1.本发明涉及构成医疗用注射器的注射器外套及其制造方法。
背景技术:
2.一般来说,医疗用注射器由在前端安装有注射针的注射器外套和从其另一端的开口部被插入而使活塞沿轴向移动的注射器芯杆组成,在注射器外套的另一端的开口部设有向其半径方向外侧突出的凸缘。
3.为了简化药剂管理、防止感染、防止调节时的失误、快速注射等,使用预先填充有准确的注射量的预充式注射器。并且,由于具有形状自由度高、重量轻、不易破损、焚烧废弃简单等优点,因而广泛使用在制药公司或医疗机构中可用性高的塑料制注射器。
4.这样的塑料制注射器一般通过合成树脂的注塑成型制造。注塑成型是能够在短时间内低成本地大量生产复杂形状和精密的产品的代表性的塑料成型方法。其为将合成树脂材料加热熔融,对其进行加压,注入至闭合的模具内,然后进行冷却,打开模具,取出固化的物体,得到所期望的形状的成型品的加工方法。
5.在专利文献1中,公开了在模具中用合成树脂对旋转体状成型品进行成型时,将射出合成树脂材料的浇口设置在轴心中央部的情况。并且,在专利文献2中,提出了一种不在血液装置盖帽的血液接触区域形成熔接线的方案。
6.专利文献1:(日本)特开2001-121546号公报
7.专利文献2:(日本)特开2019-150588号公报
技术实现要素:
8.发明所要解决的技术问题
9.以往,在通过合成树脂的注塑成型来制造注射器外套的情况下,由于模具的制造容易,因而如专利文献1那样,将浇口设置在轴心中央部、即注射器外套的射出嘴部。在通过合成树脂的注塑成型得到的成型品中,在模具内熔融树脂合流的部位形成有被称为熔接线的呈线状延伸的微小的槽或凹陷。由于注射器外套是中心有孔的中空构造的成型品,因而所注入的熔融树脂流在中空构造的形成有孔的部分分为两部分而后合流。在这样的注射器外套中,在射出嘴部和注射筒身中靠近射出嘴部的部分形成有熔接线。
10.在充满内用液的内用液填充部形成有熔接线的情况下,可能会在活塞外周面与注射筒身内壁面之间形成槽状的间隙而内用液穿过该间隙从内用液填充部漏出。在使用注射器时,也存在内用液残留在熔接线内的可能。在使用极小容量的注射器的情况下,需要准确地注射规定量的内用液,需要防止这样的内用液的漏出或者残留。在使用注射器时,医疗从业者为了排出气泡而需要叩击注射筒的内用液填充部侧面,熔接线也成为裂缝等损伤的原因。
11.并且,对于适用于预充式注射器的医疗用注射器外套来说,为了防止异物混入,在注塑成型之后,需要不经过研磨等后续处理就进行灭菌处理和包装,并向制药企业运输。
12.用于解决技术问题的技术方案
13.(1)本发明的医疗用注射器外套包含用于将内用液收纳在内部的筒状的筒身部、在该筒身部的一端形成的射出嘴部、以及在筒身部的另一端的开口部设置的向半径方向外侧突出的凸缘部。筒身部具有内用液填充部和内用液非填充部,该内用液填充部设定为在内用液从开口部进入时被内用液充满,该内用液非填充部设定为在内用液从开口部进入时不被内用液充满。凸缘部的表面具有凹部,存在通过注塑成型形成的可能的熔接线不形成在内用液填充部。
14.根据以这种方式构成的医疗用注射器外套,通过合成树脂的注塑成型而形成的熔接线出现在熔融树脂在圆周上相遇的凸缘部和筒身部中靠近凸缘部的部分。但是,在内用液填充部、即筒身部中靠近射出嘴部的部分不会产生熔接线。因此,在填充内用液时,能够防止在活塞外周面与注射器外套内壁面之间产生熔接线导致的间隙,从而提供一种能够准确地填充、注射规定量的内用液的注射器外套。
15.(2)并且,在本发明中,在(1)的医疗用注射器外套的基础上,由于注塑成型而形成的浇口残痕的高度为凸缘部的凹部的深度以下,并且收纳在该凹部的内部。
16.浇口残痕导致的突起成为医疗从业者使用时受伤的原因,也成为指托安装不良的原因,但是通过使形成于凸缘部的凹部如上所述地构成,浇口残痕切实地收纳在凹部的内部,不需要研磨等后续处理。由此,能够提供一种能够防止异物的混入,适合卫生地全自动制造、包装工序的医疗用注射器外套。
17.(3)本发明的医疗用注射器外套的制造方法是制造具有用于将内用液收纳在内部的筒状的筒身部、在该筒身部的一端形成的射出嘴部、以及在筒身部的另一端的开口部设置的向半径方向外侧突出的凸缘部的医疗用注射器外套的制造方法。以凸缘部的表面具有凹部的方式设定模具,在形成有凹部的位置设置浇口并进行热塑性树脂的注塑成型。
18.通过以这种方式构成,由于合成树脂的注塑成型而产生的熔接线出现在熔融树脂在圆周上相遇的凸缘部和筒身部中靠近凸缘部的部分。但是,不在内用液填充部、即筒身部中靠近射出嘴部的部分产生熔接线。因此,在填充内用液时,能够防止在活塞外周面与注射器外套内壁面之间产生熔接线导致的间隙,能够制造准确地填充、注射规定量的内用液的注射器外套。并且,以凸缘部表面具有凹部的方式进行成型,因此不需要用于除去浇口残痕的研磨等后续处理就能够完成注射器外套。
19.发明的效果
20.根据本发明的医疗用注射器外套及其制造方法,能够提供一种合成树脂的注塑成型的成型品,不需要研磨等后续处理就能够完成,并且能够准确地填充、注射规定量的内用液。
附图说明
21.图1(a)是表示本发明一个实施方式的注射器外套的概略构成的立体图,(b)是表示在(a)所示的注射器外套填充有内用液,与活塞、芯杆和指托一同组成的医疗用注射器的一个构成例的立体图。
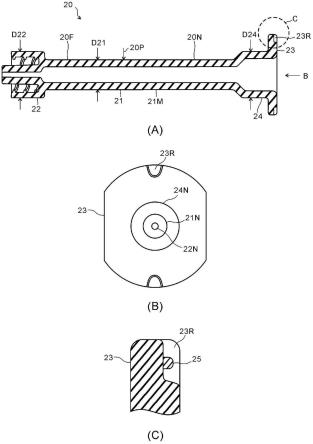
22.图2(a)是本发明一个实施方式的注射器外套的轴向剖视图,(b)是从(a)中的箭头b看到的侧视图,(c)是(a)中的虚线所围绕的部分c的放大图。
23.图3是用于对图2所示的注射器外套的制造方法进行说明的模具和浇口的剖面示意图,(a)是模具的轴向剖视图,(b)是(a)中的b-b’剖视图,(c)是(a)中的模具的部分f的放大剖视图,(d)是(a)中的d-d’剖视图。
具体实施方式
24.以下,参照附图,对本发明一个实施方式的医疗用注射器外套的构成进行说明。在图1(a)中,注射器外套20是通过聚烯烃类树脂等合成树脂的注塑成型而得到的成型品,由用于在内部收纳内用液的筒状的筒身部21、安装有在该筒身部21的一端形成的例如注射针的鲁尔锁定接头(lure lock)型的射出嘴部22以及在筒身部21的另一端的开口部设置而向半径方向外侧突出的凸缘部23组成。注射器外套20是透明的成型品,在图1(a)中仅表示其外侧的形状。
25.图1(b)是表示在本发明一个实施方式的注射器外套20填充有内用液,与活塞、芯杆和指托一同组成的医疗用注射器的一个构成例的立体图。该医疗用注射器例如是眼科用极小容量的预充式注射器,是假定单次使用的一次性注射器。在图1(b)中,注射器10是注射器外套20、指托30、注射器芯杆40和活塞50的组装体。在筒状的注射器外套20的中空的筒身部收纳内用液60,通过利用注射器芯杆40的前端按压活塞50,将内用液60从注射器外套20的前端压出。如图1(b)所示,注射器外套20例如是聚烯烃类树脂等的成型品的透明筒体,能够看到中空筒身部内的内用液60、活塞50、注射器芯杆40的一部分。
26.图2是表示本发明一个实施方式的注射器外套20的构成的轴向剖视图。注射器外套20是通过聚烯烃类树脂等合成树脂的注塑成型得到的成型品,由用于在内部收纳内用液的筒状的筒身部21、安装有在该筒身部21的一端形成的例如注射针的射出嘴部22、以及设置在筒身部21的另一端的开口部的向半径方向外侧突出的凸缘部23构成。在该实施方式中,如图1(b)所示,将注射器外套20中填充内用液60时被内用液60充满的部分称为内用液填充部20f,将没有被内用液60充满的部分称为内用液非填充部20n。
27.在图2中,射出嘴部22为鲁尔锁定接头型,圆筒状嘴筒部在外周具有朝向前端而逐渐变细的锥面,该圆筒状嘴筒部的外侧与在内壁面具有外螺纹的螺纹筒部结合。根据该构造,由于注射针紧密嵌合,在医疗现场等使用时,能够可靠地防止所安装的注射针从嘴部松动或脱出。需要说明的是,这样的注射器外套20会用于向输液部的混注或作为注射器彼此的两药混合用注射器等使用。
28.注射器20由与填充规定量的内用液时的活塞前端位置20p相比靠近射出嘴部12侧的部分即内用液填充部20f、与活塞前端位置20p相比靠近凸缘23侧的部分即内用液非填充部20n构成。
29.如图1(a)和图2(a)所示,靠近凸缘23的筒身部21成为外径比中间筒身部21m的外径大的大外径部24,形成在凸缘部23与中间筒身部21m之间。射出嘴部22的外径d22、中间筒身部21m的外径d21、大外径部24的外径d24的关系可以是d24=d22>d21、d24>d22>d21或者d22>d24>d21,优选为d24≥d22>d21的关系。
30.如图1(a)和图2(a)、(b)所示,在凸缘部23的外周部设有两处大致半椭圆形缺口形状的凹部23r。从图2(a)中的箭头b的方向观察凸缘部23,如图2(b)所示,从外侧开始依次看到呈同心圆状的大外径筒身部24的内壁面24n、中间筒身部21m的内壁面21n、射出嘴部22的
嘴部的内壁面22n。
31.接下来,参照图3对图2所示的注射器外套20的制造方法进行说明。如图3所示,准备用于对注射器外套20进行成型的模具300。为了对射出嘴部22、凸缘部23等复杂的形状进行成型,模具300为能够适当分割的构造。需要说明的是,表示的是模具300作为对一个注射器外套20进行成型的情况,也可以使用用于同时对多个注射器外套20进行成型的模具。未图示的注塑成型机具有安装模具的合模机构和填充熔融树脂的注入装置。
32.注塑成型由将打开的模具通过合模机构闭合的合模工序、通过注塑成型机向闭合的模具内填充熔融树脂的熔融树脂填充工序、填充后使树脂在模具内冷却一定时间的成型品冷却工序、以及冷却完成后打开模具而取出成型品的成型品取出工序组成。
33.例如,将模具的阴模安装于注入装置侧(固定侧),将阳模安装于合模机构侧(可动侧)。向使阴阳模具合模而形成的空洞注入熔融树脂。注入的熔融树脂从模具内的阀芯通过浇口而流入至空洞内。在模具内填充的树脂冷却、固化后,使模具内的成型品脱模。
34.如图3(a)所示,通过模具300形成对注射器外套20进行成型的空洞320。空洞320包含两个与圆筒状空洞结合的与射出嘴对应的空洞322、与圆筒状的中间筒身对应的空洞321m、与圆筒状的大外径筒身对应的空洞324、以及与平板状的凸缘对应的空洞323。需要说明的是,模具300成为在凸缘部23形成有凹部23r的形状。
35.在图3(b)中,省略包围与凸缘对应的空洞323的外侧的模具,与凸缘对应的空洞323是通过模具划分与大外径筒身部24的内周面24n相当的部分的平板状的空洞。在该与凸缘对应的空洞323的外周部两处,模具作为凸部323c而进入。
36.如图3(c)所示,在与凸缘对应的空洞323的外周部两处形成的凸部323c的形状与凹部23r的形状对应。将注塑成型机的浇口310设置在形成凹部23r的位置,将熔融树脂从注塑成型机通过浇口310送入模具30内的空洞320。
37.如图3(b)所示,空洞320的与凸缘对应的空洞323具有与凸缘部23相同的形状。如果从两个浇口310将熔融树脂从与凸缘对应的空洞323的外周部注入,则熔融树脂从平板状的与凸缘对应的空洞323的外周部逐渐向内周部充满,熔融树脂的流体在虚线所示的中心线部分323m附近相遇。需要说明的是,如果设置两个浇口310,则向模具填充熔融树脂时的填充平衡良好。在制造本实施方式那样极小容量的注射器外套的情况下,可以设置一个至四个浇口而将熔融树脂填充到模具中。在浇口为一个的情况下,由于填充口偏向一方而难以得到填充平衡。并且,在浇口为三个以上的情况下,填充速度变快,流道变多,需要更多的熔融树脂。因此,在本实施方式中,优选设置两个浇口。
38.熔融树脂首先流入与凸缘对应的空洞323,接着流入与大外径筒身对应的空洞324。如图3(d)所示,在与大外径筒身对应的空洞324,存在熔融树脂的流体在虚线所示的中心线部分324m附近相遇的可能性。需要说明的是,在图3(d)中,省略与大外径筒身对应的空洞324的外侧和内侧的模具,在内侧的圆形部分和外侧的未图示的部分设置模具。
39.在通过熔融树脂将空洞320的圆周方向完全充满之后,熔融树脂不会在其圆周方向上相遇,熔融树脂朝向与射出嘴对应的空洞322侧呈圆筒状流动,充满与射出嘴对应的空洞322而结束熔融树脂填充工序。接下来,进行成型品冷却工序和成型品取出工序,作为成型品得到图2所示的注射器外套。
40.在该实施方式中,在通过合成树脂的注塑成型形成注射器外套20时,如图3(b)所
示,从两个浇口310注入的熔融树脂一边在与大外径筒身对应的空洞内壁324n的内侧的阳模的模具表面被冷却,一边在圆筒状的阳模的圆周上环绕,从而在虚线所示的中心线部分323m附近相遇。在两股树脂流的合流部分产生被称作熔接线的、成为外观不良或强度不足的原因的线状的纹路。熔接线是由于树脂的表面略微固化而引起的现象。
41.于是,为了创造使合流的熔融树脂的表面难以固化的条件,考虑升高模具温度而使固化延迟、使射出速度变快而使表面的固化层变薄、较高低设定树脂温度、使树脂压力变高等措施,即使通过这些方法,也不能防止熔接线的产生。
42.这样一来,在形成凸缘部23时,在熔融树脂的流体相遇的中心线323m附近产生熔接线。接下来,充满与凸缘对应的空洞323的熔融树脂流入与大外径对应的空洞324,熔融树脂流在中心线324m附近相遇,可能会在大外径筒身部24产生熔接线。在充满与大外径筒身对应的空洞324的熔融树脂遍及其整周范围的情况下,在流入与中间筒身对应的空洞321m时,不会出现熔融树脂流在其圆周上相遇的情况。因此,不会在中间筒身部21m产生熔接线。
43.根据注塑成型条件不同,在与中间筒身对应的空洞321m的靠近与大外径筒身对应的空洞324的一部分,也存在熔融树脂流在圆周相遇的可能,可能会产生熔接线。但是,在与中间筒身对应的空洞321m的靠近与射出嘴对应的空洞322的部分,熔融树脂流不会在圆周上相遇,因而不会产生熔接线。
44.因此,通过将中间筒身部21m的靠近大外径筒身部24的部分作为内用液非填充部20n,将靠近射出嘴部22的部分作为内用液填充部20f,能够得到不产生熔接线的内用液填充部20f。
45.根据该实施方式,由于不在内用液填充部20f产生熔接线,因此不会在活塞50的外周面和注射器外套20的内壁面形成间隙,内用液不会漏出。由此,能够得到通过合成树脂的注塑成型制造的、能够准确地填充、射出规定量的内用液的注射器外套。
46.在成型品取出工序中,在从成型品切断浇口时,在切断后,在成型品的浇口部分产生固化了的树脂残留的浇口残痕。在浇口部分没有固化的情况下,浇口的切断位置不稳定,而在切下后的成型品的浇口部分残留有固化的树脂。能够想到通过浇口形状的调节、射出时间的调节、开模速度的调节、施加到浇口附近的压力的调节等来使浇口残痕变小,但实际上并不能避免某种程度大小的浇口残痕。
47.由于浇口残痕造成的突起成为医疗从业者使用时受伤的原因以及指托安装不良的原因,因此一般来说,通过研磨等加工处理来除去浇口残痕。但是,在医疗用注射器外套的制造中,为了防止异物混入、实现卫生的全自动工序中的处理,不希望实施这样的后续处理。
48.在该实施方式中,如图3(c)所示,在模具300的与凸缘对应的空洞323形成凸部323c,在该部分设置浇口310。作为注射器外套20的一个例子,在0.25ml的医疗用注射器外套的情况下,使该凸缘厚度为2mm,使凹部23r的半径方向长度为4mm,使深度为1mm。在该情况下,如图2(c)所示,即使在注塑成型后的凸缘部23的凹部23r产生浇口残痕25,浇口残痕25的宽度和高度也在凹部23r内,因此医疗从业者在操作时不会受伤,也不会产生指托安装时的不变。因此,不需要进行对于医疗用器具制造来说不便的研磨等后续处理。
49.根据以上说明的实施方式,能够提供一种医疗用注射器外套以及其制造方法,该医疗用注射器外套为合成树脂的注塑成型的成型品,不需要研磨等后续处理就能够完成,
并且能够准确地填充、注射规定量的内用液。并且,本实施方式的注射器外套适用于预先将药液填充于注射器外套并组装的预充式注射器。需要说明的是,该实施方式的注射器外套适用于假定单次使用的一次性注射器。
50.附图标记说明
51.10注射器;
52.20注射器外套;
53.20f内用液填充部;
54.20n内用液非填充部;
55.20p活塞前端位置;
56.21筒身部;
57.21m中间筒身部;
58.21n中间筒身部21m的内壁面;
59.22射出嘴部;
60.22n射出嘴部22的嘴部的内壁面;
61.23凸缘部;
62.23r凹部;
63.24大外径筒身部;
64.24n大外径筒身部24的内壁面;
65.25浇口残痕;
66.30指托;
67.300模具;
68.310浇口;
69.320空洞;
70.321m与中间筒身对应的空洞;
71.322与射出嘴对应的空洞;
72.323与凸缘对应的空洞;
73.323c凸部;
74.324与大外径筒身对应的空洞;
75.324n与大外径筒身对应的空洞内壁;
76.40注射器芯杆;
77.50活塞;
78.60内用液。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。