1.本发明属于机械加工用切割技术领域,更具体地说,特别涉及可实现精准定位的机械加工用切割器。
背景技术:
2.机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程,按加工方式上的差别可分为切削加工和压力加工,在机械加工的过程冲多数采用切割装置来实现材料的切割,便于钢铁材料的快速成型。
3.类似于目前机械加工用切割器还存在以下不足:目前在对钢铁材料进行打孔切割时多数通过人工定位,导致材料打孔切割时出现偏差影响材料的正常使用,并且打孔直径的大小极难把控精准定位。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供可实现精准定位的机械加工用切割器,以期达到更具有实用价值的目的。
技术实现要素:
5.本发明可实现精准定位的机械加工用切割器的目的与功效,由以下具体技术手段所达成:可实现精准定位的机械加工用切割器,包括底架;所述底架顶端面固定连接有撑架,撑架顶部位置设置有刻度值,撑架的中间位置滑动连接有纵向调节块,纵向调节块的顶部中间位置转动连接有螺栓,且纵向调节块螺栓底部位置与撑架顶部位置相贴合,纵向调节块的底部中间位置与横向调节架顶部中间位置固定连接,横向调节架下方位置滑动连接有横向调节块,横向调节块的底部中间位置固定连接有气缸,横向调节架内侧设置有刻度值。
6.可选的,所述底架顶部两侧位置分别开设有滑槽,且底架的两侧滑槽内均滑动连接有一个夹板,两个夹板呈对称设置,两个夹板位于撑架正下方位置。
7.可选的,所述横向调节架的右侧位置固定连接有电机a,横向调节架的右侧位置固定连接有电机a,电机a的转轴设置有螺纹,且电机a转轴位于横向调节架内部中间位置,所述横向调节块的侧面中间位置开设有螺纹孔,电机a转轴转动连接在横向调节块的螺纹孔内,将撑架中间的纵向调节块进行滑动,使其纵向调节块的位置位于钢铁材料所需打孔位置的正上方,接下来启动电机a,通过电机a转轴的配合带动横向调节块在横向调节架的下端位置进行横向位置移动,使其横向调节块的位置位于钢铁材料所需打孔位置的正上方,这个时候齿盘底部中间位置将位于钢铁材料所需打孔区域的正上方位置。
8.可选的,所述气缸的底部中间位置与齿盘顶部中间位置固定连接,齿盘的外端位置滑动连接有周转架。
9.可选的,所述周转架的顶部中间位置固定连接有电机b,电机b的下端转轴与齿轮顶部中间位置固定连接,齿轮与齿盘相啮合。
10.可选的,所述周转架下端位置与滑轨中间位置固定连接,滑轨的表面设置有刻度值,滑轨的内侧位置位于周转架圆心位置的正下方位置。
11.可选的,所述滑轨的下端位置滑动连接有切割枪,切割枪位于底架上方位置,且切割枪位于撑架内部, 当需要对钢铁材料切割打孔确定打孔直径的时候,首先滑动将切割枪滑动至滑轨的内侧位置,使其切割枪位于钢铁材料打孔区域的正上方,结合滑轨设置的刻度,来调整切割枪的滑动距离。
12.与现有技术相比,本发明具有如下有益效果:首先将钢铁材料放置在底架的顶部中间位置,接下来通过调节两个夹板来将钢铁材料固定在底架顶部中间位置,下一步结合钢铁材料所需进行打孔切割的位置对本装置整体进行调节,将撑架中间的纵向调节块进行滑动,使其纵向调节块的位置位于钢铁材料所需打孔位置的正上方,接下来启动电机a,通过电机a转轴的配合带动横向调节块在横向调节架的下端位置进行横向位置移动,使其横向调节块的位置位于钢铁材料所需打孔位置的正上方,这个时候齿盘底部中间位置将位于钢铁材料所需打孔区域的正上方位置,完成对钢铁材料打孔位置定位的步骤。
13.当需要对钢铁材料切割打孔确定打孔直径的时候,首先将切割枪滑动至滑轨的内侧位置,使其切割枪位于钢铁材料打孔区域的正上方,结合滑轨设置的刻度,来调整切割枪的滑动距离,当切割枪的距离调整好之后,将切割枪的位置与滑轨的位置进行固定,接下来启动切割枪以及电机b,电机b转轴转动将会带动齿轮进行转动,通过齿轮与齿盘的配合,使其齿轮围绕齿盘边缘位置进行周转,下一步启动气缸带动齿盘的整体进行下方,直至切割枪接触到钢铁材料对其进行切割,当周转架的位置周转一圈,切割枪将同步完成画圆切割步骤,对钢铁材料完成切割打孔步骤,通过上述步骤即可精准控制切割打孔的大小,并且结合两个夹板对钢铁材料的限位,在更替同型号钢铁材料的时候,不需要二次调整本装置的打孔位置。
附图说明
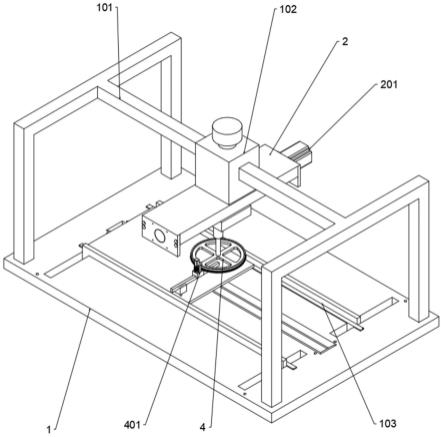
14.图1示出了根据本发明实施例主视状态结构示意图;图2示出了根据本发明实施例图1中a处局部放大结构示意图;图3示出了根据本发明实施例俯视状态结构示意图;图4示出了根据本发明实施例侧视状态结构示意图;图5示出了根据本发明实施例底架整体侧视结构示意图;图6示出了根据本发明实施例横向调节架与气缸以及齿盘底侧视结构示意图;图7示出了根据本发明实施例齿盘整体主视结构示意图;图8示出了根据本发明实施例齿盘整体侧视结构示意图;图中,部件名称与附图编号的对应关系为:1、底架;101、撑架;102、纵向调节块;103、夹板;2、横向调节架;201、电机a;202、横向调节块;3、气缸;4、齿盘;401、周转架;402、电机b;403、齿轮;404、滑轨;405、切割枪。
具体实施方式
15.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于
说明本发明,但不能用来限制本发明的范围。
16.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
17.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
18.实施例:如附图1至附图8所示:本发明提供可实现精准定位的机械加工用切割器,包括有:底架1;底架1顶端面固定连接有撑架101,撑架101顶部位置设置有刻度值,撑架101的中间位置滑动连接有纵向调节块102,纵向调节块102的顶部中间位置转动连接有螺栓,且纵向调节块102螺栓底部位置与撑架101顶部位置相贴合,结合钢铁材料所需进行打孔切割的位置对本装置整体进行调节,将撑架101中间的纵向调节块102进行滑动,使其纵向调节块102的位置位于钢铁材料所需打孔位置的正上方,纵向调节块102的底部中间位置与横向调节架2顶部中间位置固定连接,横向调节架2下方位置滑动连接有横向调节块202,横向调节块202的底部中间位置固定连接有气缸3,气缸3的底部中间位置与齿盘4顶部中间位置固定连接,齿盘4的外端位置滑动连接有周转架401,横向调节架2内侧设置有刻度值。
19.其中,底架1顶部两侧位置分别开设有滑槽,且底架1的两侧滑槽内均滑动连接有一个夹板103,两个夹板103呈对称设置,两个夹板103位于撑架101正下方位置。
20.其中,横向调节架2的右侧位置固定连接有电机a201,横向调节架2的右侧位置固定连接有电机a201,电机a201的转轴设置有螺纹,且电机a201转轴位于横向调节架2内部中间位置,横向调节块202的侧面中间位置开设有螺纹孔,电机a201转轴转动连接在横向调节块202的螺纹孔内,通过电机a201转轴的配合带动横向调节块202在横向调节架2的下端位置进行横向位置移动,使其横向调节块202的位置位于钢铁材料所需打孔位置的正上方。
21.其中,周转架401的顶部中间位置固定连接有电机b402,电机b402的下端转轴与齿轮403顶部中间位置固定连接,齿轮403与齿盘4相啮合,周转架401下端位置与滑轨404中间位置固定连接,滑轨404的表面设置有刻度值,滑轨404的内侧位置位于周转架401圆心位置的正下方位置,滑轨404的下端位置滑动连接有切割枪405,切割枪405位于底架1上方位置,且切割枪405位于撑架101内部, 当需要对钢铁材料切割打孔确定打孔直径的时候,首先滑动将切割枪405滑动至滑轨404的内侧位置,使其切割枪405位于钢铁材料打孔区域的正上方,结合滑轨404设置的刻度,来调整切割枪405的滑动距离,当切割枪405的距离调整好之后,将切割枪405的位置与滑轨404的位置进行固定,接下来启动切割枪405以及电机b402,电机b402转轴转动将会带动齿轮403进行转动,通过齿轮403与齿盘4的配合,使其齿轮403围绕齿盘4边缘位置进行周转,下一步启动气缸3带动齿盘4的整体进行下方,直至切割枪
405接触到钢铁材料对其进行切割,当周转架401的位置周转一圈,切割枪405将同步完成画圆切割步骤。
22.使用时:首先将本装置整体进行相对的组装,当需要对钢铁材料进行切割的时候,首先将钢铁材料放置在底架1的顶部中间位置,接下来通过调节两个夹板103来将钢铁材料固定在底架1顶部中间位置,下一步结合钢铁材料所需进行打孔切割的位置对本装置整体进行调节,将撑架101中间的纵向调节块102进行滑动,使其纵向调节块102的位置位于钢铁材料所需打孔位置的正上方,接下来启动电机a201,通过电机a201转轴的配合带动横向调节块202在横向调节架2的下端位置进行横向位置移动,使其横向调节块202的位置位于钢铁材料所需打孔位置的正上方,这个时候齿盘4底部中间位置将位于钢铁材料所需打孔区域的正上方位置,完成对钢铁材料打孔位置定位的步骤。
23.当需要对钢铁材料切割打孔确定打孔直径的时候,首先将切割枪405滑动至滑轨404的内侧位置,使其切割枪405位于钢铁材料打孔区域的正上方,结合滑轨404设置的刻度,来调整切割枪405的滑动距离,当切割枪405的距离调整好之后,将切割枪405的位置与滑轨404的位置进行固定,接下来启动切割枪405以及电机b402,电机b402转轴转动将会带动齿轮403进行转动,通过齿轮403与齿盘4的配合,使其齿轮403围绕齿盘4边缘位置进行周转,下一步启动气缸3带动齿盘4的整体进行下方,直至切割枪405接触到钢铁材料对其进行切割,当周转架401的位置周转一圈,切割枪405将同步完成画圆切割步骤,对钢铁材料完成切割打孔步骤,通过上述步骤即可精准控制切割打孔的大小,并且结合两个夹板103对钢铁材料的限位,在更替同型号钢铁材料的时候,不需要二次调整本装置的打孔位置。
24.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。