1.本技术涉及管材切割技术领域,尤其涉及一种切管设备。
背景技术:
2.切管设备用于对管材实施切割,其在多个领域都得到了广泛使用。例如,在石油勘探作业中,当出现井喷时,则需使用切管设备将油管切断,以防止原油从防喷器喷出;或者,在管材生产作业中,通过切管设备切割半成品管材,得到标准尺寸的成品管材。
3.在相关技术中,切管设备包括相对设置的两个切刀,在切割管材时,驱动两个切刀沿直线轨迹进刀并相向靠近,以从管材的两侧直接切断管材。但是,上述切管作业中,由于切刀对管材的切割作用在周向上分布不均匀,管材在被切断的过程中容易受损,该缺陷在切割柔性管材时尤为凸显。
技术实现要素:
4.本技术公开一种切管设备,能够优化切管效果。
5.为了解决上述问题,本技术采用下述技术方案:
6.本技术提供一种切管设备,包括基座、转盘、切刀组件和转盘驱动机构,其中:
7.所述转盘和所述转盘驱动机构均设于所述基座上,且所述转盘可转动设置,所述转盘设有第一管材避让孔,所述转盘驱动机构用于驱动所述转盘围绕所述第一管材避让孔的轴线转动;
8.所述切刀组件包括沿所述第一管材避让孔的周向均匀布置的多个切刀和驱动所述多个切刀转动的切刀驱动机构,所述多个切刀均与所述转盘可转动相连,所述切刀驱动机构用于驱动所述多个切刀以相同时针方向同时转动。
9.本技术采用的技术方案能够达到以下有益效果:
10.在本技术公开的切管设备中,切刀均可转动设于转盘上,其在转动过程中能够形成弧形的进刀轨迹,从而沿该进刀轨迹在管道的周向上施加切割作用。
11.同时,由于切刀与转盘相连,通过驱动转盘转动,则可带动切刀组件整体沿第一管材避让孔的周向转动,从而配合切刀沿弧形的进刀轨迹逐渐切割管材的动作在周向上切断管材。
12.相较于相关技术沿直线的进刀轨迹切断管材的方式,本技术的切管设备基于弧形的进刀轨迹,切刀能够在沿第一管材避让孔的周向转动的过程中同时进刀而逐渐切割管材,由此来优化切割作用的分布均匀性,以达到避免管材受损、优化切管效果的目的。
附图说明
13.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
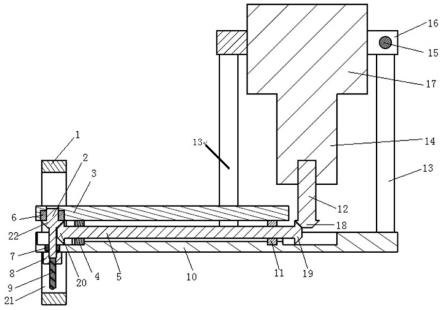
14.图1为本技术实施例公开的切管设备的结构示意图;
15.图2为本技术实施例公开的切管设备的主视图;
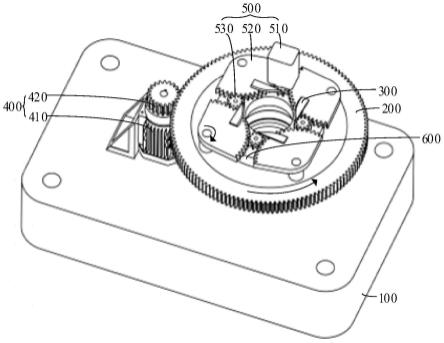
16.图3为本技术实施例公开的切管设备隐藏了限位压板的结构示意图;
17.图4为本技术实施例公开的限位压板的结构示意图;
18.图5为本技术实施例公开的切刀的进刀轨迹示意图;
19.图6~图8分别为本技术实施例公开的切刀组件切割管材的过程中不同阶段的状态示意图;
20.图9为本技术实施例公开的双刃面类型切刀的结构示意图;
21.图10为本技术实施例公开的单刃面类型切刀的结构示意图;
22.图11为申请实施例公开的第一种形状的双刃面类型切刀的主视图和俯视图;
23.图12为申请实施例公开的第二种形状的双刃面类型切刀的主视图和俯视图;
24.图13为申请实施例公开的第三种形状的双刃面类型切刀的主视图和俯视图;
25.图14为申请实施例公开的第一种形状的单刃面类型切刀的主视图和俯视图;
26.图15为申请实施例公开的第二种形状的单刃面类型切刀的主视图和俯视图;
27.图16为申请实施例公开的第三种形状的单刃面类型切刀的主视图和俯视图。
28.附图标记说明:
29.100-基座、
30.200-转盘、210-转轴、
31.300-切刀、310-刃尖部、
32.400-转盘驱动机构、410-第一动力源、420-第一传动件、
33.500-切刀驱动机构、510-第二动力源、520-第二传动件、530-第四齿轮、
34.600-支撑件、
35.700-限位压板、710-抵压凸部、720-连接部、701-第二管材避让孔、
36.800-平衡块、900-回转轴承、p-管材。
具体实施方式
37.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.以下结合附图,详细说明本技术各个实施例公开的技术方案。
39.为了解决相关技术中的切管设备存在的切割管材易使管材受损的技术问题,本技术实施例提供一种切管设备。
40.请参见图1~图16,本技术实施例所公开的切管设备包括基座100、转盘200、切刀组件和转盘驱动机构400,其中:
41.基座100是切管设备的基础构件,其为切管设备的其他构件提供了安装基础。具体地,转盘200和转盘驱动机构400均设于基座100上,且转盘200可转动设置,也就是说,转盘200能够与基座100之间产生相对转动。具体地,转盘200可通过回转轴承900设于基座100上。
42.转盘200设有第一管材避让孔,第一管材避让孔用于供管材p通过,当然,基座100
上也设有用于供管材p通过的避让区域,且该避让区域应于第一管材避让孔对应。
43.转盘驱动机构400用于驱动转盘200围绕第一管材避让孔的轴线转动。通过控制转盘驱动机构400,即可控制转盘200的转动动作。而且,在此种结构布局下,由于管材p穿设于第一管材避让孔,则转盘200也相当于围绕管材p转动,从而避免了转盘200与管材p产生干涉。
44.本技术实施例未限制转盘驱动机构400的具体结构,可选地,转盘驱动机构400可包括第一动力源410,第一动力源410用于驱动转盘200转动,第一动力源410可以为常规电机。
45.进一步地,转盘驱动机构400还可包括第一传动件420,第一动力源410通过第一传动件420向转盘200施加驱动作用。具体地,如图1~图3所示,第一传动件420可选为第一齿轮,转盘200可选为第二齿轮,也即转盘200具有外轮齿,第一齿轮与转盘200相啮合,第一动力源410驱动第一齿轮转动,即可带动转盘200转动。
46.在另外的实施方案中,第一传动件420可选为齿条,齿条与转盘200相啮合,而第一动力源410为线性驱动装置,例如线性电机、气压伸缩件等,第一动力源410驱动齿条移动而带动转盘200转动。
47.可选地,第一管材避让孔可设于转盘200的中心,以便于转盘200与第一管材避让孔同轴设置,避免了转盘200出现偏心转动的结构布局,从而有利于布局转盘驱动机构400与转盘200的驱动关系。
48.如图3、图6~图8所示,切刀组件包括沿第一管材避让孔的周向均匀布置的多个切刀300和驱动多个切刀300转动的切刀驱动机构500,多个切刀300均与转盘200可转动相连,切刀驱动机构500用于驱动多个切刀300以相同时针方向同时转动。应理解的是,如此设置下,切刀组件围绕的区域即为切割作业区域,切刀300可通过进刀动作而切割管材p。其中,进刀是指切刀300的进刀端切割入管材p内直至贯穿整个管材壁的切割过程。
49.由于本技术实施例的切刀300切刀驱动机构500的驱动下沿时针方向进刀,这样就使切刀300的进刀端在转动过程中能够形成弧形的进刀轨迹,从而沿该进刀轨迹在管道的周向上施加切割作用,也就是说,在切刀300切割管材p的进刀过程中,切刀300的进刀端与管材p的接触区域沿管材p的周向移动,由此可避免切刀300对管材p的切割作用仅局限于一处。
50.切刀驱动机构500用于驱动切刀300,通过控制切刀驱动机构500,即可控制切刀300的转动动作,以实现对切刀300的进刀动作的控制。
51.由于切刀300与转盘200相连,在驱动转盘200转动的情况下,可带动切刀组件整体沿第一管材避让孔的周向转动,从而配合切刀300沿弧形的进刀轨迹逐渐切割管材p的动作在周向上切断管材p。可见,本技术实施例的切刀300在切割管材p时同时具备两个转动自由度。
52.相较于相关技术沿直线的进刀轨迹切断管材p的方式,本技术实施例的切管设备基于弧形的进刀轨迹,切刀300能够在沿第一管材避让孔的周向转动的过程中同时进刀而逐渐切割管材p,由此来优化切割作用的分布均匀性,以达到避免管材p受损、优化切管效果的目的。
53.与此同时,在切刀驱动机构500的驱动作用下,多个切刀300以相同时针方向同时
转动,如此情况下,各切刀300的进刀端切入管材p的轨迹是同向且均匀分布,从而确保切刀组件对管材p的切割作用在周向上分布均匀。正是由于多个切刀300均是沿相同时针方向进刀,则避免多个切刀300中存在多种转动方向以及多种进刀轨迹,从而防止出现以切刀300的刀背切割管材p的问题。在可选的方案中,如图3和图5所示,本技术实施例的转盘200可以与切刀300反向转动。
54.应理解的是,由于本技术实施例的切刀300是通过转动动作而实现进刀,其进刀端在转动过程中能够形成弧形的进刀轨迹,在切刀300的转动过程中,其始终是刀刃一侧朝向管材p。由于管材p的待切割区域均是与切刀300的刀刃是相对的,而切刀组件整体会随着转盘200转动,只有在转盘200与切刀300的转动方向相反时,例如,如图3中箭头所示,转盘200沿逆时针转动,而切刀300沿顺时针转动,才能够始终确保切刀300的刀刃切割管材p的待切割区域,否则就会存在以切刀300的刀背切割管材p的问题。
55.当然,本技术实施例的转盘200也可与切刀300同向转动,此时可通过将切刀300的刀刃侧反向设置,同时可达到顺利切割管材p的效果。
56.在本技术实施例中,未限制切刀驱动机构500与切刀组件的具体驱动关系,举例来说,切刀驱动机构500可包括多个第二动力源510,第二动力源510一一对应地驱动切刀300转动。
57.在另外的实施方式中,如图3所示,本技术实施例的切刀驱动机构500可以包括第二动力源510和多个第二传动件520,多个第二传动件520沿第一管材避让孔的周向均匀布置,切刀300一一对应地设于第二传动件520上,第二传动件520可转动地设于转盘200上,第二动力源510用于同步驱动多个第二传动件520,以带动多个切刀300转动。
58.在此种结构布局下,多个第二传动件520即为第二动力源510与切刀300之间的同步传动结构,第二动力源510通过同步驱动多个第二传动件520,从而同步驱动多个切刀300转动,由此显然能够提升各切刀300的进刀动作的一致性。
59.同时,相较于多个切刀300分别对应设置第二动力源510的方案,本技术实施例的切刀驱动机构500仅通过设置一个第二动力源510,就实现了对各切刀300的同时驱动,既降低了成本,又简化了切刀驱动机构500的结构。
60.进一步地,如图3所示,本技术实施例的第二传动件520为第三齿轮,切刀驱动机构500还可以包括多个第四齿轮530,多个第四齿轮530沿第一管材避让孔的周向均匀布置,且相邻的两个第三齿轮之间设有一个第四齿轮530,第四齿轮530与其两侧的第三齿轮均啮合;第二动力源510用于其中一个第四齿轮530转动。
61.在此种结构布局下,当第二动力源510驱动与其连接的一个第四齿轮530转动时,则与该第四齿轮530啮合的两个第三齿轮均会随之转动,从而依次带动剩下的第四齿轮530和第三齿轮均实现转动,由此就确保了所有的第三齿轮均实现转动动作,而其上的切刀300随之转动而实现进刀。
62.应理解的是,由于第三齿轮两两之间均设有第四齿轮530,这就确保了所有的第三齿轮的旋向是相同的,从而使切刀300的转动方向相同,如前所述,这样显然有利于对管材p施加沿周向均匀分布的切割作用。
63.进一步地,如图3所示,本技术实施例的第二传动件520可以为扇形齿轮,扇形齿轮围绕其顶点部转动。由于扇形齿轮相较于完整齿轮更为小巧,如此可减少第二传动件520的
空间占位,从而提升结构紧凑性。当然,本技术实施例未限制第二传动件520的具体类型,其还可选为圆柱形齿轮。
64.在可选的方案中,如图1~图3所示,本技术实施例的切管设备还可以包括支撑件600,支撑件600设于第二传动件520与转盘200之间,以支撑第二传动件520而实现姿态平衡。
65.应理解的是,为了确保第二传动件520相对于转盘200能够顺利转动,第二传动件520与转盘200之间通常间隔布置以预留转动间隙,从而减小摩擦阻力、提升相对转动的流畅性。如图1所示,第二传动件520可转动配合于转盘200上的转轴210,而与转盘200本体间隔开。
66.在第二传动件520与转盘200间隔布置的结构布局下,第二传动件520存在倾斜的风险,这会导致设于第二传动件520上的切刀300的进刀轨迹发生明显改变,由此会导致切管效果变差。针对该问题,本技术实施例的支撑件600可对第二传动件520起到有效的支撑作用,并确保第二传动件520在水平面内实现转动动作,从而确保切刀300以预设轨迹进刀。
67.在可选的方案中,如图1、图2和图4所示,本技术实施例的切管设备还可以包括限位压板700,限位压板700与转盘200相连,且沿切管设备的高度方向,限位压板700位于第二传动件520的上侧,且限位压板700与第二传动件520相抵接而实现姿态平衡。
68.应理解的是,当第二传动件520在受驱动而转动的情况下,其可能会存在向上的窜动,设于第二传动件520上的切刀300也会随之窜动,从而导致切刀300的切割动作不稳定、且进刀轨迹发生改变,从而导致切管效果变差。针对该问题,本技术实施例的限位压板700可在第二传动件520的上方施加限位抵压作用,从而有效避免第二传动件520出现窜动。
69.如图3所示,在切刀300设于第二传动件520顶面的实施方式中,本技术实施例的限位压板700可包括设于其底面的抵压凸部710,其通过抵压凸部710与第二传动件520相抵接。进一步地,为了提升接触面积,抵压凸部710可以为条形结构件,如图4所示,抵压凸部710为弧形抵压凸条。
70.此外,限位压板700的底面还可设有连接部720,其通过连接与转轴210相连,从而实现与转盘200的连接关系。当然,限位压板700的连接部720可以延伸至第二传动件520及转轴210的外周而与转盘200直接相连。
71.在可选的方案中,如图3、图6~图8所示,本技术实施例的限位压板700设有与第一管材避让孔对应的第二管材避让孔701,限位压板700与多个第二传动件520均相抵接;第二动力源510设于限位压板700的顶面,切管设备还包括设于限位压板700的顶面的多个平衡块800,多个平衡块800与;第二动力源510沿第二管材避让孔701的周向平衡布置。
72.具体而言,第二管材避让孔701可供管材p穿过。限位压板700为第二动力源510和平衡块800的安装基础。如前所述,限位压板700用于对多个第二传动件520的平衡姿态施加平衡作用,若第二动力源510导致限位压板700自身存在倾斜,这势必会间接导致第二传动件520以及切刀300出现偏斜,而存在切刀300无法准确进刀的问题。针对该问题,本技术实施例的多个平衡块800可与第二动力源510实现沿周向上的平衡布局,从而确保限位压板700在水平面上维持平衡、且确保其对第二传动件520施加可靠的平衡作用。
73.在可选的方案中,如图11、图12、图14和图15所示,本技术实施例的切刀300具有相对设置的安装端和进刀端,沿安装端至进刀端的方向,切刀300的宽度逐渐减小。如此设置
下,切刀300的进刀端可形成有刃尖部310,在切刀300进刀的过程中,其便于通过刃尖部310切入管材p中,从而提升切管效率。
74.当然,本技术实施例未限制切刀300的具体结构类型,如图13和图16所示,沿安装端至进刀端的方向,切刀300的宽度也可以保持一致。
75.在可选的方案中,如图5和图8所示,本技术实施例的切刀300包括设于进刀端的刃尖部310,多个切刀300的刃尖部310均匀分布在以第一管材避让孔的中心为圆心的圆环上,如此可确保多个切刀300沿管材p的周向施加均匀分布的切割作用。
76.其中,如图5所示,本技术实施例的切刀300的刃尖部310的转动角度为a,a的取值范围可以为20
°
~40
°
,可优选为30
°
。应理解的是,如图8所示,在刃尖部310的转动角度a的范围内,刃尖部310可形成最大切割轨迹和最小切割轨迹,而最大切割轨迹与最小切割轨迹之间的径向差距则为刃尖部310的进刀长度。
77.在本技术实施例中,未限制切刀300的刃面类型,如图9所示,切刀300为双刃面类型,双刃面类型的切刀300切割效率更高,如图10所示,切刀300为单刃面类型。其中,图11和图12示出的切刀300均为双刃面类型,图13~图16示出的切刀300均为单刃面类型。
78.本技术上文实施例中重点描述的是各个实施例之间的不同,各个实施例之间不同的优化特征只要不矛盾,均可以组合形成更优的实施例,考虑到行文简洁,在此则不再赘述。
79.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。