1.本发明涉及二极管引脚焊接技术领域,特别涉及一种贴片二极管生产引脚焊接装置。
背景技术:
2.贴片二极管特性在电子元件当中,是一种具有两个电极的装置,只允许电流由单一方向流过,许多的贴片二极管使用时是应用其整流的功能,而变容二极管则用来当作电子式的可调电容器。
3.公告号为cn107072069b的中国发明专利,公开了一种引脚焊接纠正装置,属于电子元件生产设备技术领域,包括安装平台、fpc支撑平台、y向运动机构、翻转机构、z向运动机构、吸附平台、用于将产品上的fpc弯折并压紧到所述fpc支撑平台上的fpc压紧机构、用于将勾到焊盘侧的引脚弯折压到fpc的焊盘上的拨引脚机构、用于将产品上的引脚勾到fpc焊盘侧的勾引脚机构、用于确定引脚和焊盘位置的视觉相机、用于夹持引脚且对引脚和焊盘进行对位纠偏的纠偏机构和用于将对位纠偏后引脚和焊盘压紧的引脚焊盘压紧机构。此发明实现了自动将产品翻转90
°
,自动对fpc进行翻折、勾引脚以及自动对引脚和焊盘进行对位纠偏,提高了生产效率,有效保证了焊接质量。
4.上述发明对二极管引脚工件夹紧效果不佳,而且由于引脚需要完成多点焊接处理,导致夹紧后的二极管引脚工件很难做出多种移动,从而影响生产效率并且会导致焊接精准度不够的现象。
技术实现要素:
5.针对上述技术问题本发明提出一下技术方案:一种贴片二极管生产引脚焊接装置,包括底座,底座上固定安装有支撑架,支撑架上滑动安装有焊丝槽支架,所述焊丝槽支架上固定安装有焊接主支架,所述焊接主支架上转动安装有多个转动主杆,所述转动主杆上固定安装有弧形齿条,所述焊丝槽支架上滑动安装有凹形挤压块,所述凹形挤压块上设置有契合转动主杆的弧形凹槽,所述凹形挤压块上还固定安装有焊接滑动架,所述焊接滑动架与焊接主支架滑动连接,所述焊接滑动架上滑动安装有卡扣压块,所述焊接滑动架上还滑动安装有滑动管线,所述滑动管线还与卡扣压块固定连接,所述滑动管线远离焊丝槽支架的一端固定安装有焊接头。
6.进一步的,所述焊接主支架上固定安装有剪裁支架,所述剪裁支架上滑动安装有剪裁刀具,所述剪裁刀具上设置有凸出圆柱,所述剪裁支架上还转动安装有多个剪裁齿轮,所述剪裁齿轮上固定安装有齿轮支杆。
7.进一步的,所述底座上固定安装有支撑底座,所述支撑底座上设置有传输带机构。
8.进一步的,所述支撑底座上固定安装有夹具气缸,所述夹具气缸的另一端固定安装有主动滑架,所述主动滑架上设置有滚动齿条,所述主动滑架与支撑底座滑动连接,所述主动滑架上还固定安装有主夹持块,所述主夹持块与支撑底座滑动连接。
9.进一步的,所述主动滑架上固定安装有滑动弹簧,所述滑动弹簧的另一端固定安装有中间滑架,所述中间滑架与主动滑架滑动连接,所述中间滑架上转动安装有中间齿轮,所述中间齿轮与滚动齿条啮合。
10.进一步的,所述中间齿轮上还啮合安装有啮合滑架,所述啮合滑架与支撑底座滑动连接,所述啮合滑架上还滑动安装有滑动夹持块,所述滑动夹持块上设置有转动手柄。
11.进一步的,所述转动手柄靠近啮合滑架的一端设置有定位圆柱,所述啮合滑架上设置有多个定位凹槽与定位圆柱配合。
12.进一步的,支撑架上滑动安装有纵向滑架,所述支撑架上还转动安装有纵向丝杆,纵向丝杆与纵向滑架啮合,纵向滑架上转动安装有横向丝杆,所述横向丝杆与焊丝槽支架啮合。
13.本发明与现有技术相比的有益效果是:(1)通过主动滑架与中间齿轮的配合,使得夹具气缸单向运动可同时使主夹持块与滑动夹持块将工件快速夹持,并且通过主动滑架与中间滑架的连接关系,使得工件在夹持后也可调整位置;(2)通过设置焊接头使得夹持的范围大小可进行更改,这样可使得本装置适用于多种场合;(3)通过转动主杆与弧形齿条,可使得转动主杆在运动的同时,使得装置可分步焊接,并且还通过剪裁齿轮使得焊接后弧形齿条也可驱动剪裁刀具移动进行裁剪工作。
附图说明
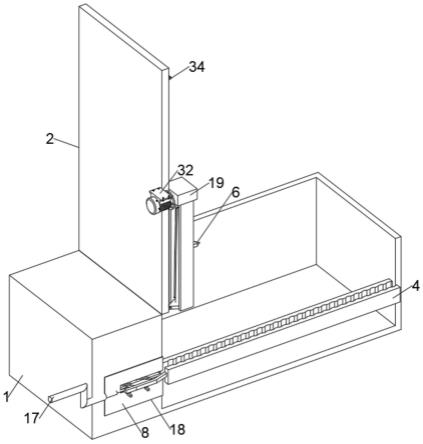
14.图1为本发明整体结构示意图。
15.图2为本发明焊丝滑槽结构示意图。
16.图3为本发明焊接主支架结构示意图。
17.图4为本发明剪裁支架半剖结构示意图。
18.图5为本发明焊丝滑槽处结构示意图。
19.图6为本发明图5中a处局部放大图。
20.图7为本发明图5中b处局部放大图。
21.附图说明:99-工件;101-底座;102-传输带机构;103-支撑架;104-焊丝槽支架;105-支撑底座;106-纵向滑架;107-纵向丝杆;201-横向丝杆;202-焊丝储箱;203-焊丝滑槽;204-焊丝;205-焊接电机;206-凹形挤压块;207-焊接滑动架;208-焊接主支架;209-焊接头;210-卡扣压块;211-滑动管线;212-弧形齿条;213-剪裁支架;214-剪裁齿轮;215-齿轮支杆;216-剪裁刀具;217-转动主杆;301-夹具气缸;302-主动滑架;303-啮合滑架;304-中间滑架;305-转动手柄;306-滑动夹持块;307-中间齿轮;308-滑动弹簧;309-主夹持块。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.如图1所示,一种贴片二极管生产引脚焊接装置,包括底座101,底座101上固定安装有支撑架103,支撑架103上滑动安装有多个纵向滑架106,所述支撑架103上还转动安装
有多个纵向丝杆107,纵向丝杆107与纵向滑架106啮合,所述支撑架103上还固定安装有纵向驱动组件,纵向驱动组件的输出轴与纵向丝杆107固定连接,所述纵向滑架106上转动安装有横向丝杆201,所述纵向滑架106上还固定安装有横向驱动组件,横向驱动组件的输出轴与横向丝杆201固定连接,支撑架103上滑动安装有焊丝槽支架104,焊丝槽支架104与横向丝杆201啮合。
24.如图2到图4所示,所述焊丝槽支架104上固定安装有焊丝滑槽203,焊丝滑槽203上滑动安装有焊丝204,焊丝204也与焊丝槽支架104滑动连接,焊丝滑槽203上还固定安装有用以储存焊丝204的焊丝储箱202,焊丝储箱202内设置有驱动焊丝204在焊丝滑槽203内滑动的焊条运输机,所述焊丝槽支架104上固定安装有用以支撑的焊接主支架208,焊接主支架208上转动安装有多个转动主杆217,所述转动主杆217上固定安装有弧形齿条212用以联动其他部件,所述焊接主支架208上还固定安装有主驱动组件,主驱动组件的输出端与转动主杆217固定连接,所述焊丝槽支架104上滑动安装有凹形挤压块206,凹形挤压块206上设置有契合焊接滑动架207的弧形凹槽,所述凹形挤压块206上还固定安装有焊接滑动架207,焊接滑动架207与焊接主支架208滑动连接,焊接滑动架207上还固定安装有横向弹簧,横向弹簧的另一端固定安装在焊接主支架208上,焊接滑动架207上还滑动安装有卡扣压块210,卡扣压块210上还固定安装有复位弹簧,复位弹簧的另一端固定安装在焊接滑动架207上,焊接滑动架207上还滑动安装有滑动管线211,所述滑动管线211远离焊丝槽支架104的一端固定安装有焊接头209,所述滑动管线211的另一端固定安装有焊接电机205,滑动管线211还与卡扣压块210固定连接,所述焊接电机205与焊丝槽支架104滑动连接,所述焊接主支架208上固定安装有剪裁支架213,剪裁支架213上滑动安装有用以剪裁的剪裁刀具216,剪裁刀具216上固定安装有剪裁弹簧,剪裁弹簧的另一端固定安装在剪裁支架213上,所述剪裁刀具216上设置有凸出圆柱,所述剪裁支架213上还转动安装有多个剪裁齿轮214,剪裁齿轮214上固定安装有齿轮支杆215。
25.如图1、图5到图7所示,所述底座101上固定安装有支撑底座105,支撑底座105上设置有传输带机构102,传输带机构102上活动安装有多个工件99,所述支撑底座105上固定安装有夹具气缸301,夹具气缸301的另一端固定安装有主动滑架302,所述主动滑架302上设置有滚动齿条,主动滑架302与支撑底座105滑动连接,所述主动滑架302上还固定安装有用以夹持的主夹持块309,主夹持块309与支撑底座105滑动连接,所述主动滑架302上还固定安装有滑动弹簧308,滑动弹簧308的另一端固定安装有中间滑架304,中间滑架304与主动滑架302滑动连接,所述中间滑架304上转动安装有中间齿轮307,中间齿轮307与滚动齿条啮合,所述中间齿轮307上还啮合安装有啮合滑架303,所述啮合滑架303与支撑底座105滑动连接,所述啮合滑架303上还滑动安装有用以夹持的滑动夹持块306,所述滑动夹持块306上设置有用以固定的转动手柄305,所述转动手柄305靠近啮合滑架303的一端设置有定位圆柱,所述啮合滑架303上设置有多个定位凹槽与定位圆柱配合。
26.当使用本装置前,需要先行调整滑动夹持块306的位置,具体步骤为,先转动转动手柄305,使得转动手柄305向远离啮合滑架303方向移动,在移动到预定位置后,可人工驱动滑动夹持块306与转动手柄305在啮合滑架303与中间滑架304上滑动,不管是向前还是向后都可,这是根据工件99的具体宽度进行调整的,在调整到合适距离后,即可转动转动手柄305,使转动手柄305向靠近啮合滑架303方向移动,将滑动夹持块306与啮合滑架303锁紧,
使得滑动夹持块306与啮合滑架303成为一体。
27.当使用本装置时,将工件99放置到传输带机构102上,由传输带机构102带动工件99移动到滑动夹持块306与主夹持块309中间的位置后,传输带机构102停止运动,此时夹具气缸301启动,驱动主动滑架302向远离底座101方向移动,主动滑架302移动会带动主夹持块309一起向远离底座101方向移动,使得主夹持块309逐渐与工件99靠拢,同时主动滑架302也会通过滚动齿条带动中间齿轮307转动,中间齿轮307再带动啮合滑架303向靠近底座101方向移动,啮合滑架303再带动滑动夹持块306一起向靠近底座101方向运动,此时运动一段距离后,夹具气缸301的运动就会导致滑动夹持块306与主夹持块309持续靠拢,直到将工件99夹持住,此时如果啮合滑架303再向前运动即可带动主夹持块309、滑动夹持块306、工件99等零件一同向远离底座101方向移动,这样就可以在夹持住工件后再次调整工件具体位置。
28.而在将工件99夹持完成后,启动纵向驱动组件驱动纵向丝杆107,带动焊丝槽支架104向工件99靠拢,运动到预定位置后,即可再驱动横向驱动组件带动横向丝杆201,调整焊丝槽支架104上焊接头209的位置,使焊接头209对准工件99上焊接处的位置,然后启动焊丝储箱202中的焊条运输机,使焊丝204在焊丝滑槽203中滑动,使得焊丝204在焊丝滑槽203与焊丝槽支架104的限位中逐步靠近工件99上需要焊接的位置,并且最后与工件99上需要焊接的位置贴合。
29.此时再启动主驱动组件,带动转动主杆217绕着转动主杆217与焊接主支架208连接轴的轴心转动,同时转动主杆217也带动弧形齿条212在图2中顺时针转动,转动主杆217在顺时针转动到预定角度后,即可挤压凹形挤压块206,使凹形挤压块206向远离焊接主支架208方向移动,同时凹形挤压块206会拉伸横向弹簧,凹形挤压块206在移动时也会带动焊接滑动架207与焊接头209移动,在使得焊接头209移动到工件99的引脚焊接位置上方后,转动主杆217继续转动就会在挤压凹形挤压块206的同时按压卡扣压块210向靠近工件99方向移动,卡扣压块210在移动时也会拉伸复位弹簧,卡扣压块210会带动滑动管线211与焊接头209向工件99方向移动,而在此时转动主杆217移动的过程中,转动主杆217就会导致焊接头209在向远离焊接主支架208方向移动后,焊接头209向远离焊接电机205方向移动,这样就会使得焊接头209去靠近工件99上引脚焊接的位置,使得焊丝204与工件99上需要焊接的地方焊接起来。
30.在焊接头209焊接的同时,可调整焊接所需时间,如若焊接时间并不需要被刻意延长一定时间,转动主杆217即可继续转动,在转动主杆217继续转动后转动主杆217就会脱离凹形挤压块206,而此时就算凹形挤压块206不再受到转动主杆217的挤压,但卡扣压块210就会接替凹形挤压块206,受到转动主杆217在图2中的横向挤压,直到转动主杆217在继续转动的过程中,转动主杆217不再与卡扣压块210接触,这样卡扣压块210就会通过横向弹簧和复位弹簧带动焊接头209回到初始位置。
31.当焊接完成,且焊接头209回到初始位置后,转动主杆217继续转动到180度后,就会通过转动主杆217上的弧形齿条212与剪裁齿轮214啮合,使得剪裁齿轮214在图3中逆时针转动,剪裁齿轮214转动再通过齿轮支杆215挤压剪裁刀具216上的凸出圆柱,使得剪裁刀具216在剪裁支架213上向远离焊接主支架208滑动,同时拉伸剪裁弹簧,在剪裁刀具216滑动的同时,就会靠近焊丝204,并且剪裁刀具216通过与焊丝滑槽203配合,将焊丝204剪裁,
使得引脚焊接工作的完成,当剪裁齿轮214在被驱动转动到预定角度后,齿轮支杆215将会与凸出圆柱分离,使得剪裁刀具216通过剪裁弹簧回到初始位置,值得说明的是,此时夹具气缸301也可启动,带动工件99移动,以调整工件99的位置,使得工件99上引脚的位置可被延长一定长度才被剪裁,而在一处的引脚焊接完成后,即可启动横向驱动组件将焊接头209移动对准另一个需要焊接引脚的位置进行焊接。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。