1.本发明涉及锂离子电池技术领域,尤其是涉及一种锂离子电池理论保液量的计算方法。
背景技术:
2.软包锂离子电池由于体积小,容量高,循环性能好,安全性能高等诸多特点而被广泛应用在各个领域。软包电池的结构是由正极、负极和电解液等部分构成,其中电解液虽然不能给锂电池提供容量,但作为整个电池的能量传输介质,对锂离子电池性能的影响至关重要。比如电解液的纯度、化学组成、电解质的浓度和电解液的添加量都会影响电池性能。当电解液过少影响正负极片和隔膜的浸润,不仅导致离子传输路径变大,锂离子无法自由穿梭在正负极之间,使未浸润的正负极材料无法参与化学反应来传输能量,而且会增大界面电阻,影响锂电池的倍率性能和循环性能;但电解液过多会导致单电池重量增加,降低电池的功率密度和能量密度,增加生产成本。因此适量的电解液对于性能优化、成本控制和环境保护有着至关重要的作用。
3.现有电解液添加量可以通过容量测试以及理论计算来确定保液量。首先,测试不同注液量电池的容量,得到单位容量注液量的经验值,但这种经验值会由于正负极材料、隔膜、电池类型的不同而不同。而且实验制作工序复杂、周期长、成本高难以适应千变万化的市场需求。因此本发明公开了一种通过测试锂电池的尺寸和材料组成的理化性质来理论计算锂电池保液量的方法。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的是提供一种周期短,成本低,适合大规模生产使用的锂离子电池理论保液量的计算方法。
5.本发明的上述发明目的是通过以下技术方案得以实现的:
6.一种锂离子电池理论保液量的计算方法,包括以下步骤:
7.(1)、计算电解液分解消耗的质量m,电解液密度ρ和溶剂分子量mw;
8.(2)、计算正极片上正极涂层的孔隙体积vc;
9.(3)、计算负极片上负极涂层的孔隙体积va;
10.(4)、计算隔膜的孔隙体积vs;
11.(5)、计算铝塑膜间隙体积vp;
12.(6)、根据得到的m、ρ、mw、vc、va、vs和vp计算出电解液保液量m。
13.本发明在一较佳示例中可以进一步配置为:所述电池保液量计算如下:m=(vc va vs vp)*ρ m。
14.本发明在一较佳示例中可以进一步配置为:所述电解液质量m计算如下:负极材料比容量ca,首次充放电效率e,电解液与锂离子反应摩尔比r,电解液溶剂分子量mw,法拉第常数f,电解液消耗量计算如下:m=ca*(1-e)*wa*la*(ha-hd)*ti*ra*3.6/f*r*mw。
15.本发明在一较佳示例中可以进一步配置为:所述正极涂层的孔隙体积vc计算如下:正极材料真密度tc和占比rc,导电剂的真密度td和占比rd,粘结剂的真密度tb和占比rb,正极片的长lc,正极片的宽wc,正极片的压实密度te,正极片的厚度hc,正极箔材的厚度hf,则vc计算如下:vc=wc*lc*(hc-hf)-wc*lc*(hc-hf)*te*(rc/tc rd/td rb/tb)=[1-te*(rc/tc rd/td rb/tb)]*wc*lc*(hc-hf)。
[0016]
本发明在一较佳示例中可以进一步配置为:所述负极涂层的孔隙体积va计算如下:负极材料真密度ta和占比ra,导电剂的真密度tg和占比rg,粘结剂的真密度th和占比rh,负极片的长la,负极片的宽wa,负极片的压实密度ti,负极片的厚度ha,正极箔材的厚度hd,则va计算如下:va=wa*la*(ha-hd)-wa*la*(ha-hd)*ti*(ra/ta rg/tg rh/th)=[1-ti*(ra/ta rg/tg rh/th)]*wa*la*(ha-hd)。
[0017]
本发明在一较佳示例中可以进一步配置为:所述隔膜的孔隙体积vs计算如下:隔膜的孔隙率ps,隔膜的长ls,隔膜的宽ws,隔膜基膜厚度hm和涂层厚度hn,则va计算如下:vs=(hm hn)*ls*ws*ps。
[0018]
本发明在一较佳示例中可以进一步配置为:所述铝塑膜间隙体积vp计算如下:铝塑膜的长lp,宽wp,间隙占比ri,则vp计算如下:vp=(hc ha hm hn)*ri*lp*wp。
[0019]
综上所述,本发明包括以下至少一种有益技术效果:
[0020]
1.本发明的计算方法根据锂电池尺寸和材料理化性质进行计算得到电池注液量,因此适用于各种型号和材料的电池,灵活多变;
[0021]
2.本发明通过计算得到保液量,周期短,成本低,适合大规模生产使用;
[0022]
3.本发明可以避免采用容量既定数的经验值带来的误差,更加的精确,提高电池各项性能。
附图说明
[0023]
为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明,其中
[0024]
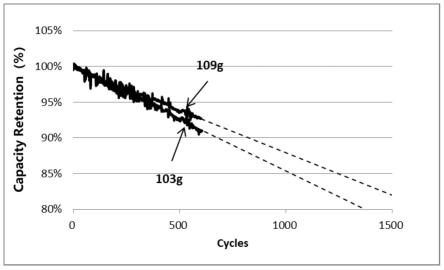
图1是本实施例的保液量循环曲线图。
具体实施方式
[0025]
以下结合附图对本发明作进一步详细说明。
[0026]
参照图1,为本发明公开的一种锂离子电池理论保液量的计算方法,包括以下步骤:
[0027]
(1)、计算电解液分解消耗的质量m,电解液密度ρ和溶剂分子量mw;
[0028]
(2)、计算正极片上正极涂层的孔隙体积vc;
[0029]
(3)、计算负极片上负极涂层的孔隙体积va;
[0030]
(4)、计算隔膜的孔隙体积vs;
[0031]
(5)、计算铝塑膜间隙体积vp;
[0032]
(6)、根据得到的m、ρ、mw、vc、va、vs和vp计算出电解液保液量m。
[0033]
电池保液量计算如下:m=(vc va vs vp)*ρ m。
[0034]
电解液质量m计算如下:负极材料比容量ca,首次充放电效率e,电解液与锂离子反
应摩尔比r,电解液溶剂分子量mw,法拉第常数f,电解液消耗量计算如下:m=ca*(1-e)*wa*la*(ha-hd)*ti*ra*3.6/f*r*mw。
[0035]
正极涂层的孔隙体积vc计算如下:正极材料真密度tc和占比rc,导电剂的真密度td和占比rd,粘结剂的真密度tb和占比rb,正极片的长lc,正极片的宽wc,正极片的压实密度te,正极片的厚度hc,正极箔材的厚度hf,则vc计算如下:vc=wc*lc*(hc-hf)-wc*lc*(hc-hf)*te*(rc/tc rd/td rb/tb)=[1-te*(rc/tc rd/td rb/tb)]*wc*lc*(hc-hf)。
[0036]
负极涂层的孔隙体积va计算如下:负极材料真密度ta和占比ra,导电剂的真密度tg和占比rg,粘结剂的真密度th和占比rh,负极片的长la,负极片的宽wa,负极片的压实密度ti,负极片的厚度ha,正极箔材的厚度hd,则va计算如下:va=wa*la*(ha-hd)-wa*la*(ha-hd)*ti*(ra/ta rg/tg rh/th)=[1-ti*(ra/ta rg/tg rh/th)]*wa*la*(ha-hd)。
[0037]
隔膜的孔隙体积vs计算如下:隔膜的孔隙率ps,隔膜的长ls,隔膜的宽ws,隔膜基膜厚度hm和涂层厚度hn,则va计算如下:vs=(hm hn)*ls*ws*ps。
[0038]
铝塑膜间隙体积vp计算如下:铝塑膜的长lp,宽wp,间隙占比ri,则vp计算如下:vp=(hc ha hm hn)*ri*lp*wp。
[0039]
表1:
[0040] 正极涂层负极涂层隔膜铝塑膜铜箔铝箔长(mm)204208159230204208宽(mm)156158213171156158厚(μm)131191.6160.088813
[0041]
表2:
[0042][0043]
表3:
[0044][0045]
表1-2为实例设计信息,表3是根据表1-2信息计算得到的实际保液量数据为109.7g,若不考虑电解液发生反应消耗的部分,则电池保液量为103.9g,这两种保液量进行性能对比,由图1可以看出,在0.5c充电/1c放电,电芯循环611周,保液量为103g的电芯循环容量保持率为90.76%,低于保液量为109g的92.61%,这证明了考虑sei膜消耗的电解液对电池性能有影响。
[0046]
本发明不仅考虑到了常规的电解液保留体积,比如正极涂层孔隙体积、负极涂层孔隙体积、隔膜孔隙体积和铝塑膜间隙体积,还考虑到了电池在初次充电过程中形成sei膜和发生副反应消耗的电解液,进而更加准确的得出电池保液量,进一步改善电池循环性能和安全性能,而且本发明不仅包含了正负极、隔膜孔隙体积和铝塑膜可容纳电解液的间隙体积,而且还包含了在后续化成、老化工序过程中消耗的电解液量,更加全面的涵盖了电解液保液量,进一步提升了计算的准确性;本发明理论方法得出的电解液保液量可以应用在实际生产过程中,提高电池的循环性能及安全性能,降低生产成本。
[0047]
本发明中的铝塑膜间隙计算方法是通过计算干电芯厚度占比,可以反向指导电芯在设计过程中铝塑膜冲坑的坑深,更加精确的控制电芯厚度和电解液保液量,提高生产效率,降低生产成本。
[0048]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。