注入熔融的注塑物料,直至注塑物料进入到左右模具的左后视镜镜框主体1、右后视镜镜框主体2中;
19.双通注塑管道7的进料端和注塑机的出料端口相互连接,主多通道注塑膜胶口结构5和副多通道注塑膜胶口结构6关于三通管701的中心点呈对称结构;
20.主多通道注塑膜胶口结构5为主管道501,主管道501顶端的一侧安装有总进胶口507,总进胶口507和双通注塑管道7的出料端相互连接;
21.双通注塑管道7为三通管701和两组直角管702,两组直角管702安装在三通管701的两端部,直角管702的一端与总进胶口507相互连接,三通管701的顶端与注塑机的出料端口相互连接,注塑物料通过三通管701、直角管702分流进入到主多通道注塑膜胶口结构5、
副多通道注塑膜胶口结构6中;
22.主管道501的两端分别设置有胶口一502和胶口二503,主管道501一侧的 安装有分叉管504,且分叉管504远离主管道501的一端安装有连接管505,连接管505的顶端安装有胶口三506,主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6设计分布在左后视镜镜框主体1、右后视镜镜框主体2的周边,当注塑成型后,取件后从中间可轻易将胶口和左后视镜镜框主体1、右后视镜镜框主体2脱离,因胶口为对称设计三条,脱落时具有稳定性,胶口脱落时不会影响左后视镜镜框主体1、右后视镜镜框主体2的外观,保持镜框本体不会变形;
23.胶口一502、胶口二503、胶口三506与左后视镜镜框主体1和右后视镜镜框主体2的边缘注塑点相互抵触,注塑物料先通过总进胶口507进入到主管道501中,进而注塑物料通过分叉管504进入到连接管505中,最终使得熔融注塑物料通过胶口一502、胶口二503以及胶口三506,向对应的模具中进胶,物料从三条胶口同时进胶,可以有效缩短镜框本体的成型时间,提升其注塑效率;
24.左后视镜镜框主体1、右后视镜镜框主体2多数为中间留空设计,设计三条胶口有利于产品注塑时镜框本体成型的稳定,即注料均匀度较高,在不增加注塑成本的同时,充分保证左后视镜镜框主体1、右后视镜镜框主体2外观和性能,大大的节约了注塑成本。
25.本技术实施例在使用时,首先注塑机注塑的出料端口连接至双通注塑管道7,使得双通注塑管道7向主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6所在的模具腔中注入熔融的注塑物料,直至注塑物料进入到左右模具的左后视镜镜框主体1、右后视镜镜框主体2中,该过程中注塑物料通过三通管701、直角管702分流进入到主多通道注塑膜胶口结构5、副多通道注塑膜胶口结构6中,以主多通道注塑膜胶口结构5为例,注塑物料先通过总进胶口507进入到主管道501中,进而注塑物料通过分叉管504进入到连接管505中,最终使得熔融注塑物料通过胶口一502、胶口二503以及胶口三506,向对应的模具中进胶,该过程中物料从三条胶口同时进胶,可以有效缩短镜框本体的成型时间,提升其注塑效率,左后视镜镜框主体1、右后视镜镜框主体2多数为中间留空设计,设计三条胶口有利于产品注塑时镜框本体成型的稳定,即注料均匀度较高,在不增加注塑成本的同时,充分保证左后视镜镜框主体1、右后视镜镜框主体2外观和性能,大大的节约了注塑成本。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。