技术特征:
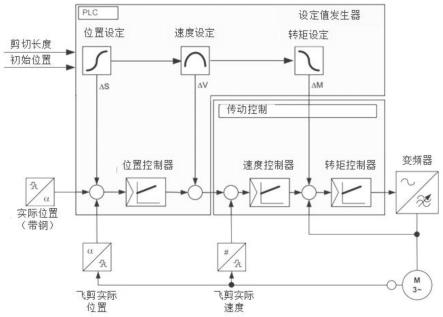
1.一种冷连轧带钢剪切位置和速度控制方法,其特征在于,包括位置控制模型和速度控制模型;所述的位置控制模型中,位置设定δs为第一位置设定与第二位置设定之和,然后与飞剪实际位置比较,输入第一pi控制器完成位置闭环控制;所述的第一位置设定由位置计算模型计算得出,所述的第二位置设定为飞剪角度的原始位;所述的速度控制模型中,速度设定δv为第一速度设定与第二速度设定之和,然后与飞剪实际速度比较,输入第二pi控制器完成速度闭环控制;所述的第一速度设定由速度计算模型得出;所述的第二速度设定为位置控制模型输出的控制结果。2.根据权利要求1所述的一种冷连轧带钢剪切位置和速度控制方法,其特征在于,所述的位置计算模型包括如下:式中,sx
pos1
为第一位置设定,k为剪切速度的迟滞因子,sb
rest
剩余带钢长度,sh剪刃升速长度,fsx
pos1
位置影响因子;其中,或式中,h为等待剪切位,θ
ca
为剪切角度,r为剪鼓半径;其中,式中,h为带钢厚度,mue为剪刃重合量;3.根据权利要求1所述的一种冷连轧带钢剪切位置和速度控制方法,其特征在于,所述的第二位置包括多个位置:飞剪角度初始位pos1、穿带位pos2、等待位pos3、剪刃检查位pos4,选择其中之一。4.根据权利要求1所述的一种冷连轧带钢剪切位置和速度控制方法,其特征在于,根据第二位置的不同设置以下速度计算模型:第二位置的不同设置以下速度计算模型:第二位置的不同设置以下速度计算模型:vx
pos4
=k*v
s
*fvx
pos4
式中,vx
pos1
、vx
pos2
、vx
pos3
、vx
pos4
分别为第二位置为飞剪角度初始位pos1、穿带位pos2、等待位pos3、剪刃检查位pos4时的第一速度设定值;v
s
为带钢速度,αx为实际剪刃角度,k
st
为剪切速度迟滞因子限幅,fvx
posi
为位置i的自适应速度因子,k为剪切速度的迟滞因子,sb
rest
剩余带钢长度,sh剪刃升速长度;
式中,h为等待剪切位,θ
ca
为剪切角度,r为剪鼓半径;其中,式中,h为带钢厚度,mue为剪刃重合量;b为减速机齿数比,fvx
pos4
取经验常数。5.根据权利要求1所述的一种冷连轧带钢剪切位置和速度控制方法,其特征在于,还包括转矩控制模型,第一速度设定输入转矩设定模型计算转矩设定δm,δm与速度控制器输出求和并与转矩实际值比较,偏差值输入转矩控制器完成转矩控制。6.根据权利要求5所述的一种冷连轧带钢剪切位置和速度控制方法,其特征在于,所述的转矩设定模型包括如下:第一转矩设定:摩擦转矩:第一速度设定经过分段线性摩擦曲线得到;第二转矩设定:加速转矩:式中,j0为传动固定转矩,j
c
为依据位置的转矩,i为齿数比,v
s
为带钢速度,h为带钢厚度,r为剪鼓半径,dv
s
/dt为带钢加速度。
技术总结
本发明提供一种冷连轧带钢剪切位置和速度控制方法,包括位置控制模型和速度控制模型;位置控制模型中,位置设定ΔS由第一位置设定与第二位置设定之和,输入第一PI控制器完成位置闭环控制;第一位置设定由位置计算模型计算得出,第二位置设定为飞剪角度的原始位;速度控制模型中,速度设定ΔV为第一速度设定与第二速度设定之和,输入第二PI控制器完成速度闭环控制;第一速度设定由速度计算模型得出;第二速度设定为位置控制模型输出的控制结果。针对不同的带钢情况,实现了冷连轧带钢剪切位置和速度双闭环控制,可实现飞剪运行的每一个周期的精确定位基础上的速度控制,对于提高冷连轧的生产效率起到了至关重要的作用。连轧的生产效率起到了至关重要的作用。连轧的生产效率起到了至关重要的作用。
技术研发人员:张岩 孙瑞琪 陈百红 刘宝权 秦大伟
受保护的技术使用者:鞍钢集团北京研究院有限公司
技术研发日:2022.08.15
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。