1.本发明涉及油烟机蜗壳加工技术领域,尤其涉及一种斜边蜗壳围板滚圆机及其加工方法。
背景技术:
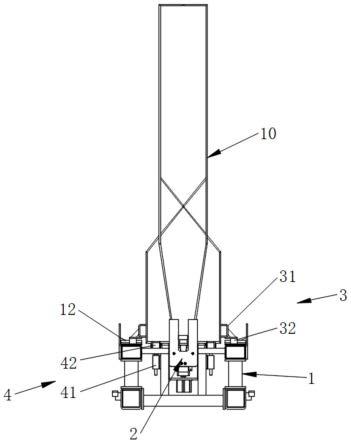
2.如图1所示,油烟机风道蜗壳包括围板10、设于所述围板10一侧的上侧板20、及设于所述围板10另一侧的下侧板30。目前,蜗壳的围板10的加工一般采用冲压成型,而冲压成型的围板10的圆弧度不一致,且有些围板10的圆弧度不能满足设计要求,导致误差过大影响上侧板20和下侧板30的安装,且因围板与侧板不能很好的吻合而影响整个蜗壳的质量。
技术实现要素:
3.本发明的目的在于提供一种能够提高围板加工质量的斜边蜗壳围板滚圆机及其加工方法。
4.本发明的技术方案是:一种斜边蜗壳围板滚圆机包括压角机构、回转动模机构、支撑装置、下压机构和动力系统,所述回转动模机构包括仿形模芯,所述动力系统用以驱动所述仿形模芯旋转;所述压角机构包括成型模,所述成型模的一端设有r角,所述仿形模芯上设有内凹的并与所述r角适配的下模台;所述成型模上下位移使所述r角向所述下模台靠近或远离;所述支撑装置在所述回转动模机构的x方向的旁侧且远离下模台设置;所述下压机构在所述回转动模机构的y方向的旁侧,所述下压机构能沿y方向及z方向位移,使下压机构的末端与仿形模芯靠近或远离。
5.优选的,所述回转动模机构包括机架、仿形模芯、回转支承和转动座;
6.所述转动座上固定所述仿形模芯,所述压角机构安装在所述转动座的一端,使r角朝向下模台;
7.所述机架的一端设置有所述回转支承,所述回转支承与所述动力系统驱动连接;所述转动座安装在所述回转支承的径向端面上;所述下压机构安装在机架上。
8.优选的,所述压角机构包括第一驱动件和安装座,所述第一驱动件通过安装座安装在转动座上个,所述第一驱动件的动力输出端与所述成型模连接。
9.优选的,所述下压机构包括第二驱动件、基座、滚轮、第三驱动件、直线导轨和滚轮架;
10.所述基座通过直线导轨安装在机架上端,所述第二驱动件用于驱动所述基座沿直线导轨位移;所述第三驱动件竖向安装在所述基座上,所述第三驱动件的动力输出端与滚轮架连接,所述滚轮架上设有所述滚轮。
11.优选的,所述支撑装置包括底架、托盘和防翘杆,所述底架固设于所述回转动模机构的旁侧,所述底架上端设有供围板穿过的所述托盘,所述防翘杆的一端与底架连接,另一端悬伸至托盘的上方。
12.优选的,所述托盘在垂直于围板输送方向的两端设有挡板。
13.优选的,所述托盘的底部设有用于将围板向回转动模机构输送的驱动件。
14.本发明还提一种上述的斜边蜗壳围板滚圆机的加工方法,包括:
15.步骤1,准备工作:下压机构在初始状态;
16.步骤2,围板上料:采用上料机构将围板的一端放置在仿形模芯的下模台上,另一端放置在支撑装置上,下料机构退回;或者,采用上料机构将围板放置在支撑装置上,下料机构退回,支撑装置启动,将围板水平输送至仿形模芯的下模台上;
17.步骤3,围板压角:启动压角机构,使成型模向仿形模芯的方向伸出,直至r角与下模台压合后在围板上形成折角;
18.步骤4:围板滚压成型:启动下压机构,所述下压机构先沿y方向位移至围板的上方,再沿z方向将下压机构的运动方向的末端下降至与围板接触;启动动力系统,围板在一夹一压一挡的形式下沿仿形模芯的外圈滚压成型;
19.步骤5:下压机构和压角机构退回各自初始状态,围板下料。
20.优选的,在步骤2中,围板在下压机构的侧边入料。
21.与相关技术相比,本发明的有益效果为:
22.一、将围板贴合仿形模芯上,采用压角机构在加工出折角的同时,还在围板滚压时参与围板的夹持,使围板在一夹一压一挡的形式下沿仿形模芯的外圈滚压成型,成型精度更好,成型质量更好,且操作方便;
23.二、实现自动上料、自动折角、自动滚圆的全自动化加工。
附图说明
24.图1为蜗壳的分解结构示意图;
25.图2为蜗壳中的围板加工前的结构示意图;
26.图3为蜗壳中的围板加工后的结构示意图;
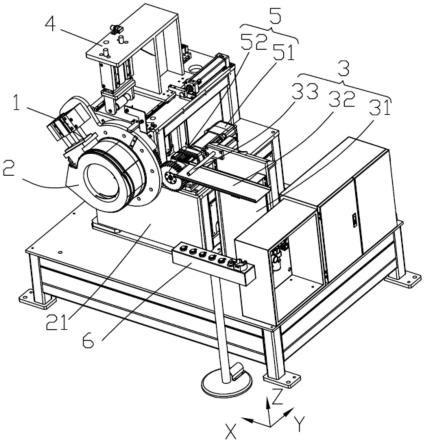
27.图4为本发明提供的斜边蜗壳围板滚圆机一种视角的立体结构示意图;
28.图5为本发明提供的斜边蜗壳围板滚圆机另一种视角的去掉围栏的立体结构示意图;
29.图6为压角机构和回转动模机构的结构示意图;
30.图7为下压机构的结构示意图。
31.附图中:1、压角机构;11、第一驱动件;12、成型模;13、安装座;14、r角;2、回转动模机构;21、机架;22、仿形模芯;23、回转支承;24、下模台;25、转动座;3、支撑装置;31、底架;32、托盘;33、防翘杆;4、下压机构;41、第二驱动件;42、基座;43、滚轮;44、第三驱动件;45、直线导轨;46、滚轮架;5、动力系统;51、伺服电机;52、驱动齿轮;10、围板;20、上侧板;30、下侧板。
具体实施方式
32.以下将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
33.如图4、图5所示,本实施例提供的一种斜边蜗壳围板滚圆机包括压角机构1、回转动模机构2、支撑装置3、下压机构4和动力系统5。
34.如图4、图5所示,所述压角机构1包括第一驱动件11、成型模12和安装座13。所述第一驱动件11可采用双杆气缸,其伸缩杆上固定所述成型模12。所述成型模12的一端设有r角14。所述安装座13用于将第一驱动件11固定在回转动模机构2的转动座25上。
35.如图5、图6所示,所述回转动模机构2包括机架21、仿形模芯22、回转支承23和转动座25。
36.所述机架21为箱型的工作台,为二级台阶结构设计,下面的台阶面上安装动力系统5,上面的台阶面上安装下压机构4。在上面台阶的前端面上安装回转支承23。
37.所述动力系统5包括伺服电机51和驱动齿轮52。伺服电机51安装在机架21上,其电机轴与驱动齿轮52连接。所述驱动齿轮52与所述回转支承23啮合。
38.所述回转支承23的径向端面上安装固定所述转动座25。所述转动座25由圆形板和在所述圆形板一端凸伸的凸板组成。所述压角机构1的安装座13固定在凸板上,所述仿形模芯22固设在圆形板上并同心,便于驱动回转支承23旋转。
39.所述仿形模芯22上设有径向内凹的并与所述r角14适配的下模台24。所述成型模12在所述第一驱动件11的驱动下相对于安装座13上下位移,使所述r角14向所述下模台24靠近或远离。靠近时,所述r角14和下模台24将围板折弯形成折角。
40.如图4、图5所示,所述支撑装置3包括底架31、托盘32和防翘杆33。所述底架31在所述回转动模机构2的x方向的旁侧且远离下模台24设置。所述底架31上端设有供围板穿过的所述托盘32,所述防翘杆33的一端与底架31连接,另一端悬伸至托盘32的上方。所述防翘杆33为杆体结构,与围板10间隔设置,防止在围板10的一端折角和滚圆加工时,另一端(位于防翘杆33的这一端)翘起。
41.为了避免围板10输送时位置偏移,所述托盘32在垂直于围板10的输送方向的两端设有挡板。
42.在本实施例中,所述托盘32不带输送动力,只对围板10起承托的作用。在另一种实施例中,所述托盘32带输送动力,可设计为输送带,当围板10置于其上后,驱动其向回转动模机构2的方向输送。
43.如图5所示,所述下压机构4在所述回转动模机构2的y方向的旁侧,所述下压机构4能沿y方向及z方向位移,使下压机构4的末端与仿形模芯22靠近或远离。
44.如图5、图7所示,所述下压机构4包括第二驱动件41、基座42、滚轮43、第三驱动件44、直线导轨45和滚轮架46。
45.所述基座42通过直线导轨45安装在机架21的上端。所述第二驱动件41为气缸,缸筒固定在机架21的上端面上,伸缩杆与基座42连接。所述基座42与机架21通过直线导轨45沿y方向滑动连接。
46.所述第三驱动件44可选用双杆气缸,竖向安装在所述基座42上(将缸筒固定在基座42上),伸缩杆与滚轮架46安装固定。所述滚轮架46上设有所述滚轮43。所述滚轮43在围板10的带动下转动。
47.本发明还提供一种上述的斜边蜗壳围板滚圆机的加工方法,包括以下步骤:
48.步骤1,准备工作:下压机构4在初始状态。
49.步骤2,围板上料:如图2所示,加工前的围板10为板状结构;
50.采用上料机构将围板10的一端放置在仿形模芯22的下模台24上,另一端放置在支撑装置3上,下料机构退回;或者,采用上料机构将围板10放置在支撑装置3上,下料机构退回,支撑装置3启动,将围板10水平输送至仿形模芯22的下模台24上;
51.上料机构将围板10在下压机构4的侧边入料,以避开防翘杆33。
52.步骤3,围板压角:启动压角机构1,使成型模12向仿形模芯22的方向伸出,直至r角14与下模台24压合后在围板10上形成折角。
53.步骤4:围板滚压成型:启动下压机构4,所述下压机构4先沿y方向位移至围板10的上方,再沿z方向将下压机构4的运动方向的末端下降至与围板10接触;启动动力系统5,围板10在一夹一压一挡的形式下沿仿形模芯22的外圈滚压成型。其中,一夹指成型模12与仿形模芯22的夹持;一压指下压机构4的滚轮43的下压,一挡指防翘杆33的设置。
54.步骤5:下压机构4和压角机构1退回各自初始状态,围板10下料。
55.所述围板10最终成型的结构如图3所示。
56.所述斜边蜗壳围板滚圆机能实现自动上料、自动折角、自动滚圆的全自动化加工,其自动化程序设定不为本发明的改进点,可沿用现有编程方法。
57.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。